里のRobo3Dプリンターは、Reprapベースのものですが、Kickstarterのベータ品から始まりましたが、改造改版を重ねて、ほぼ最新モデルと同等になっています。
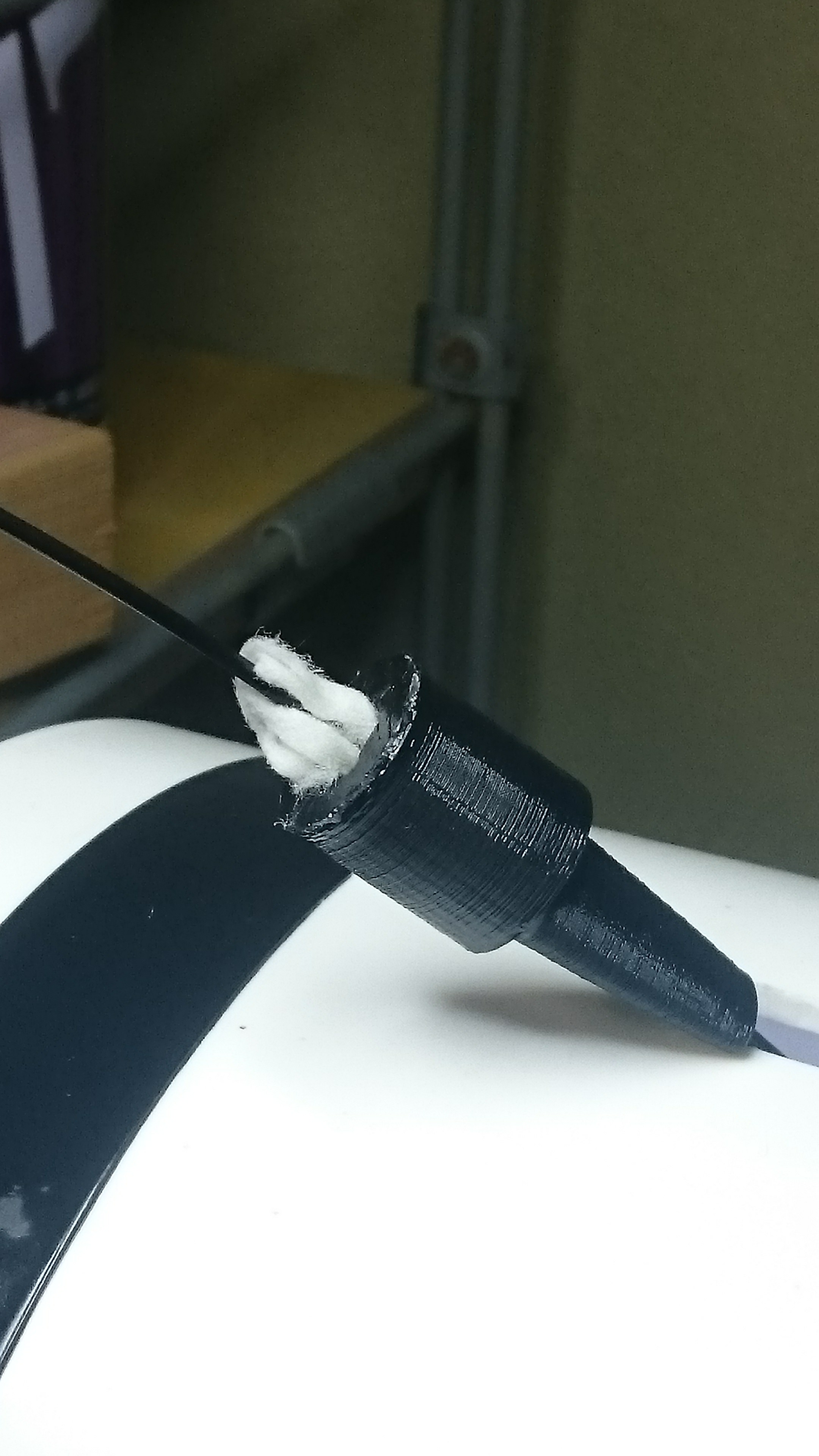
強力なホットエンド E3D Volcanoを搭載しました。最大0.4mmの積層指定ができます。
