 マイクロサーボ 9g SG90
マイクロサーボ 9g SG90
@250
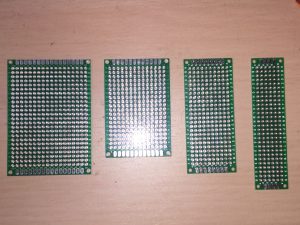
両面ユニバーサル
スルーホール
| 基板サイズ | 穴数 | 価格 | ||
| 50x70x1.6 | 18×24 | 90円 | 両面2.54 | |
| 40x60x1.6 | 14×20 | 70円 | 両面2.54 | |
| 30x70x1.2 | 10×24 | 50円 | 両面2.54 | |
| 20x80x1.2 | 6×28 | 40円 | 両面2.54 |

マイクロサーボ 9g SG90
@250
両面ユニバーサル
スルーホール
| 基板サイズ | 穴数 | 価格 | ||
| 50x70x1.6 | 18×24 | 90円 | 両面2.54 | |
| 40x60x1.6 | 14×20 | 70円 | 両面2.54 | |
| 30x70x1.2 | 10×24 | 50円 | 両面2.54 | |
| 20x80x1.2 | 6×28 | 40円 | 両面2.54 |
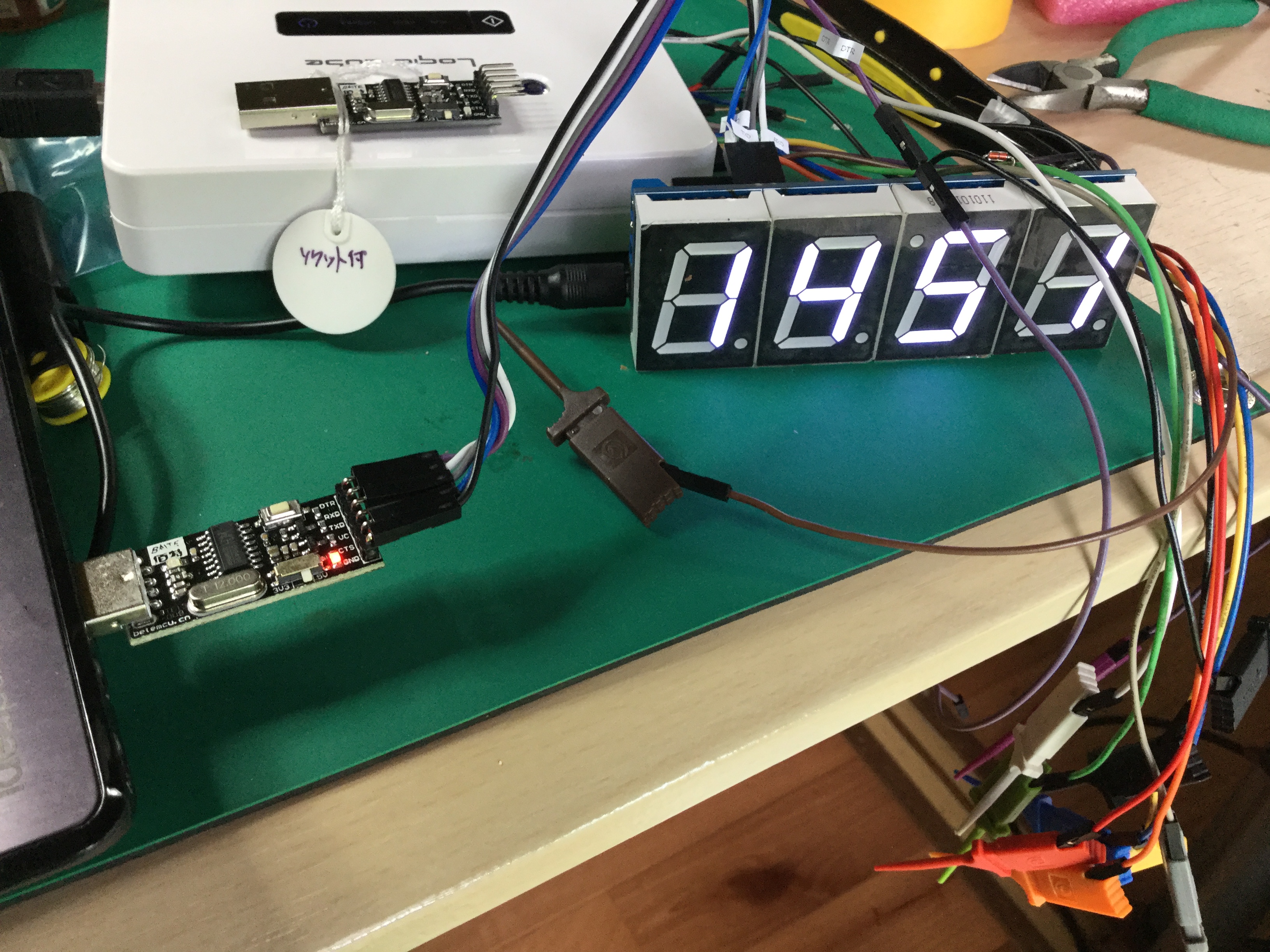 アクリル時計との接続は、P3.0\P3.1へのUSBシリアル変換での接続。CH340Gの中華USB変換が最近の里でのはやりだ。
アクリル時計との接続は、P3.0\P3.1へのUSBシリアル変換での接続。CH340Gの中華USB変換が最近の里でのはやりだ。
内蔵RC発振のSTC15F204EAだがシリアルの伝送速度への対応は誤差も少なくて素晴らしい。11.0592MHzを設定しているようだ。
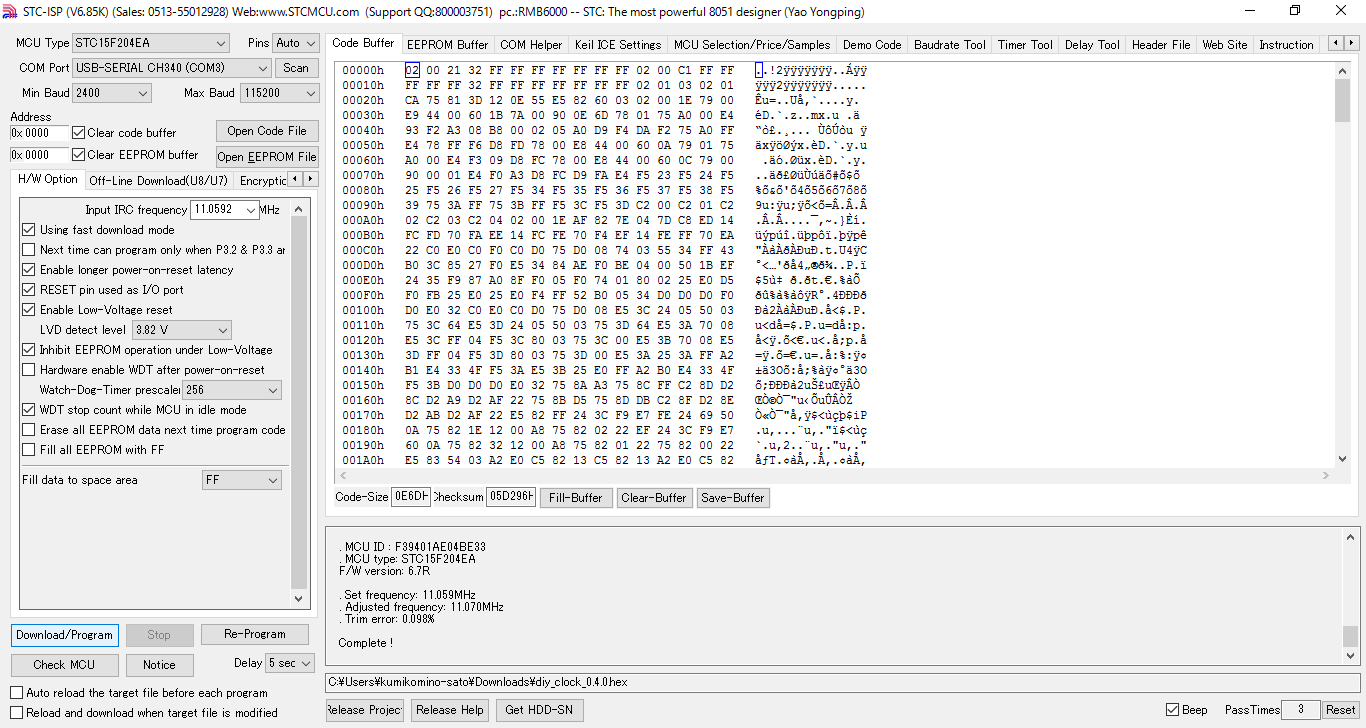 こちらは、本家のSTC-ISP(Windows版)で、Windows10でも動作している。書き込み速度は115200bpsでハンドリングしていたので4kBほどのサイズはあっというまです。
こちらは、本家のSTC-ISP(Windows版)で、Windows10でも動作している。書き込み速度は115200bpsでハンドリングしていたので4kBほどのサイズはあっというまです。
