不注意で眼鏡のフレームを壊すことが続いた。最初はレンズが保持できなくなったので、レンズが使える同じフレームが手に入ったのでフレームの交換作業をしてもらった。
そして、眼鏡をはずさずに、寝ていたらしい朝、気が付くとポキッと手元で音がした。ツルのヒンジの根元で折れていた。
 アクリル接着剤、エポキシ接着剤、瞬間接着剤と種々試して結局、こんな小さな且つ力のかかるところを接着する方法はないことに合点するまでに無駄な時間を要した。
アクリル接着剤、エポキシ接着剤、瞬間接着剤と種々試して結局、こんな小さな且つ力のかかるところを接着する方法はないことに合点するまでに無駄な時間を要した。
そして、ふとプリントしてみることにいまさらながら気が付き、データを探してみると、すでに先人の方たちが作られていることが世界にはいらっしゃることが分かった。
MakerBotの運営しているThingiverseで”Eyeglass”で検索して得られたのは、この事例だった。

ヒンジの構造の部分だけをいじって対応したところ、
 とりあえず、一時しのぎになりそうなものが出来た。ただし、しばらく使っていると付け根の角度が広がりすぎたり、ばね性がないことなどからしっかり作成しなおすことにした。
とりあえず、一時しのぎになりそうなものが出来た。ただし、しばらく使っていると付け根の角度が広がりすぎたり、ばね性がないことなどからしっかり作成しなおすことにした。
