英国のPIMORONI社から、IoT体験に使えるセンサーIOセット(flotilla)が、届きました。

littlebitのような箱に入っています。
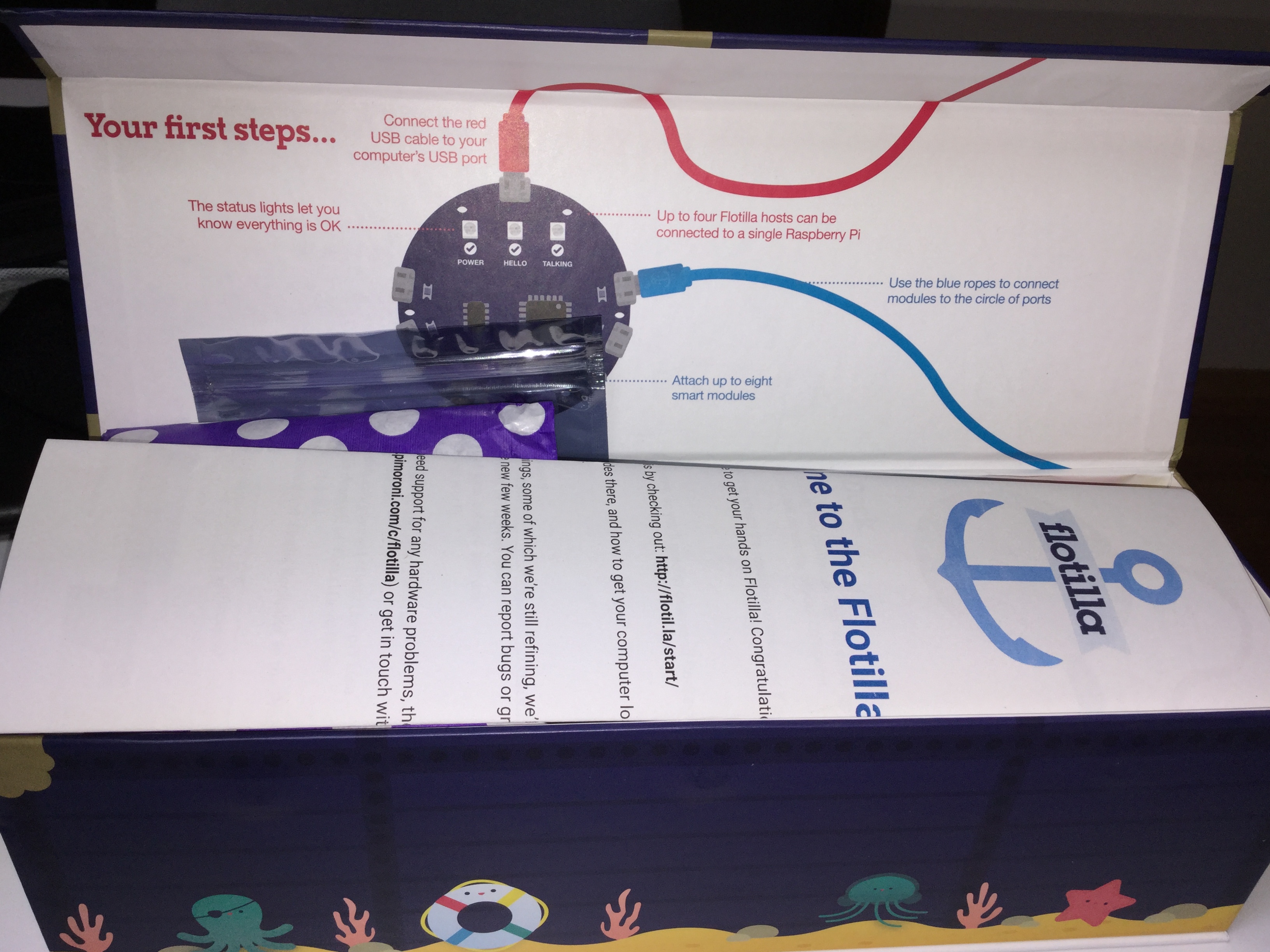