書き込みをしてる過程で、静電気故障と思われる症状でUSBシリアル基板と書き込み対象のSTC15F204EAがお亡くなりになったようだ。どちらもチップの買い置きはあるので再生はするものの取り扱いには注意したほうが良いのは改めていうまでもない。

 ニキシー管時計キットの基板をベースに必要なパーツは、ほぼそろいました。今回のニキシー管はIN14です。USEDですが、状況はよさそうです。6個で6000円です。
ニキシー管時計キットの基板をベースに必要なパーツは、ほぼそろいました。今回のニキシー管はIN14です。USEDですが、状況はよさそうです。6個で6000円です。
このタイプのニキシー管には専用のソケットはなく、このリード線を基板に直付けか、丸ピンのICソケットを使うか・・・・
時計製作されるかたの相談に乗ります。
材料費はACアダプター含みで10000円程度かと思います。
ソフトウェアはArduinoベースです。
 MAXIMのDS1302です。最近扱いの時計キットなどに入っているのでパーツとして在庫しました。単価50円
MAXIMのDS1302です。最近扱いの時計キットなどに入っているのでパーツとして在庫しました。単価50円
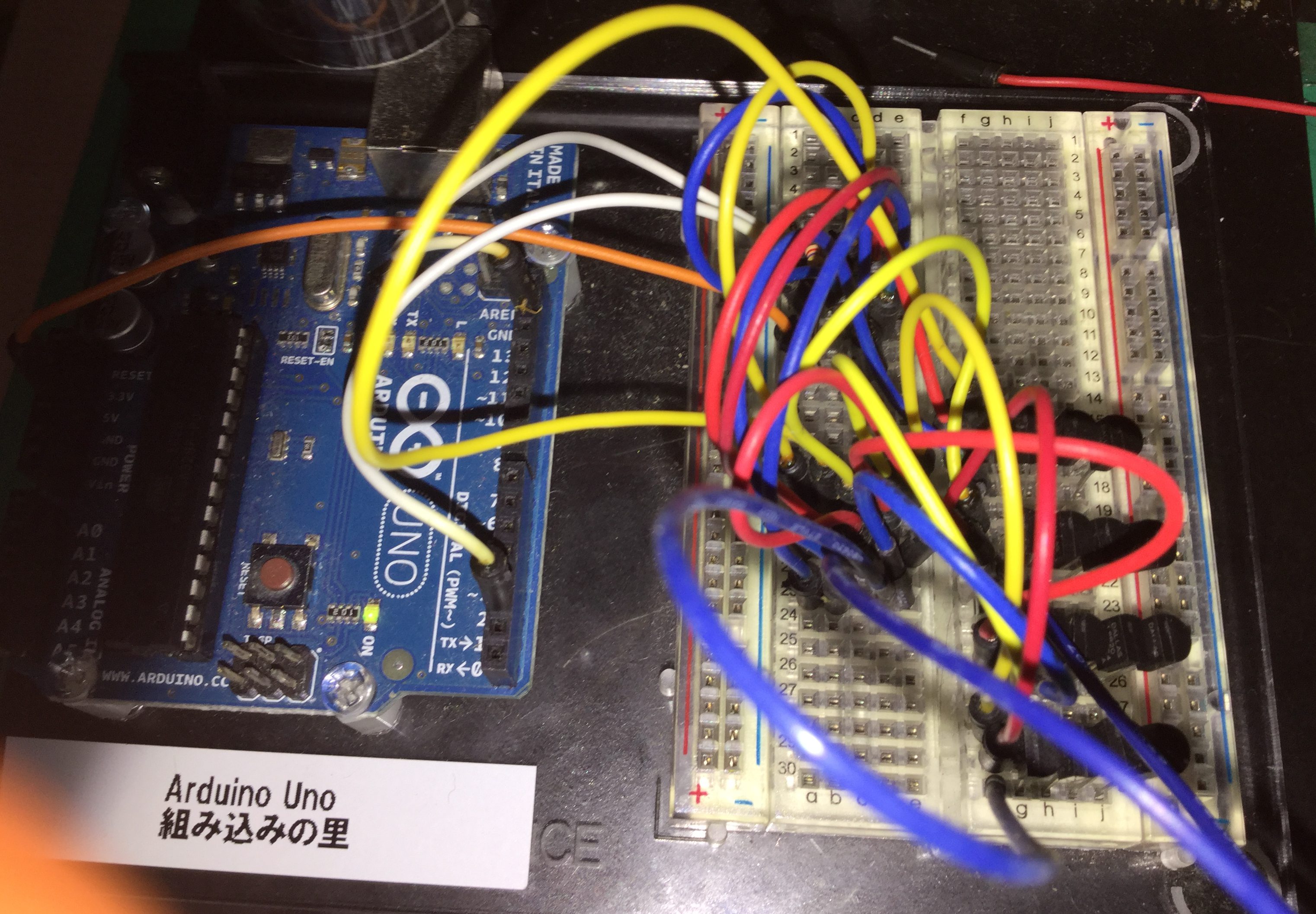 不良と思われるDS18B20群を並列給電したままの形でマルチドロップしての動作確認をしています。
不良と思われるDS18B20群を並列給電したままの形でマルチドロップしての動作確認をしています。
検査に供したのは、DallasSemiconのライブラリーにあるTesterスケッチを用いて行いました。出力フォーマットのみ変更しています。
使い方として、NGになる要因追求はするのですが、精度観点でいかがなもの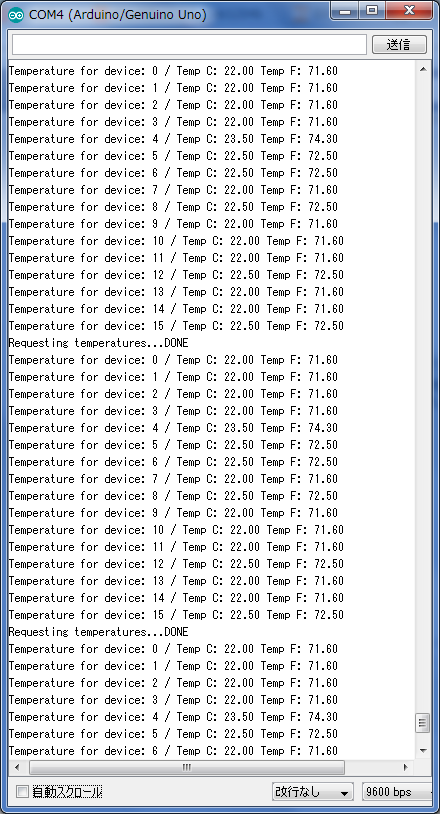 かという問い合わせがありますので、16本(時計アプリではEor2となる不良品)を用いて行いました。
かという問い合わせがありますので、16本(時計アプリではEor2となる不良品)を用いて行いました。