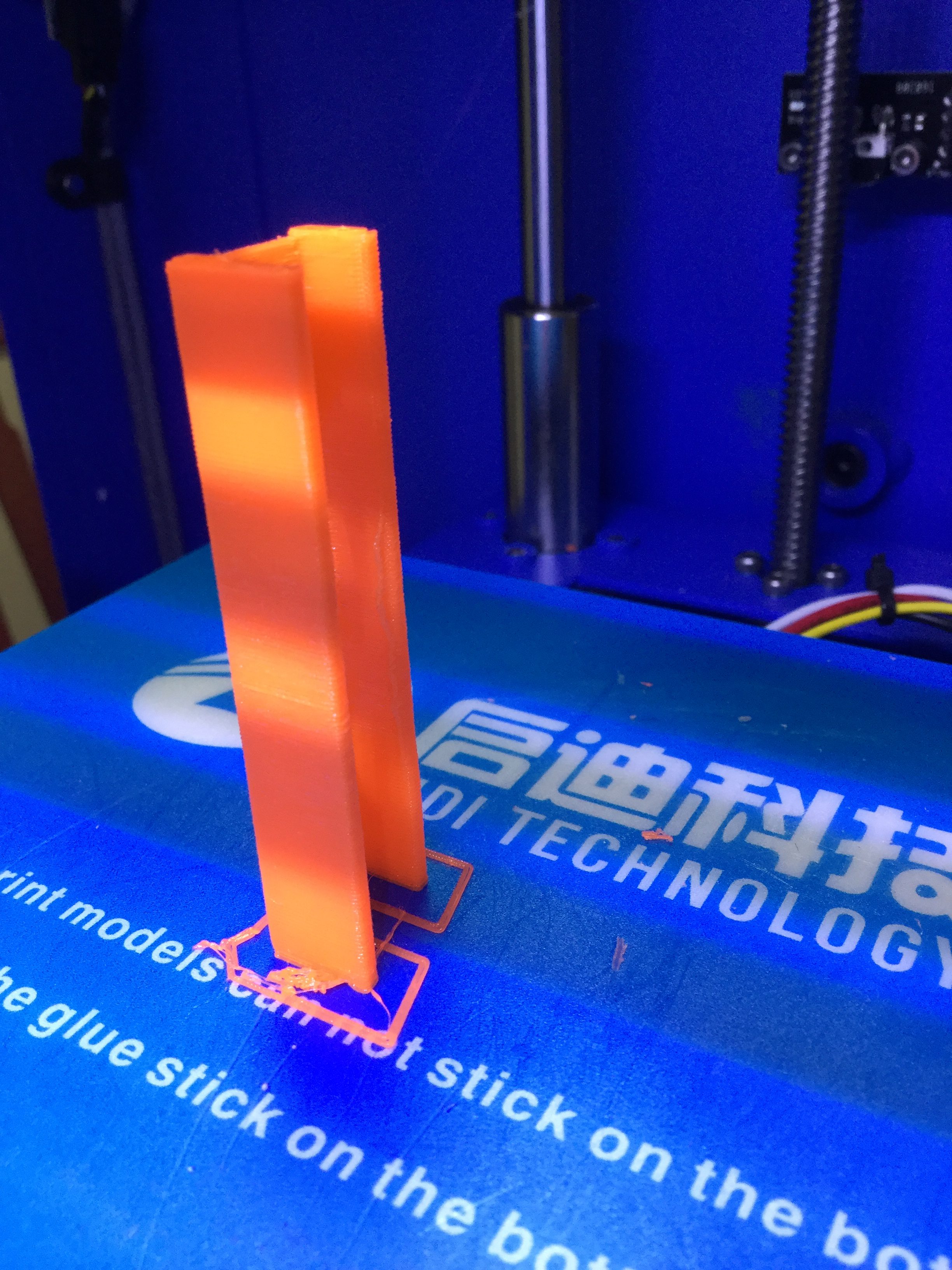
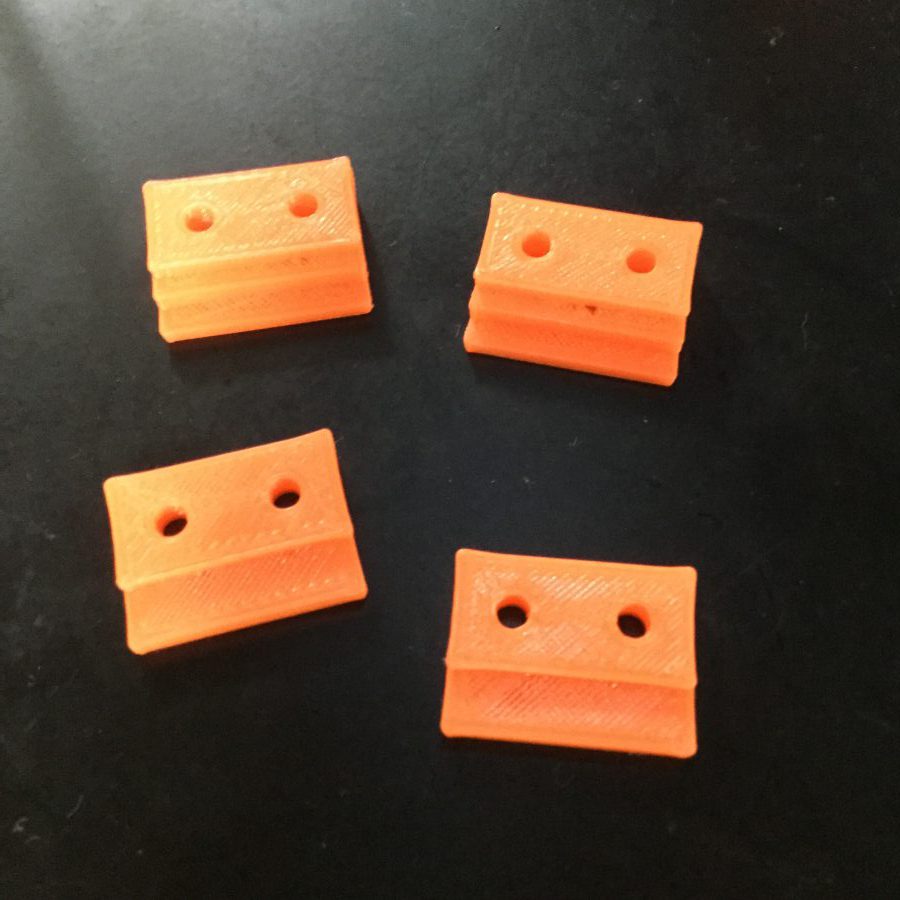
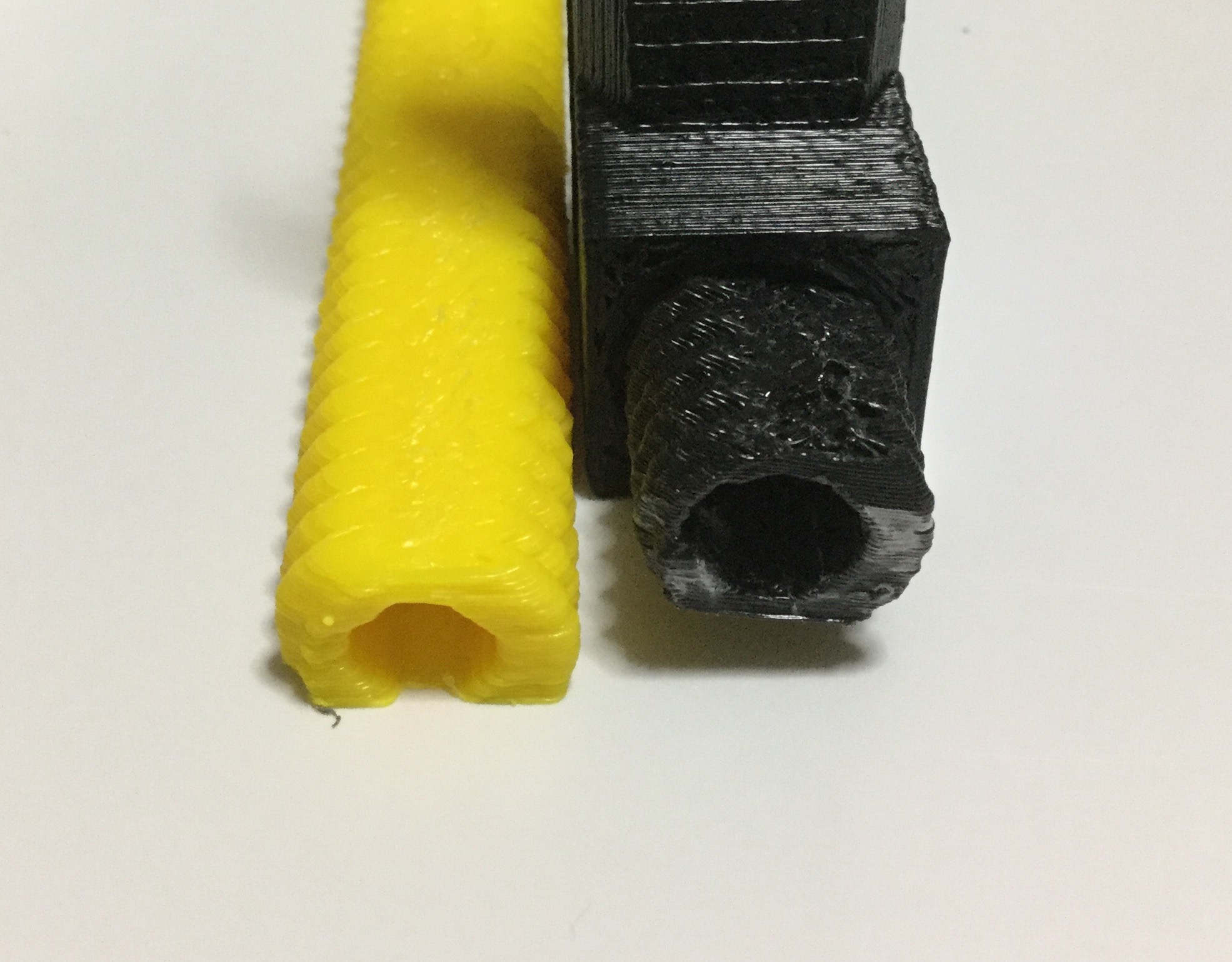
PLAで作成して、RAFTとサポートを指定して作ったところ潜水艦のモデルでも作っているのかといった印象のものが出来た。