USBでPCと接続して各モジュールと接続するドックの説明が中に書かれています。

センサーIO以外にも、IoTの世界を表現するジオラマ用の部材がはいっています
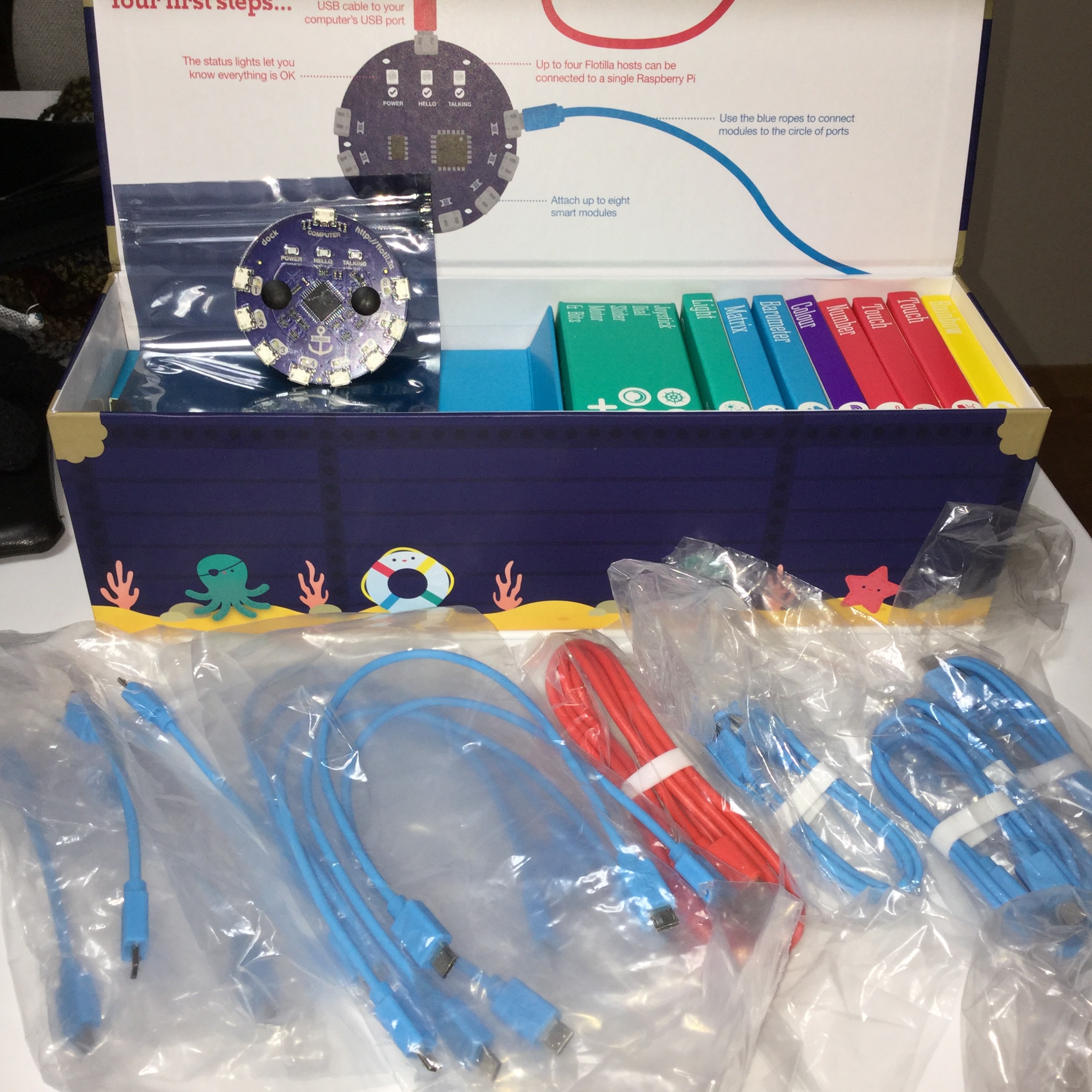
PCへの接続ケーブル(USBオレンジ)と各モジュールへの接続ケーブル(水色)
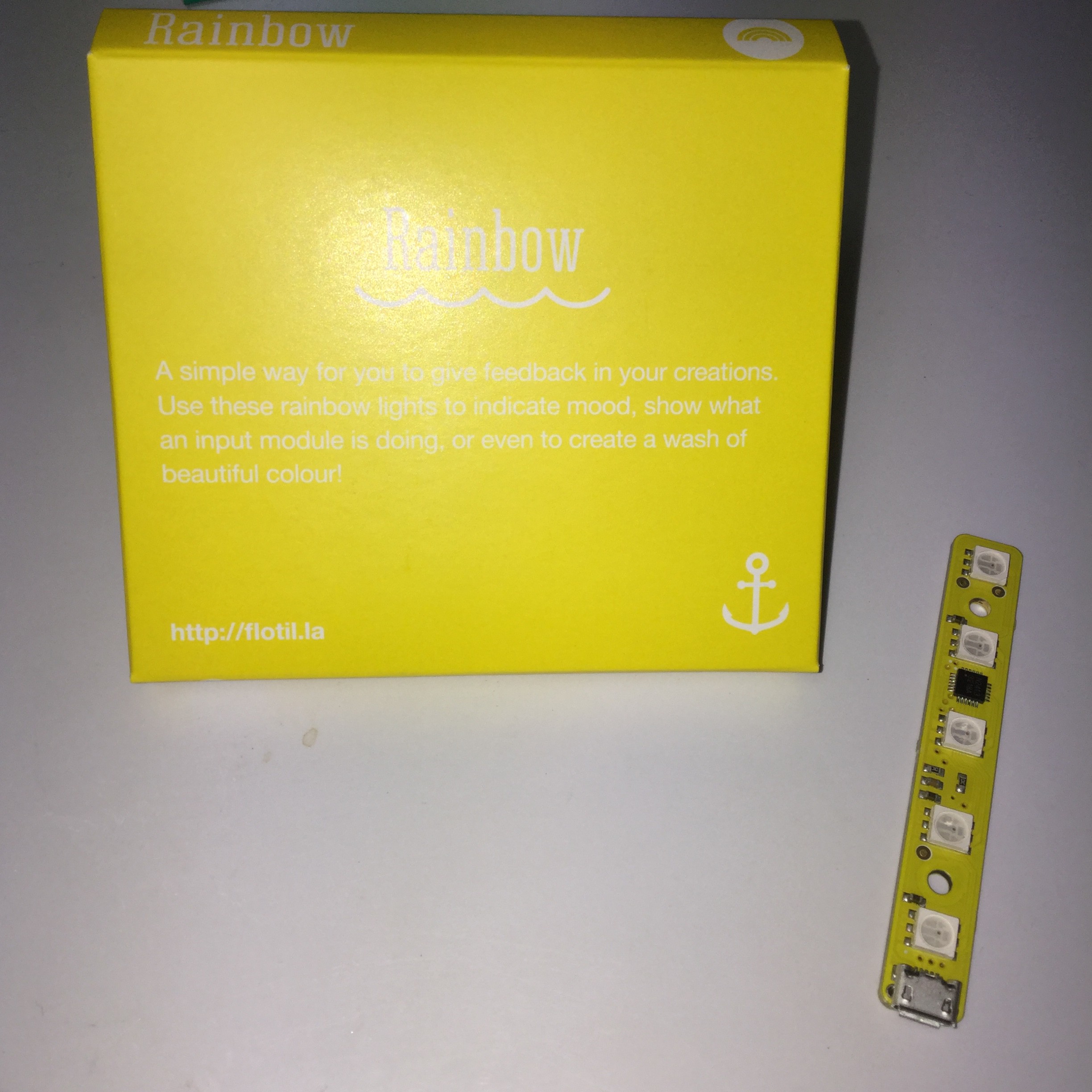