22度から23.5度という測定結果が得られました。精度が±0.5度ということですので達成されているのかも知れませんね。
こうやってみると、一通り動作しているようにも見えるので、不良条件の特定がなかなか決めてがなくなってきました。
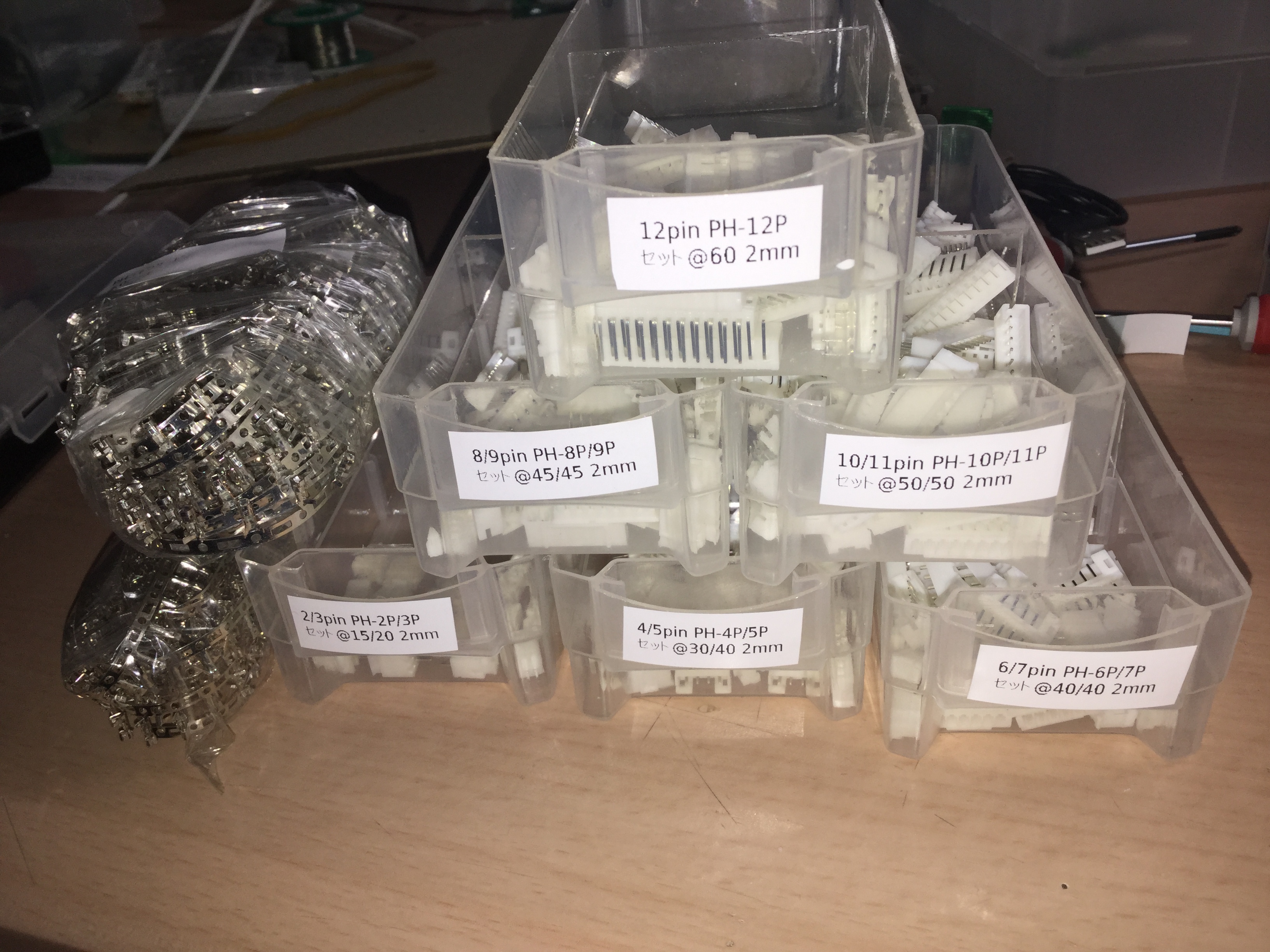 2.0ピッチのコネクター(2p-12p)を在庫しました。ハウジングペアとピンのセットでの価格です。
2.0ピッチのコネクター(2p-12p)を在庫しました。ハウジングペアとピンのセットでの価格です。
| ピン数 | 価格 |
| 2 | 15 |
| 3 | 20 |
| 4 | 30 |
| 5 | 40 |
| 6 | 40 |
| 7 | 40 |
| 8 | 45 |
| 9 | 45 |
| 10 | 50 |
| 11 | 50 |
| 12 | 60 |

NCP1117ST50T3G On Semiconductor @35で Aliexpressからだった
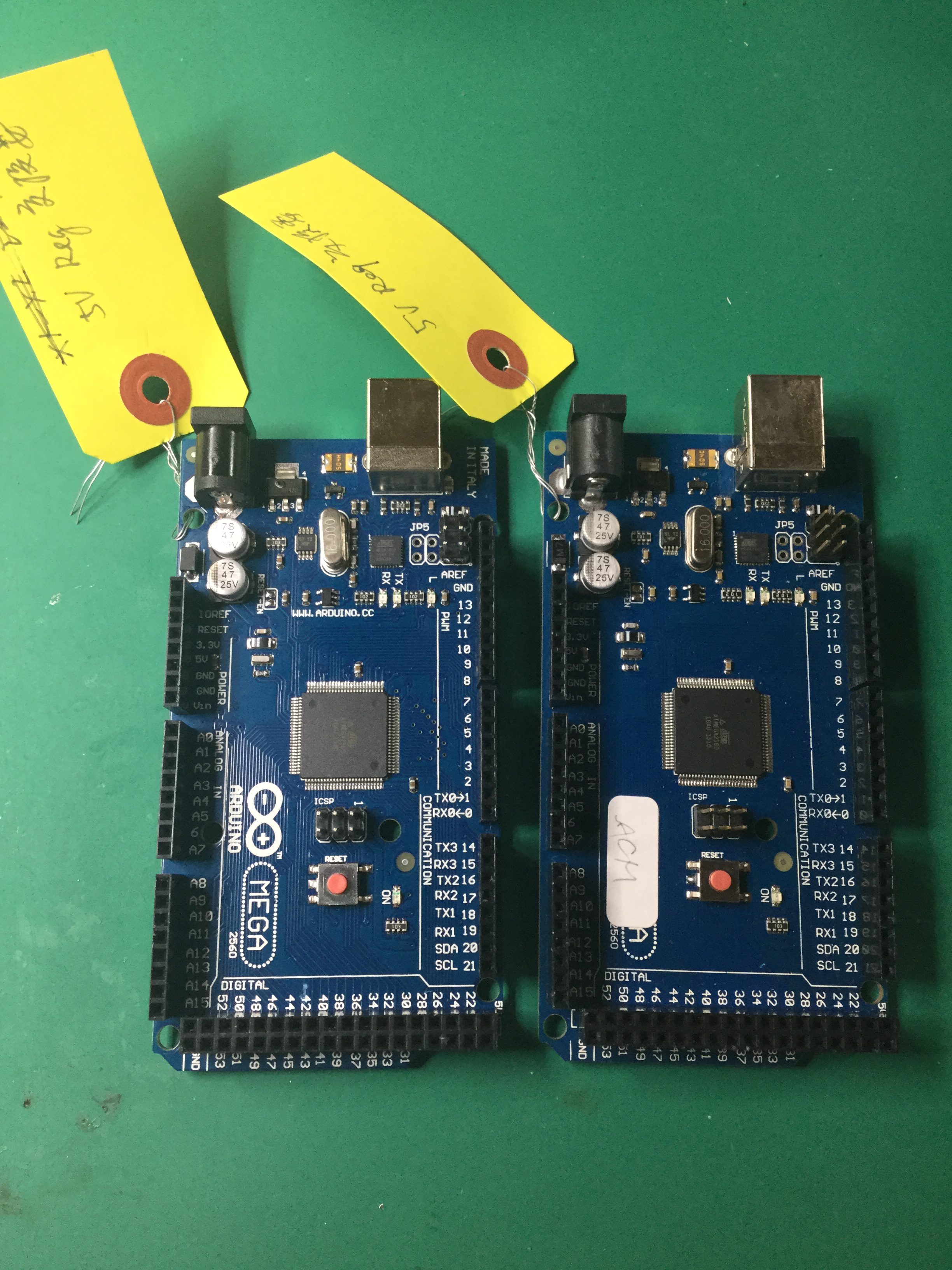
