ARobo3DプリンターのAuto Level設定問題
- 問題点
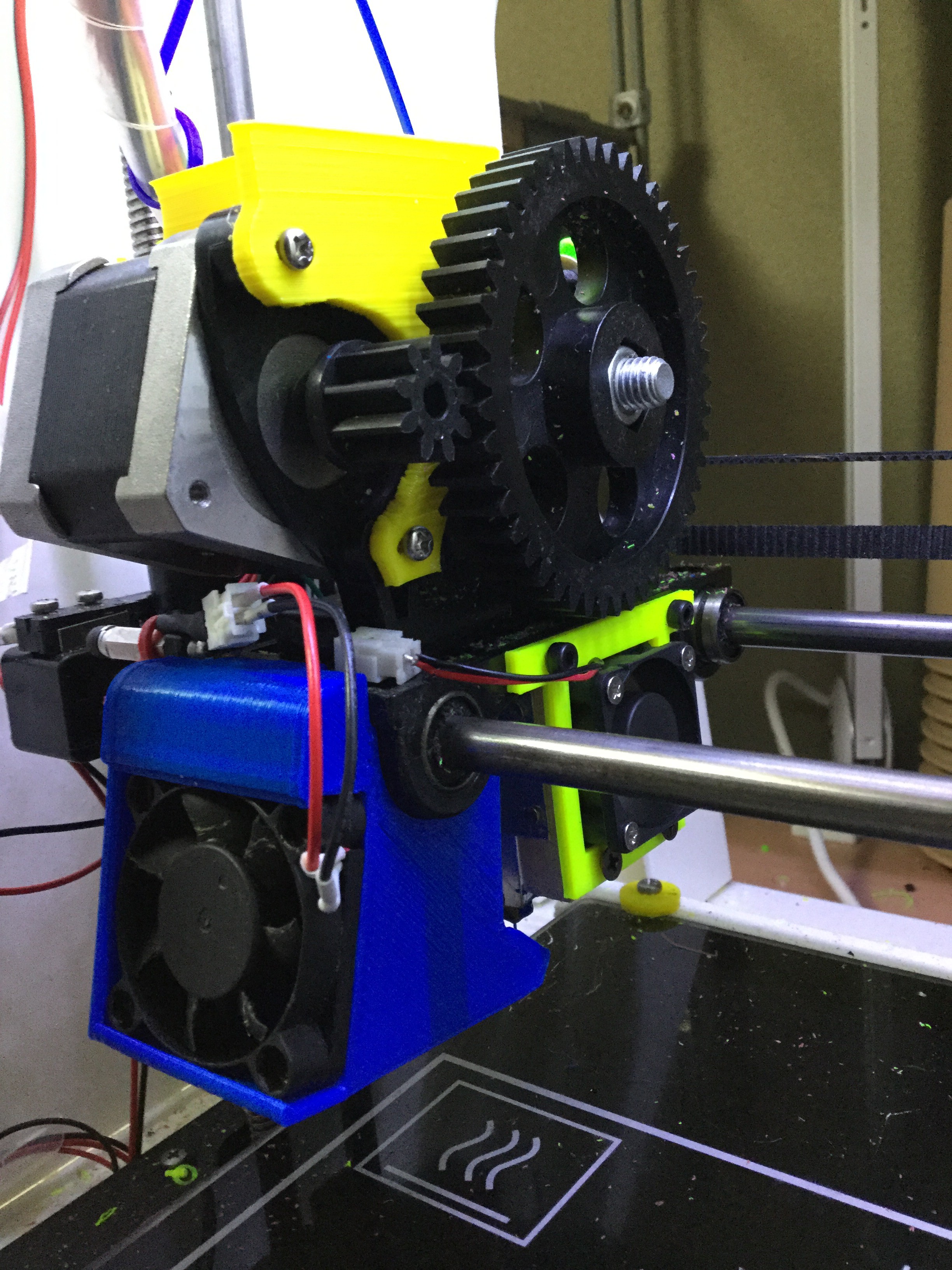
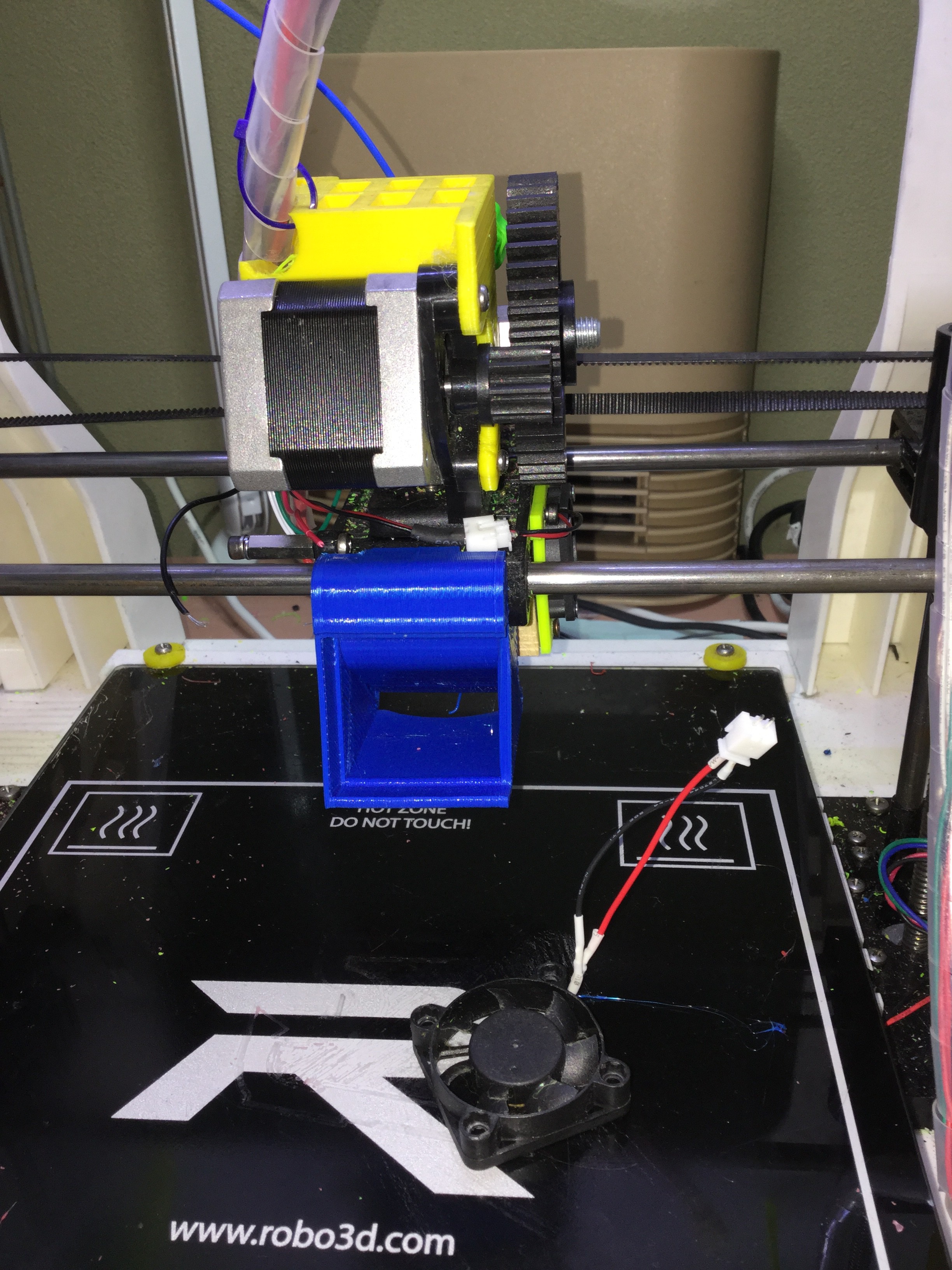