フルカラーLED 5点制御

タッチセンサー
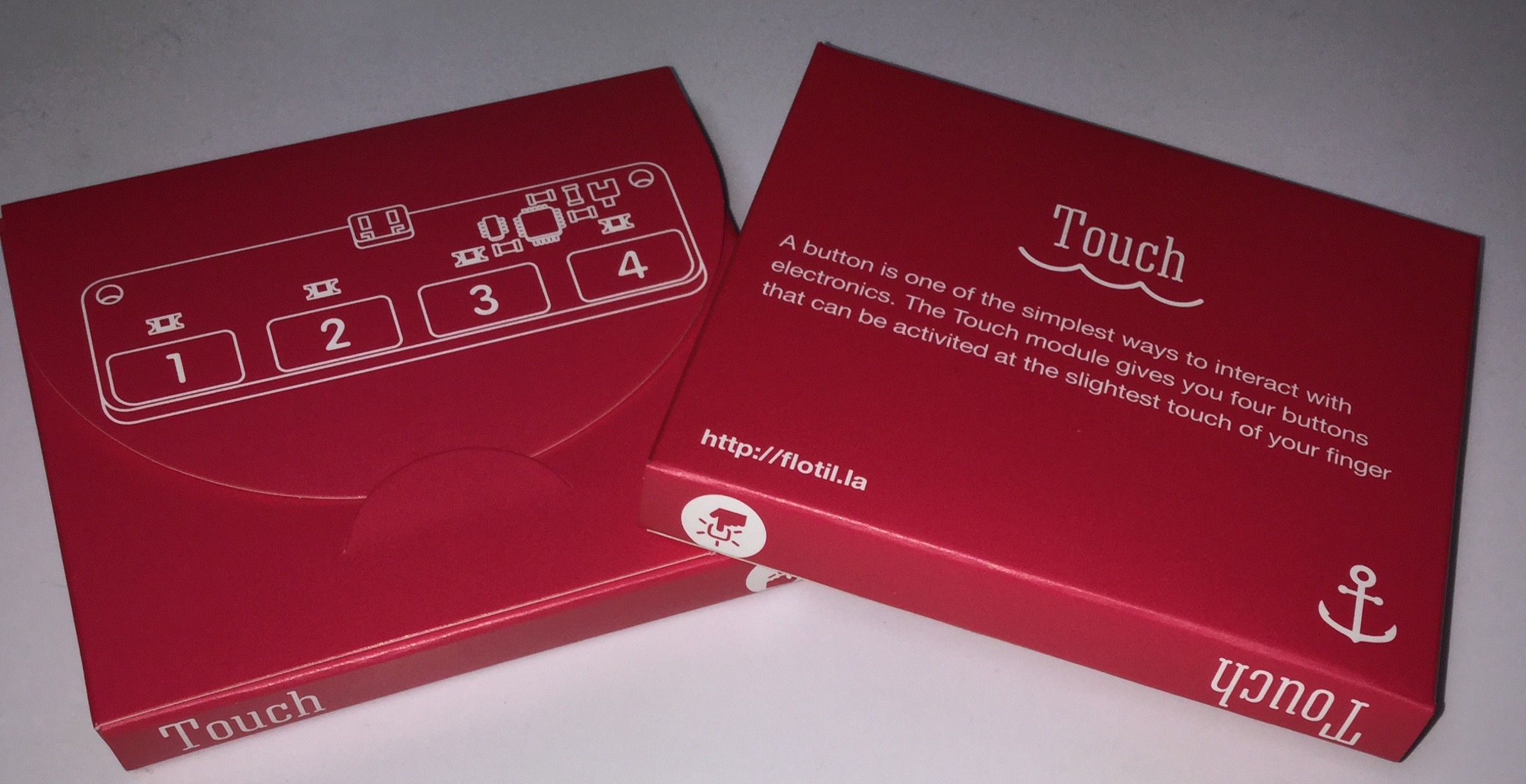
二組同梱されています