印刷速度を上げたい場合には、従来より二倍ほどの速度で印刷が可能です。ただし、積層密度を0.4mmにした場合ですが・・・。
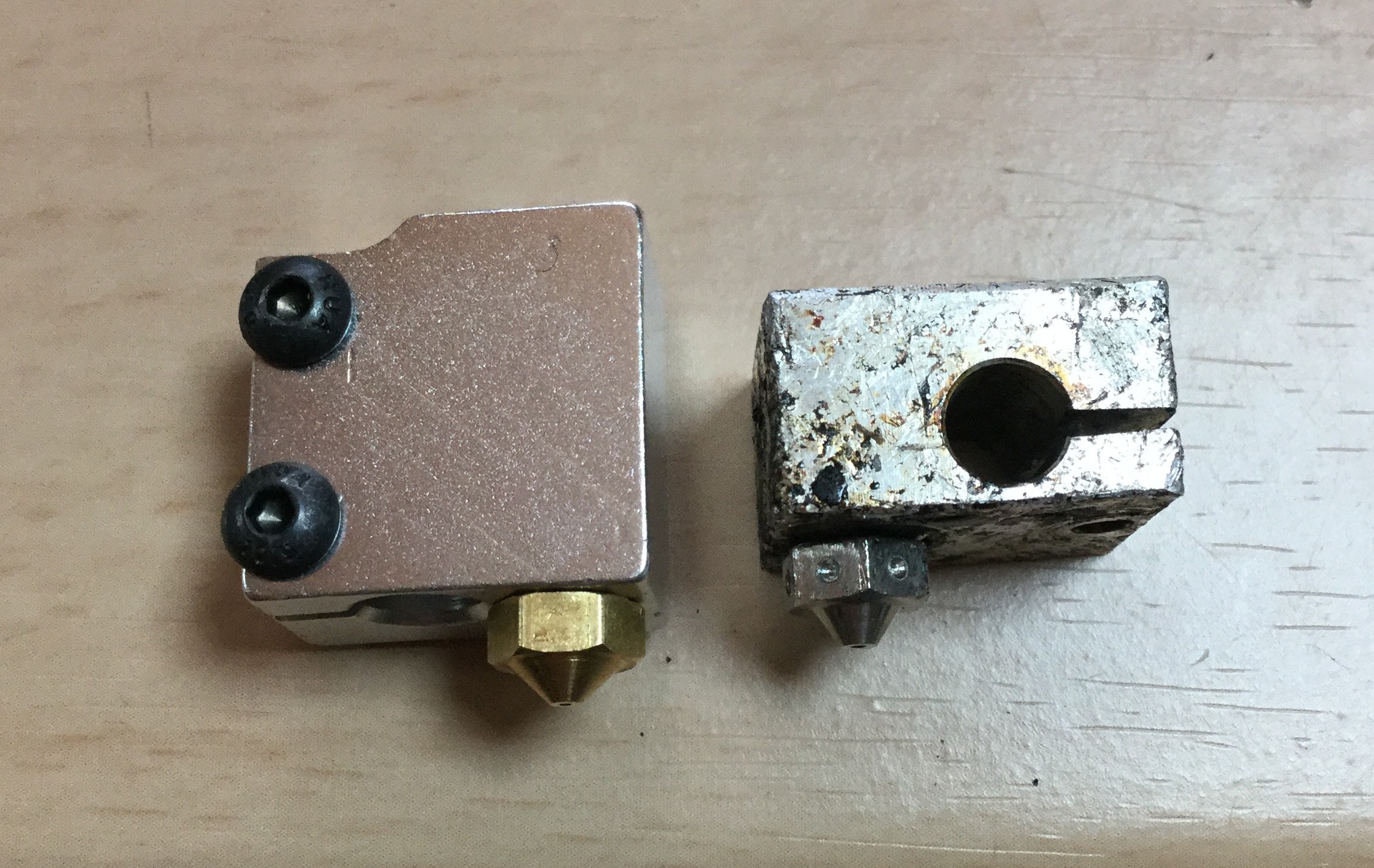
V6と比較すると長さが10mmほど増えました。これにともない造形物の高さが低くなりました。