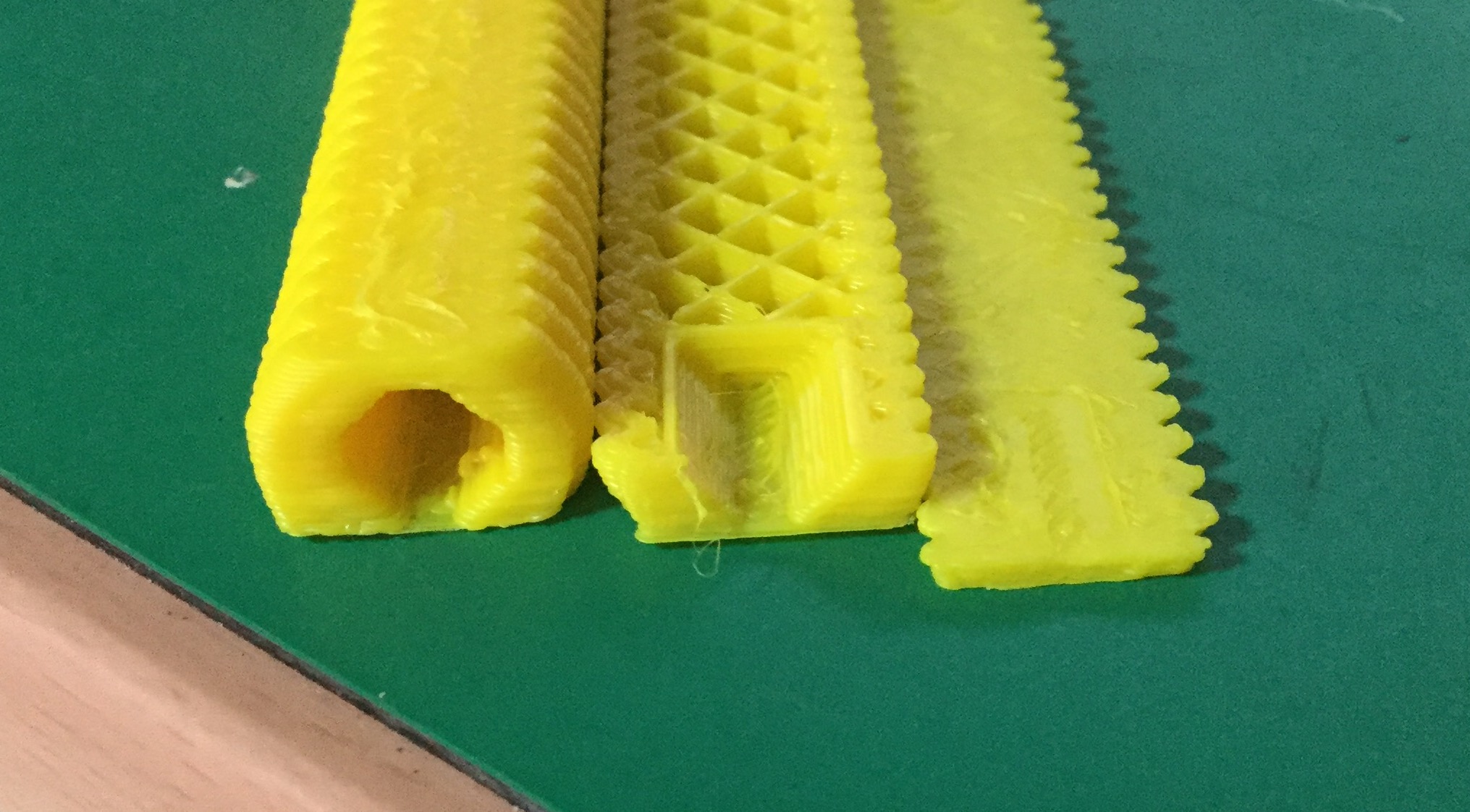
現物から実測して、必要なところは押さえたので再現性はできている。ヒンジから離れた部分は、コンロで熱して成形した。

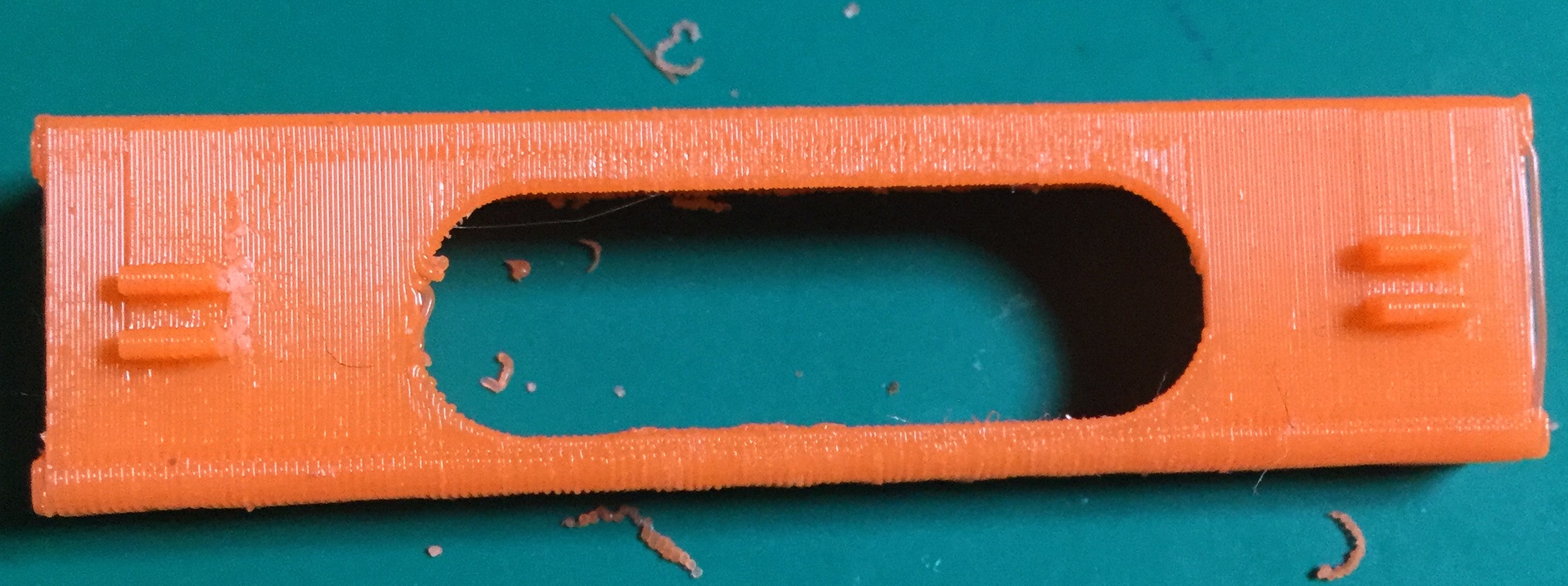
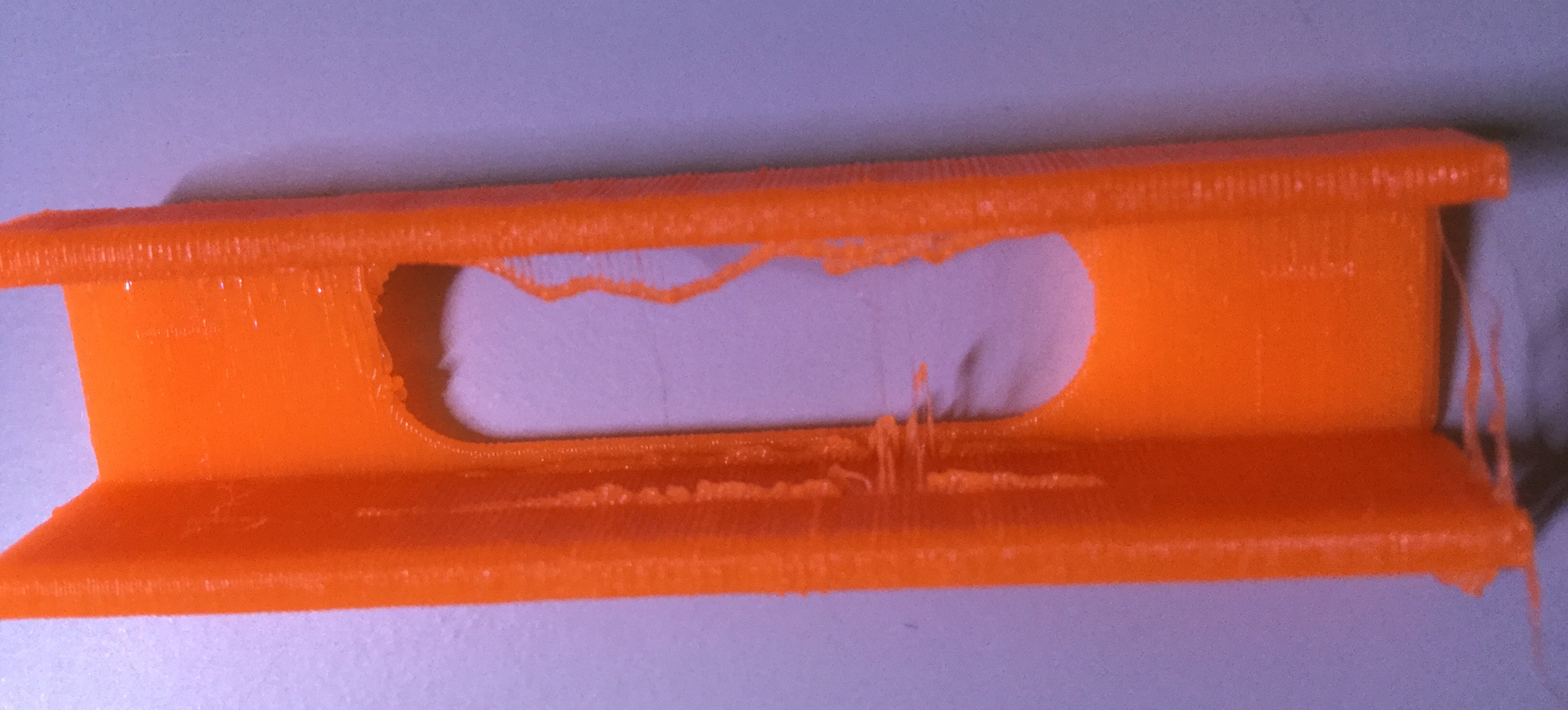