- Z軸リニアシャフトの直線性
- Z軸リニアシャフトと、Z軸スクリューロッドの垂直性、平行度
- 対策
- 8mmのリニアシャフト300mmを手配交換、元のシャフトに問題は見受けにくいが、リニアベアリングからはボールが外れていることが判明、交換方法についても要検討だったが、ステンレスのリニアシャフト交換とリニアベアリングを合わせて交換実施
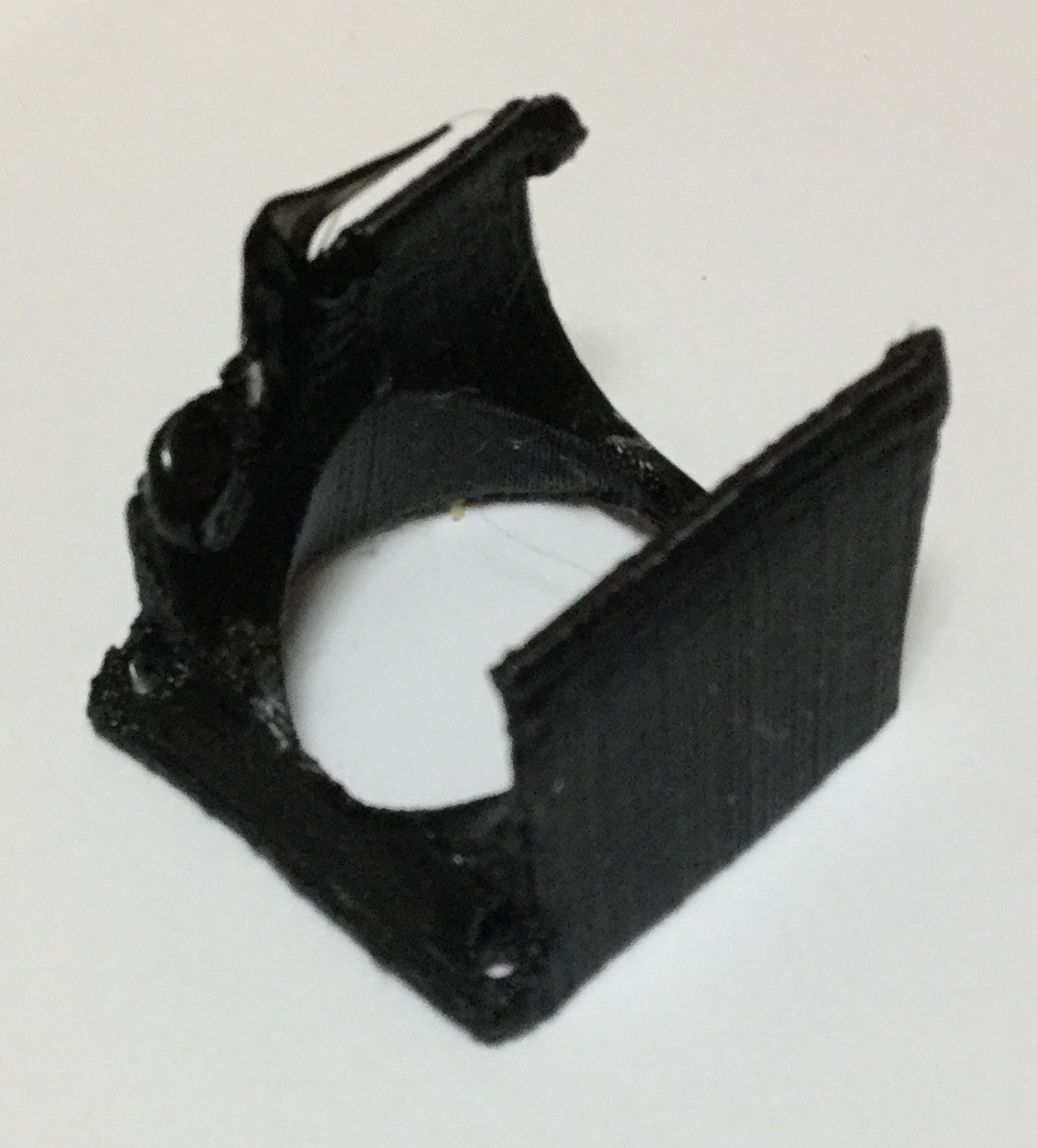