他にもZ軸のリニアシャフトを国産標準品に変えた為オリジナルよりさらに10mm短くなりましたのでトータルで20mm低くなりました。放熱フィンとホットエンドの間が分離されているのが特徴で熱がフィラメント送り出しの部分では十分に冷えるようになっています。

E3D Volcano(左)とE3DV6(右)の比較をみると、フィラメントの溶融スペースが長いことが分かります。

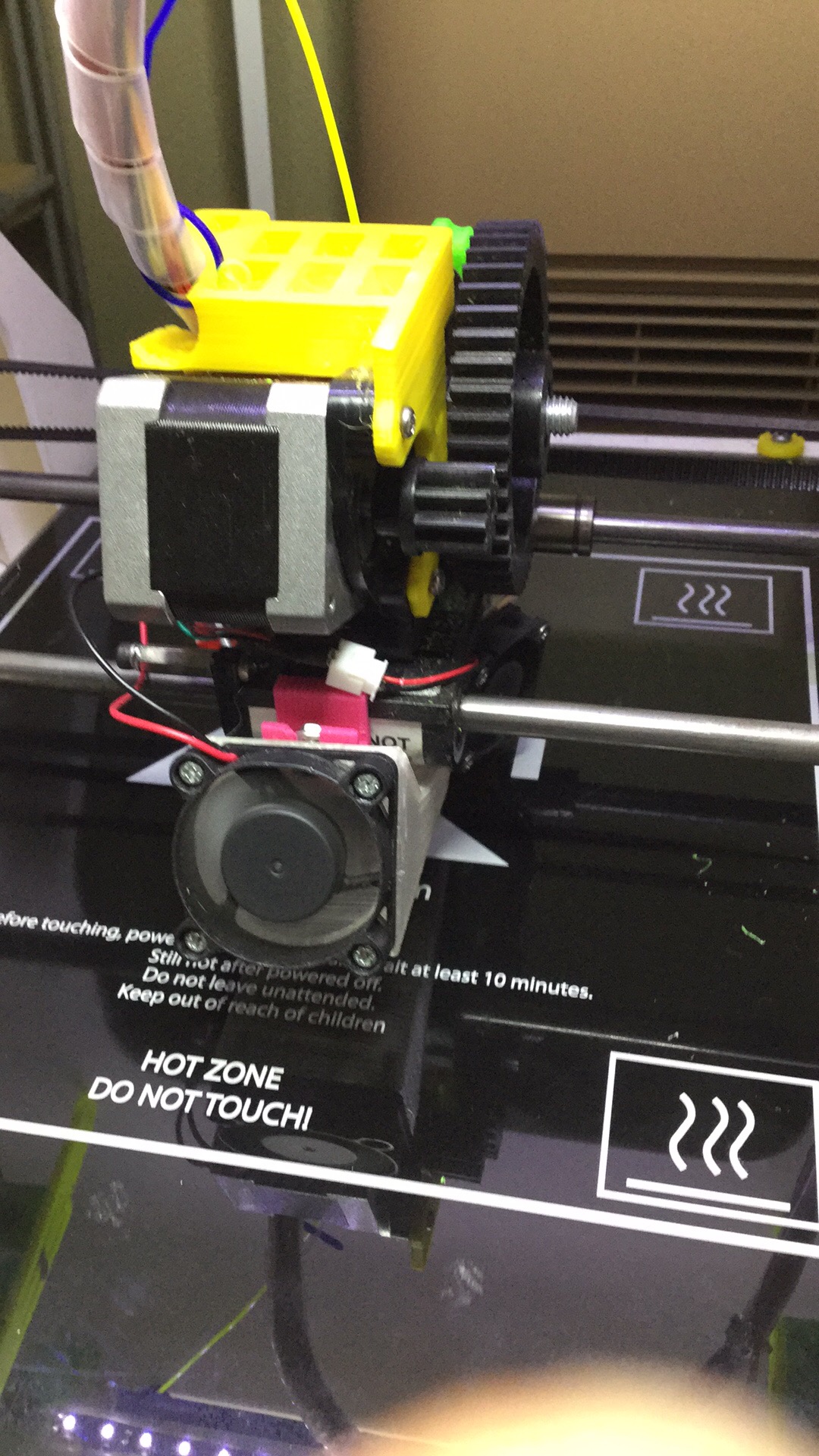
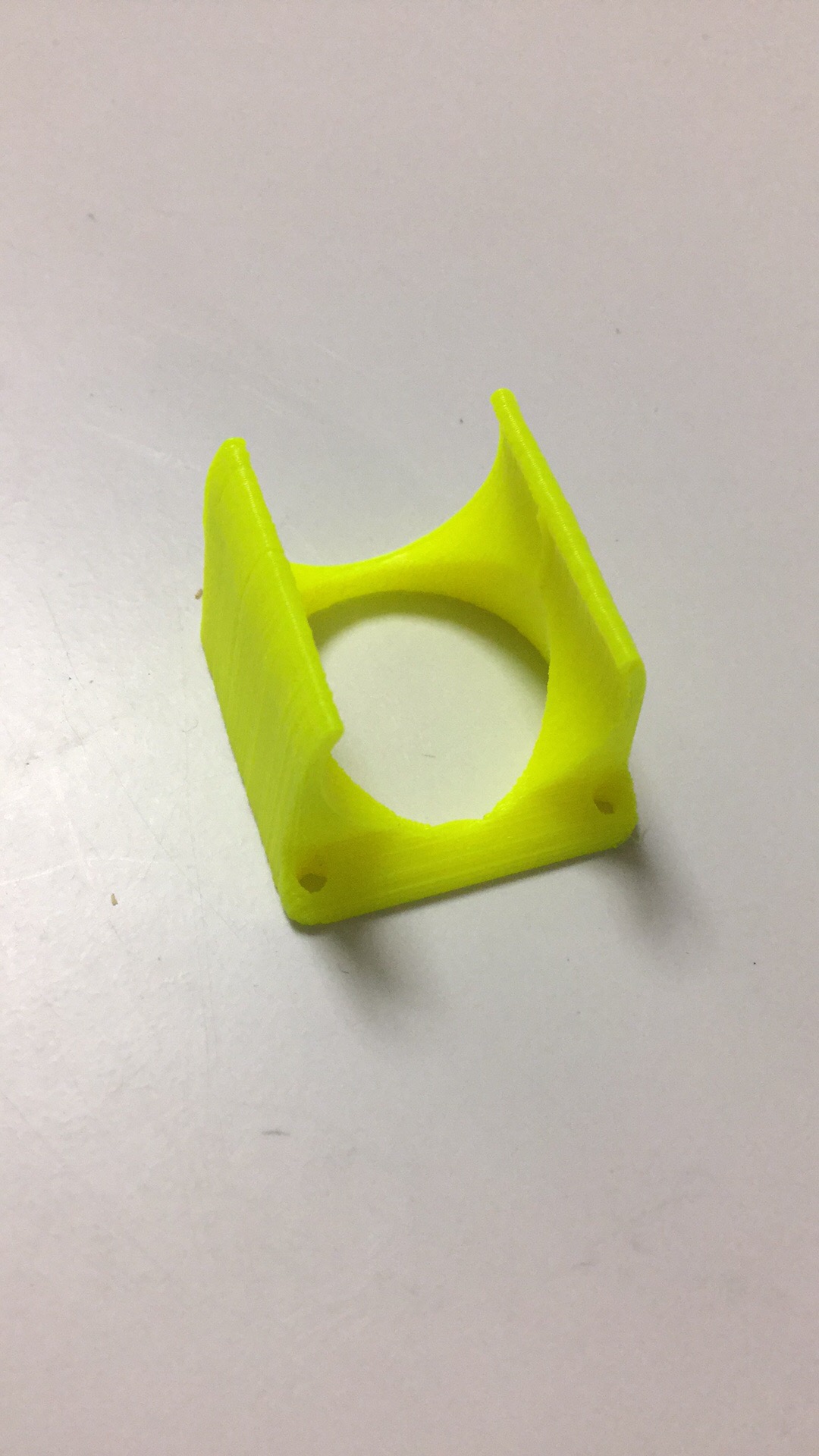
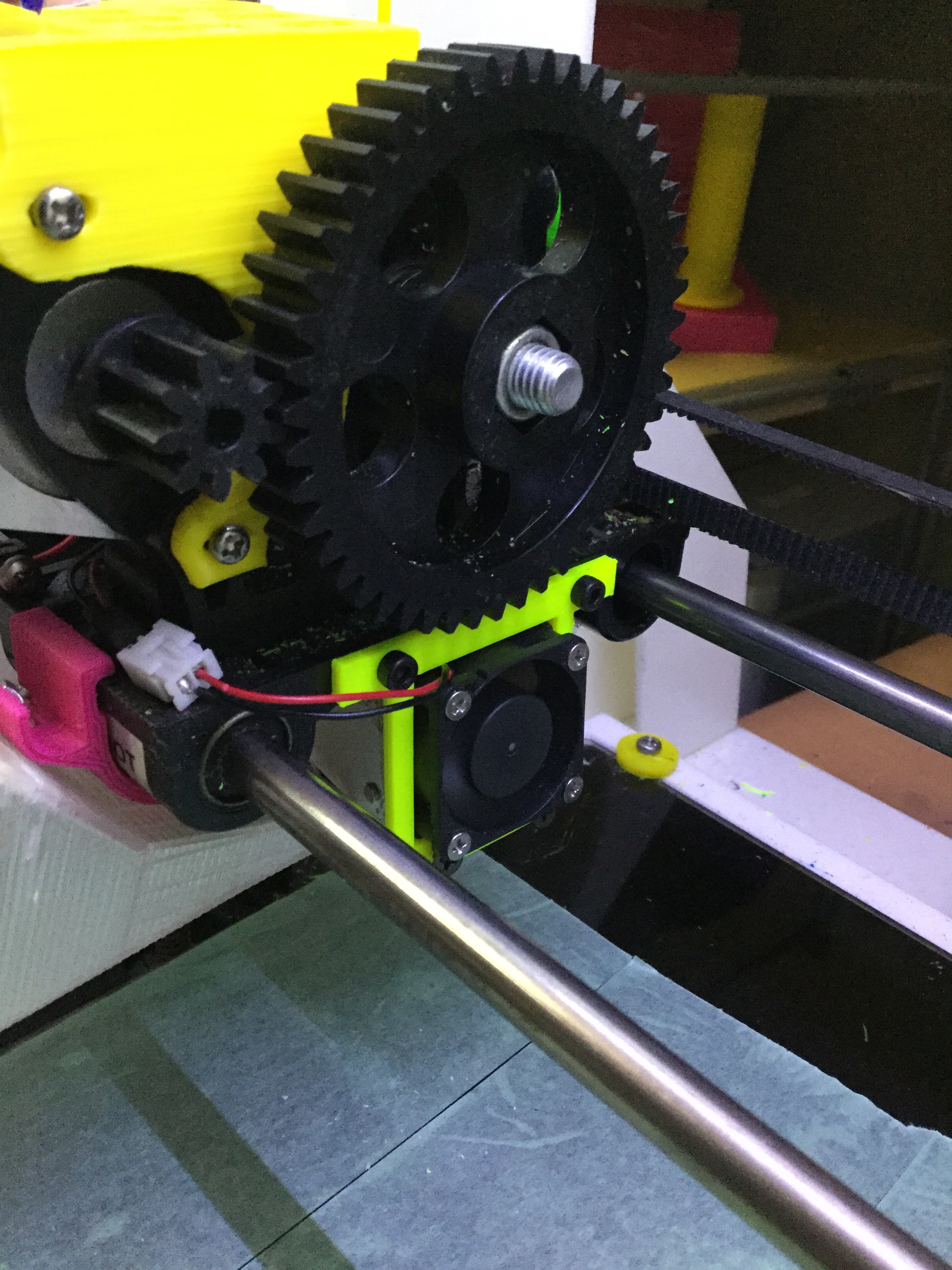