FreeFitシリーズの015というモデルだそうですが、ほかでも使えるかもしれません。123D Designのデータも含めて、Thingiverseに登録してあります。眼鏡市場さんで部品が届くまではカスタムメガネの状況で使うことにしました。
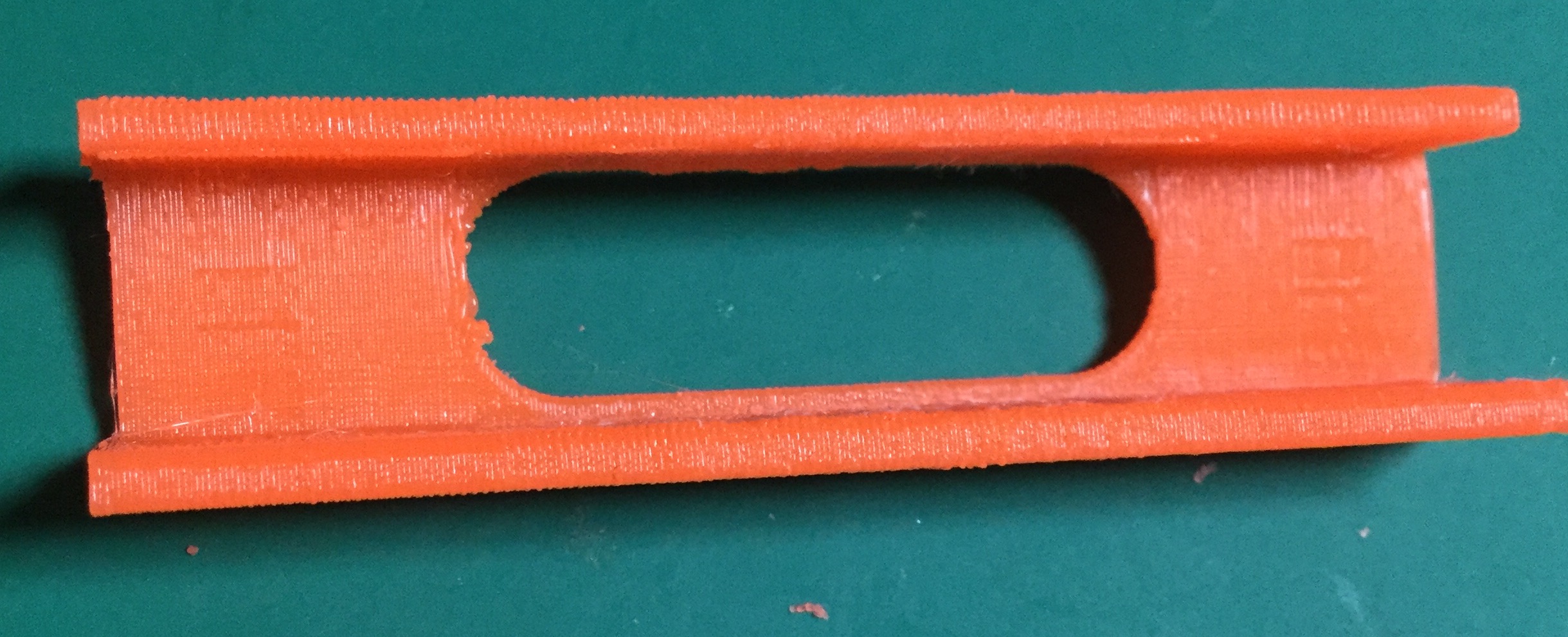
 左右共に変更しました。スリムバージョンです。
左右共に変更しました。スリムバージョンです。