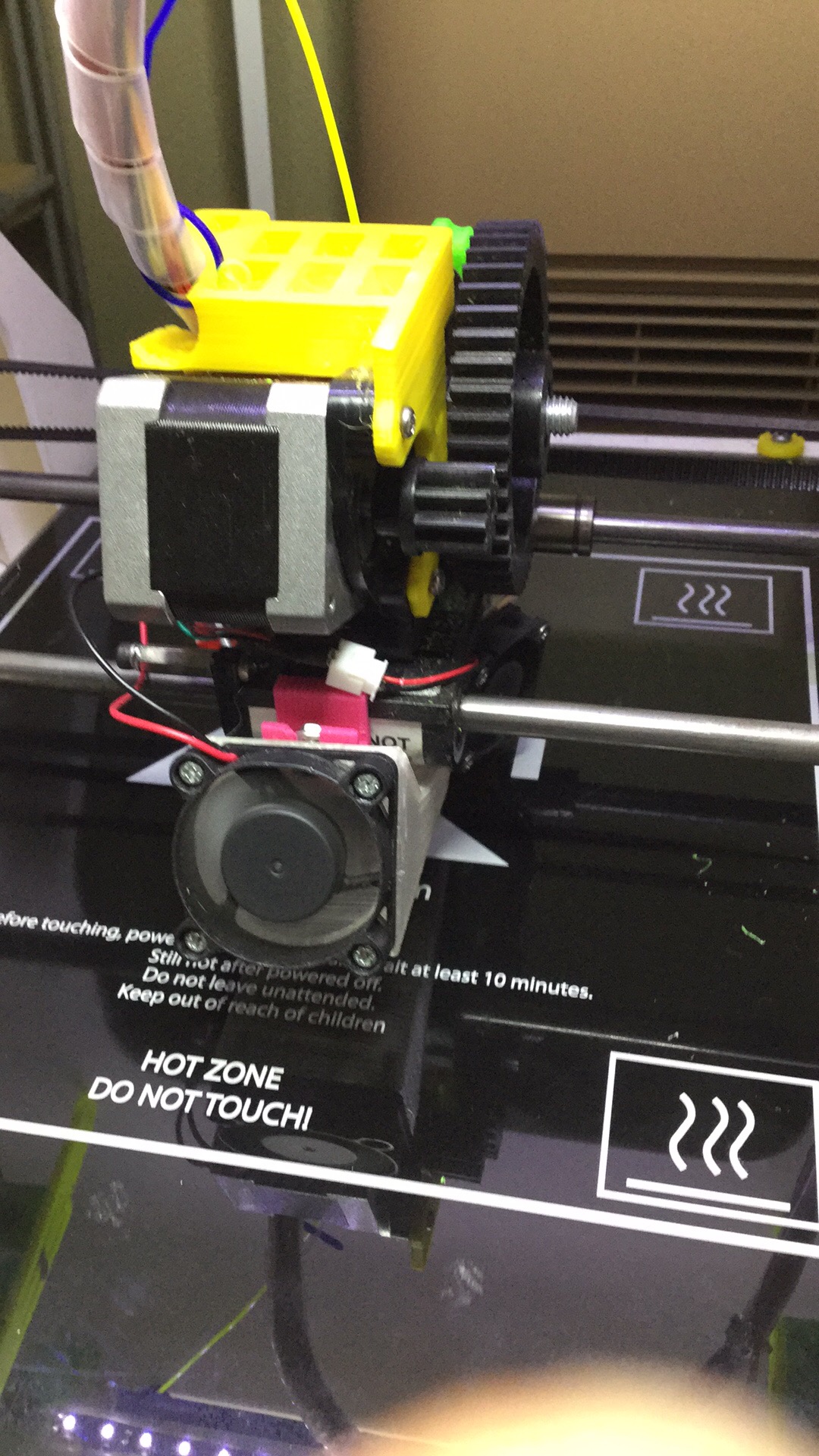
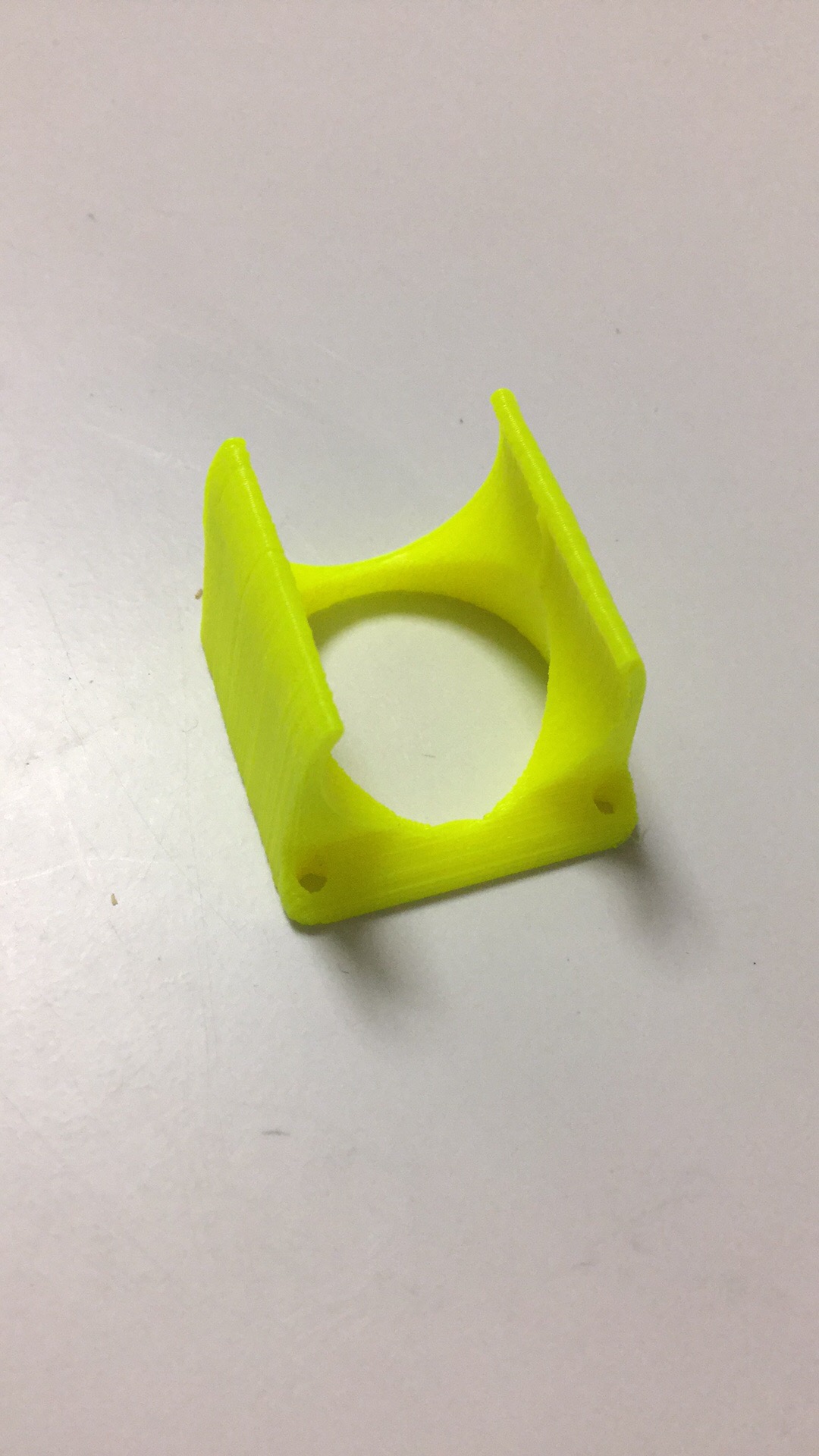