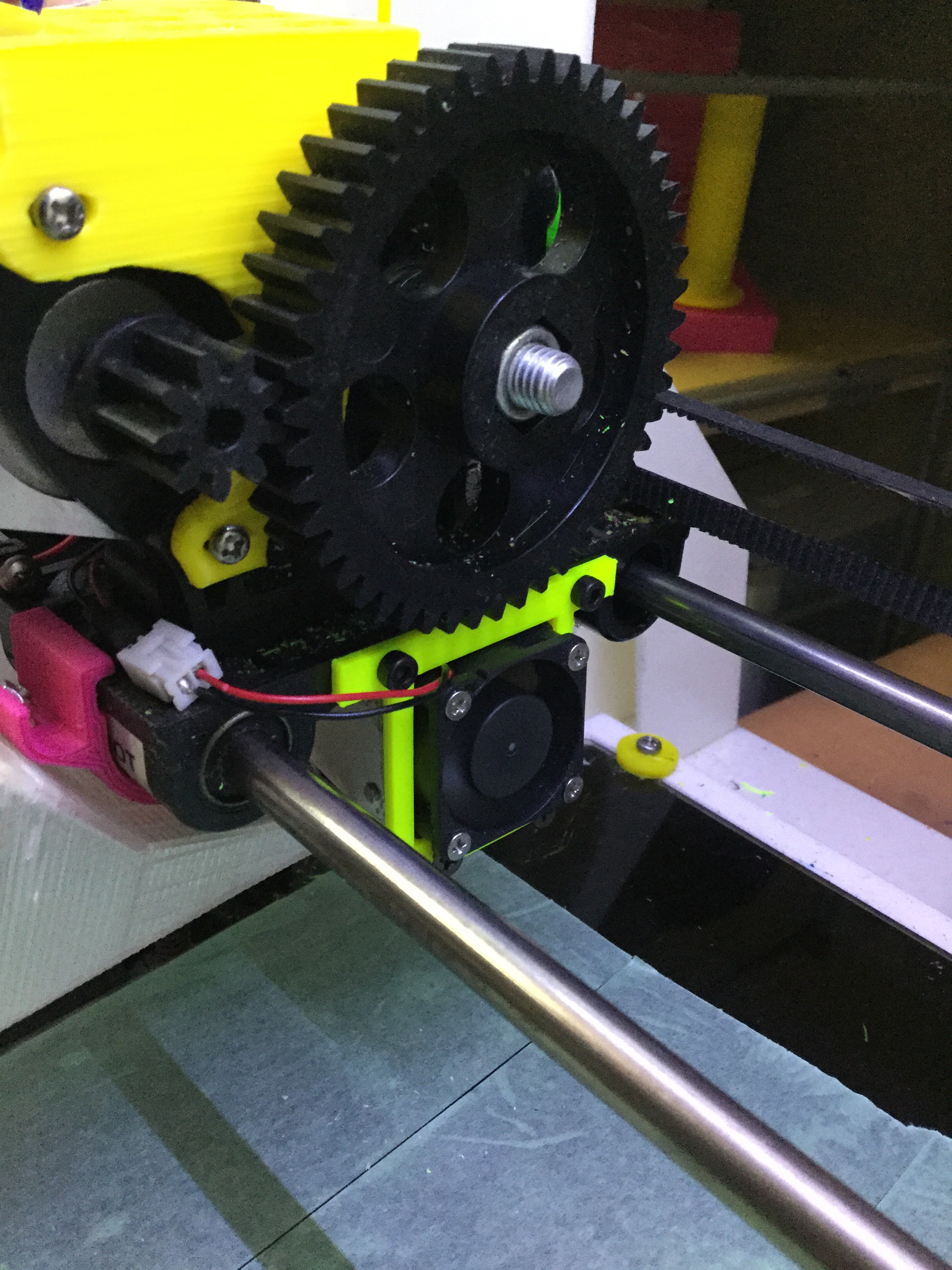
ホットエンドが強力になったので、放熱フィンの部分でのファンダクトも耐熱を考慮してアルミ板と板材で作りました。さらにマウント用のパーツをPLAで作り冷却用の3cmファンを搭載しています。取り付けはextruderのベースにつけています。