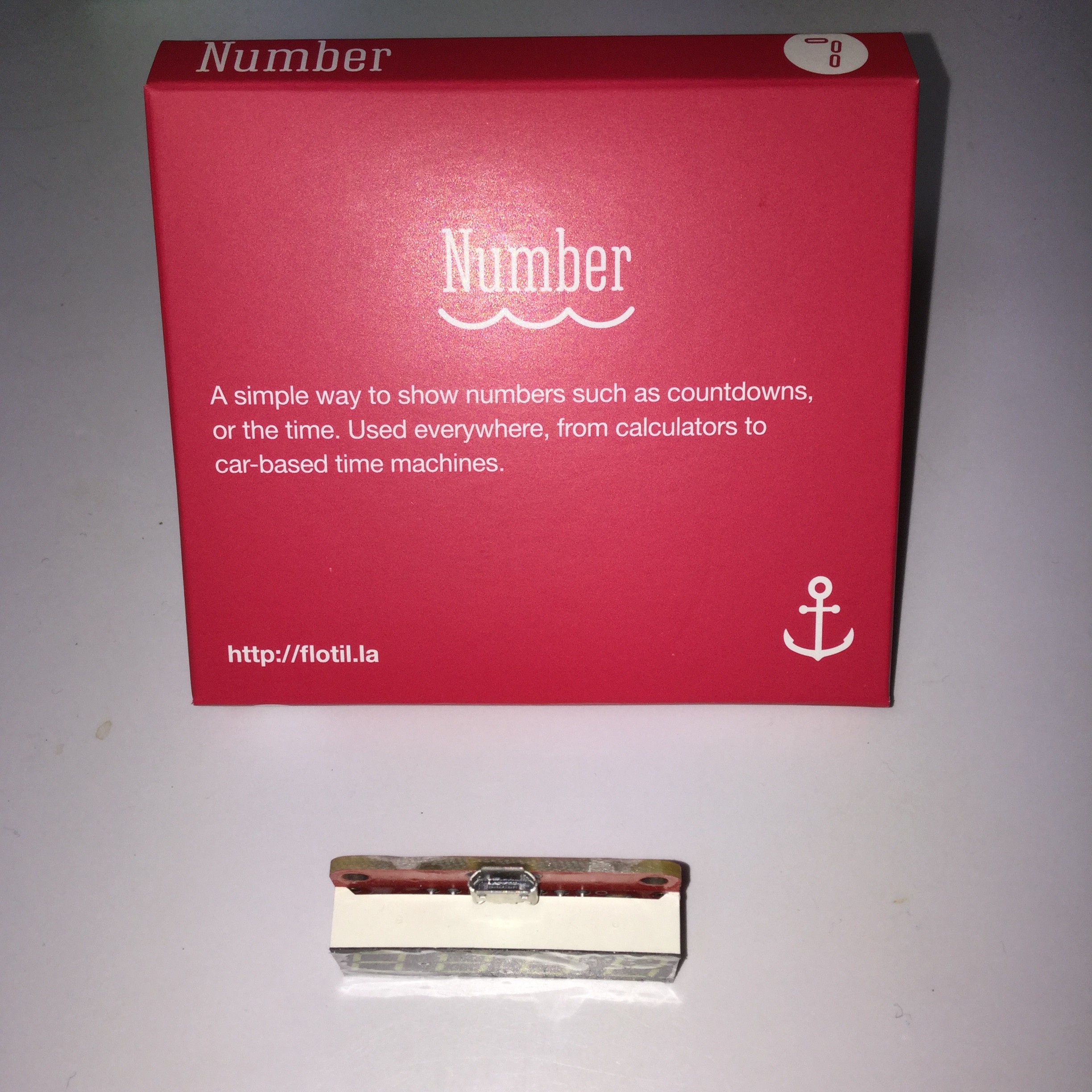
4桁 7SEG表示

色センサー

気圧・気温センサー

8×8マトリックスLED

照度センサー

モーター、スライダー、ジョイスティック、ロータリーエンコーダ