修理を必要とする予備のATMEGA2560たち

表面実装部品の取り外しには低温はんだのLEO Eco solderで対応します。 安くて便利・・・
5MPの赤外線カメラモジュールです。 @3000円
里ではIoT実験で利用できます。
高速化の鍵は、二つあります。hotendがスムーズにフィラメントを溶かして供給できるのかどうか、またメカニズムとして高速移動に耐える精度剛性を持っているのかという点です。
Robo3Dプリンターのオリジナルの構成としてはフィラメントドライブがダイレクト式となっていて駆動モーターがhotendノズルと共にありますので慣性モーメントが大きく、高速化に伴いタイミングベルトかスリップしてしまう事態が想定されます。テンションの強化などである程度は対応できますが、移動部分の重量を下げるべくフィラメントエクストルーダーのドライブは外部に置くというのもカスタマイズの一つです。
今回適用しようとしているのは熱容量の大きいホットエンドへの交換とノズル径の拡大です。従来メジャーに使ってきたのは0.4mmのノズルですが精度実現という目的では0.1-0.2mmの積層ということが可能ですが、メカニズムの速度などから安定出力には速度を抑えての実施50mm/s程度というのが、このマシンの現在の実力です。
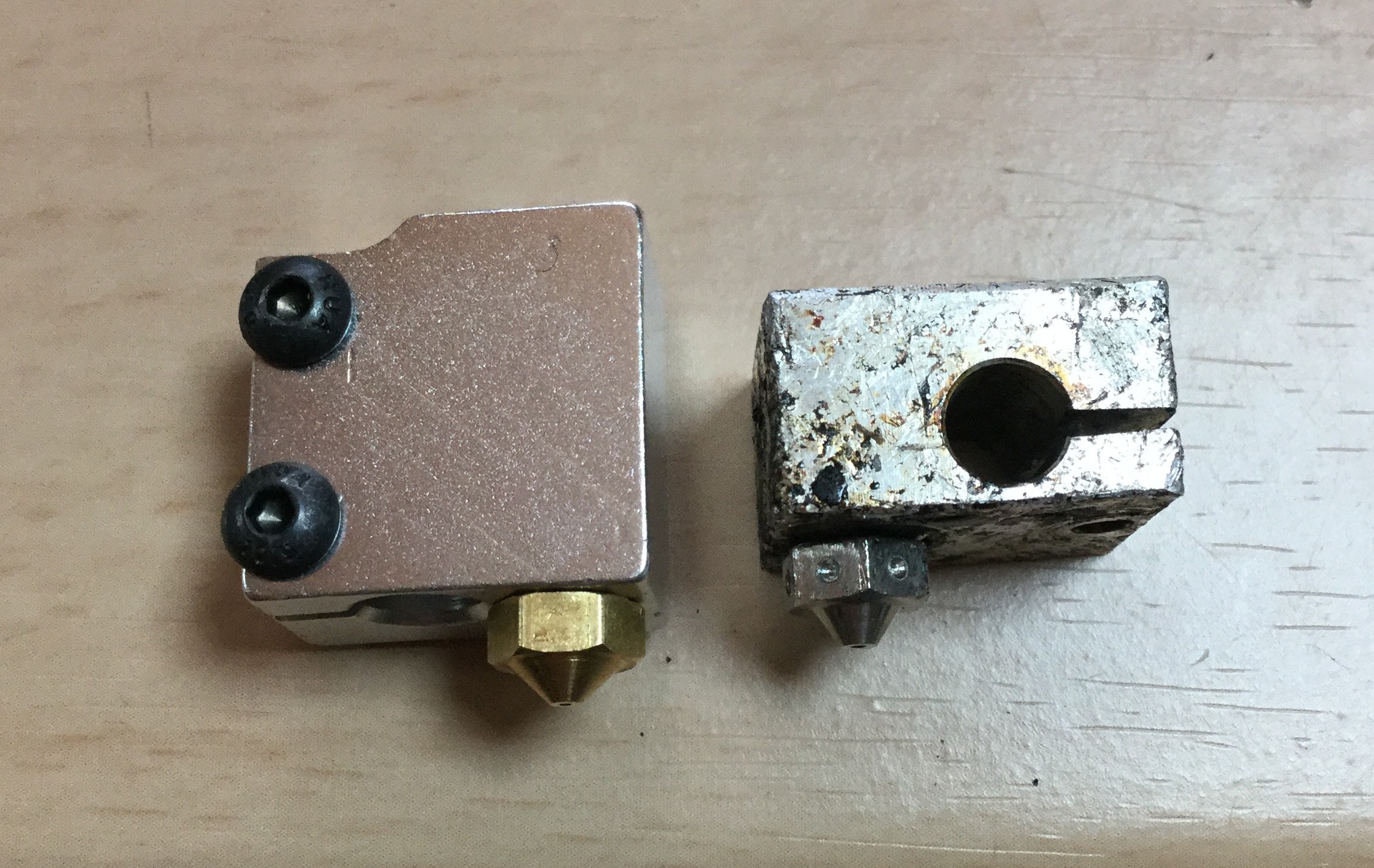
適用するホットエンドはE3D社のvolcanoというモデルで既に中華モデルも出回っています。

左側のノズルが従来モデルで利用されてきたもので、今回のものが右側です。
ノズル長さが10mm程度増えます。長いホットエンドのブロックを通じて溶けている部分の熱容量ならびに供給力が増えるので太いノズルを利用してドライブからの供給力を増やして高速化するというものです。この方法では積層厚みを大きくすることになります。0.2mm程度で実施してきたものが0.4mm以上にすることで時間が早くなるのが期待値です。

設置状態で比較するとヒーター自体は共通でホットエンドのブロックが横置きから縦置きになります。プリンターのZ軸での制限として出力が10mmほど高さ制限を受けます。
通知