アクリルで、固定用ノリのマスクを作っています。ヘアーリング用スプレーを使うようにしています。従来の3M 77は強力すぎて後処理が大変でした。

フィラメントホルダーは上部に簡易な形にしてサイズに応じて変えられるようになっています。
ケースの底部は、下駄を履かせて冷却用の空気が取り込みやすくしました。
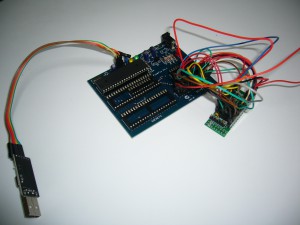
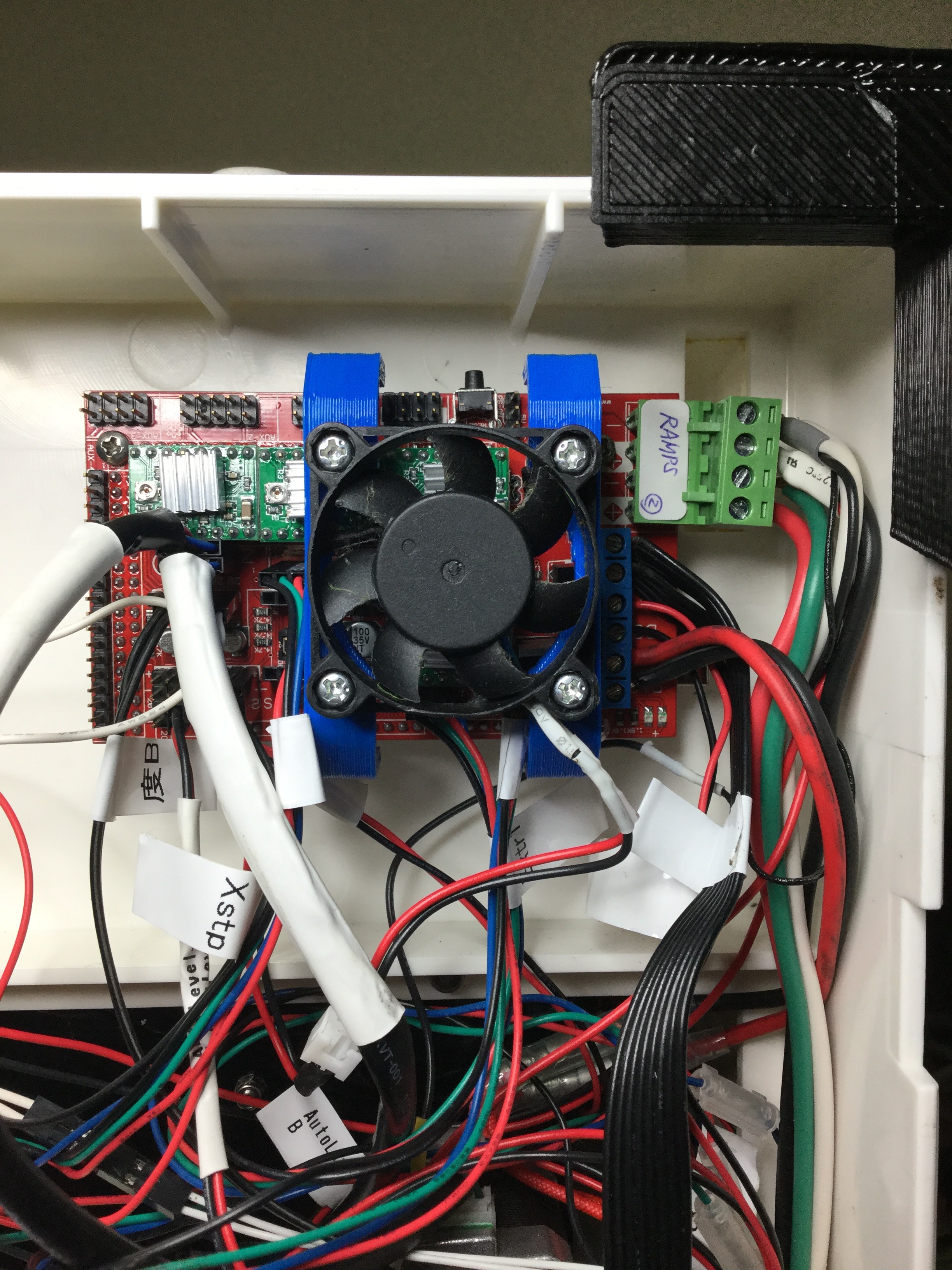
ホットエンドの強化などに伴い、RAMPSシールドの放熱が必要となりクーリングファン4cmをマウントしています。この空気取り入れのためにかさ上げをしています。