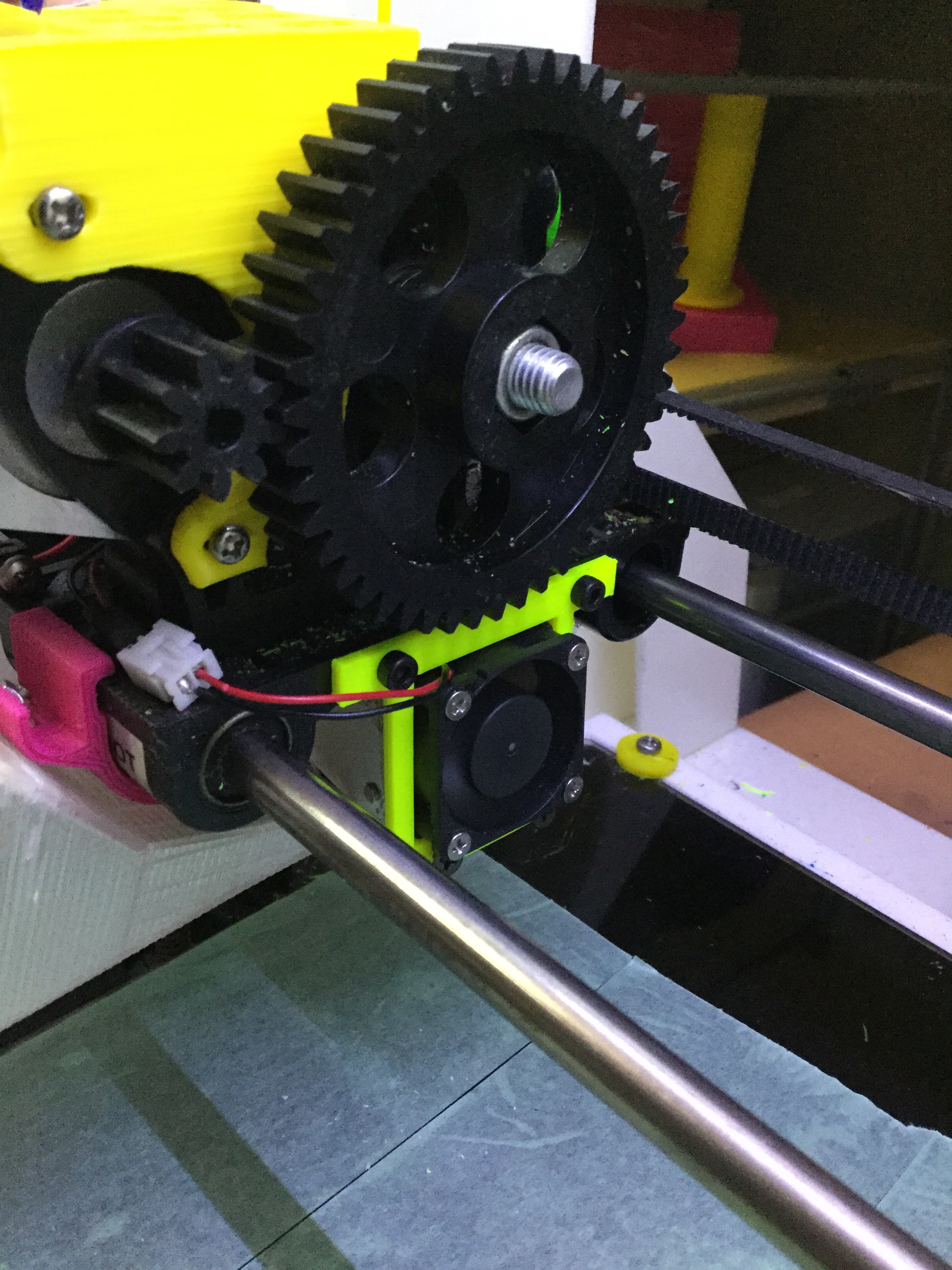
- Z軸のベースマウントを末広がりの垂直保持強度の高いものを作成して交換実施。垂直度の校正調整についてはZ軸リニアシャフト固定後、Z軸のスクリューロッドの駆動ステッピングモータの保持位置を調整することで実現
- 結果
- 100mmのZ軸昇降試験を繰り返して安定に動作することを確認
- 実際のAutolevel設定においても安定に動作することを確認