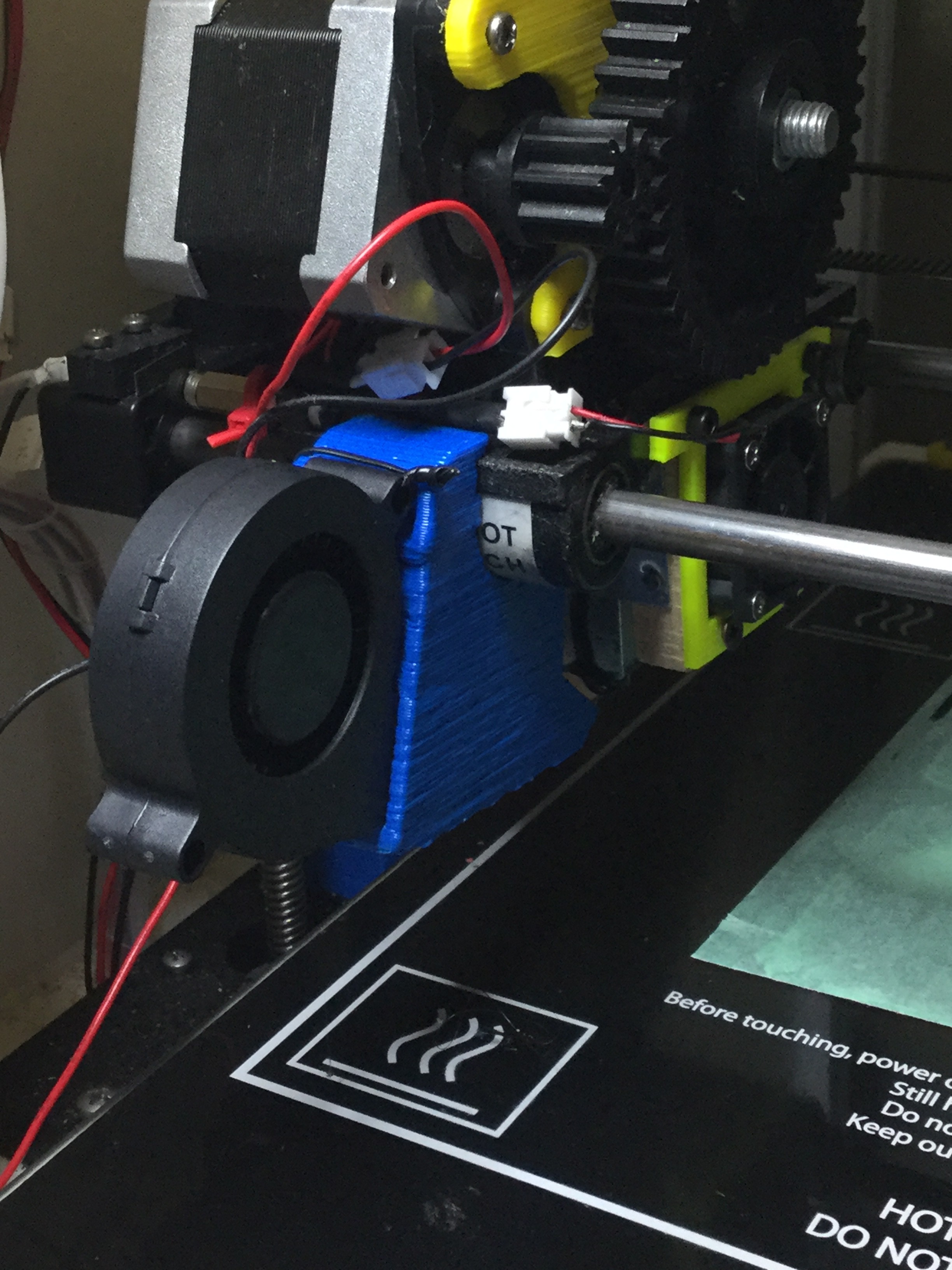
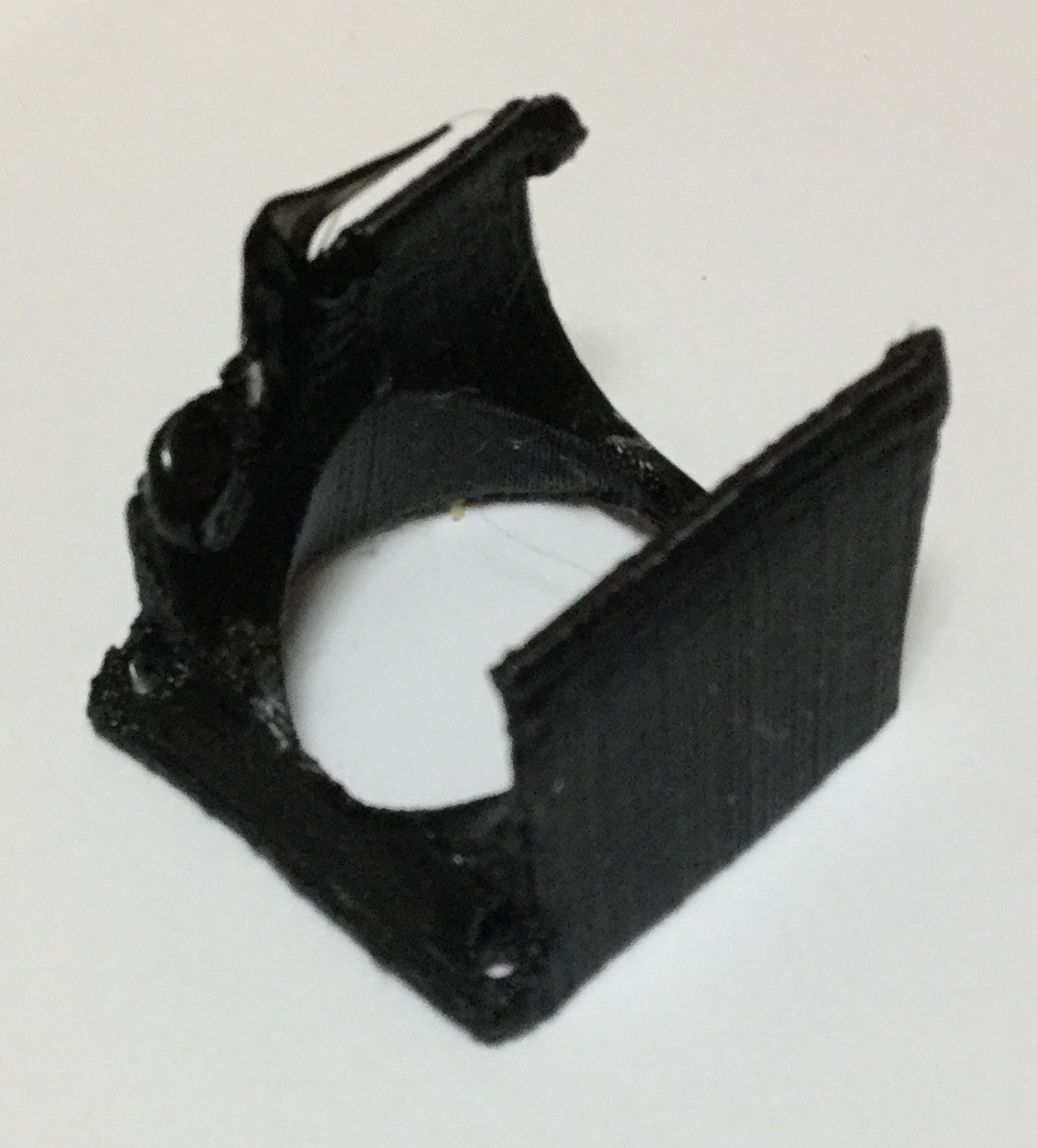
PLA出力時に水平出力ができるように空間で強力に冷却する目的でラジアルファンによるダクトを作成してヘッド先の高さに合わせて細い強力な風が出るようにしています。