組み込みの里では、部品在庫収納に利用している小物入れ引き出しが沢山ついている安価なものを利用して壁に止付けている。成形精度に難があったりもするのだが、壁につけられるだけ配置してある。まだつける余地がありそうなので増設も考えたい。いただいた物もあったりしたのだが、引き出しが少なかったりしていたので、工房でネジなどの収納に使っていた。

3Dプリンターで部品をコピーしてみることにしました。


Embedded Software Camp for Youth
組み込みの里では、部品在庫収納に利用している小物入れ引き出しが沢山ついている安価なものを利用して壁に止付けている。成形精度に難があったりもするのだが、壁につけられるだけ配置してある。まだつける余地がありそうなので増設も考えたい。いただいた物もあったりしたのだが、引き出しが少なかったりしていたので、工房でネジなどの収納に使っていた。
3Dプリンターで部品をコピーしてみることにしました。
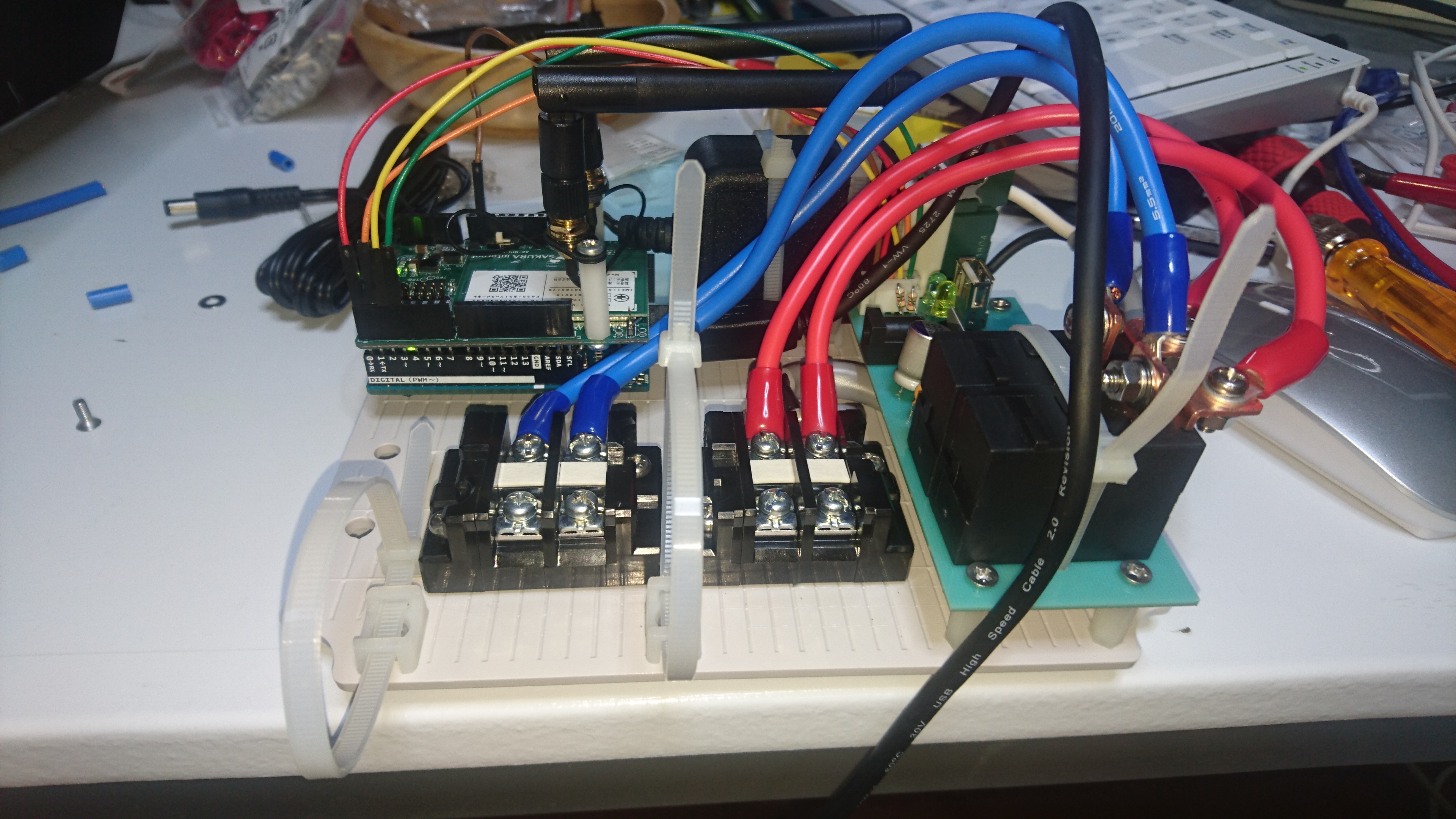
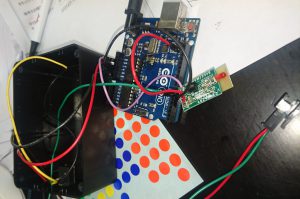
IoT機器開発の依頼がありコンサル対応しています、ラッチングリレー制御をネットで行いたいということでArduinoとSakuraIOに繋がるrelayシールドと、その筐体実装のサポートをしました。プロジェクト自体は現役高専生がベンチャーの会社で任されて進めていて、組み込みの里ではそのフォローサポートならびに試作製造といったことをしています。
途中経過は、試作基板を削りで作成していましたが、最終的にシールド基板のみを開発することになりました。
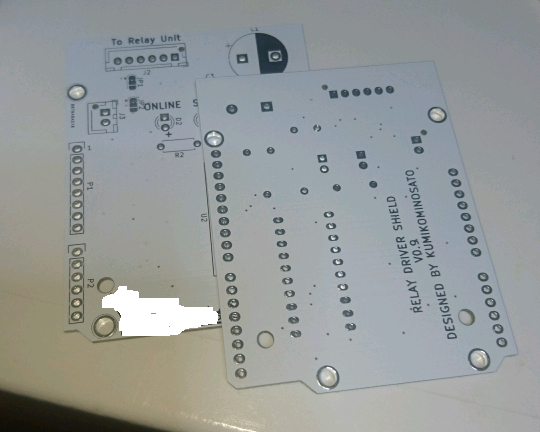
量産基板には設定切り替えなどをJumperで出来るようなフットプリントを付けようとしているのですが、使っているKicadが色々と難癖をつけてきて妥協と解析対応をしつつ進めています。
若者がモノづくりの主体として関与するこうした取り組みを任されているベンチャーの方とのコラボはとても良い実体験になると思います。スマートに解決できることばかりではなく、お客様との打ち合わせなども体験しながら進めているプロジェクトの発信源は、やはり高専OBの熱い方でした。
仕様変更の調整なども踏まえて少し余計にかかりましたが、夏休み前にお話しを聞いていた時から長い高専生の夏休みの実務アルバイトは大きなインターンシップ以上のものになっていると思います。
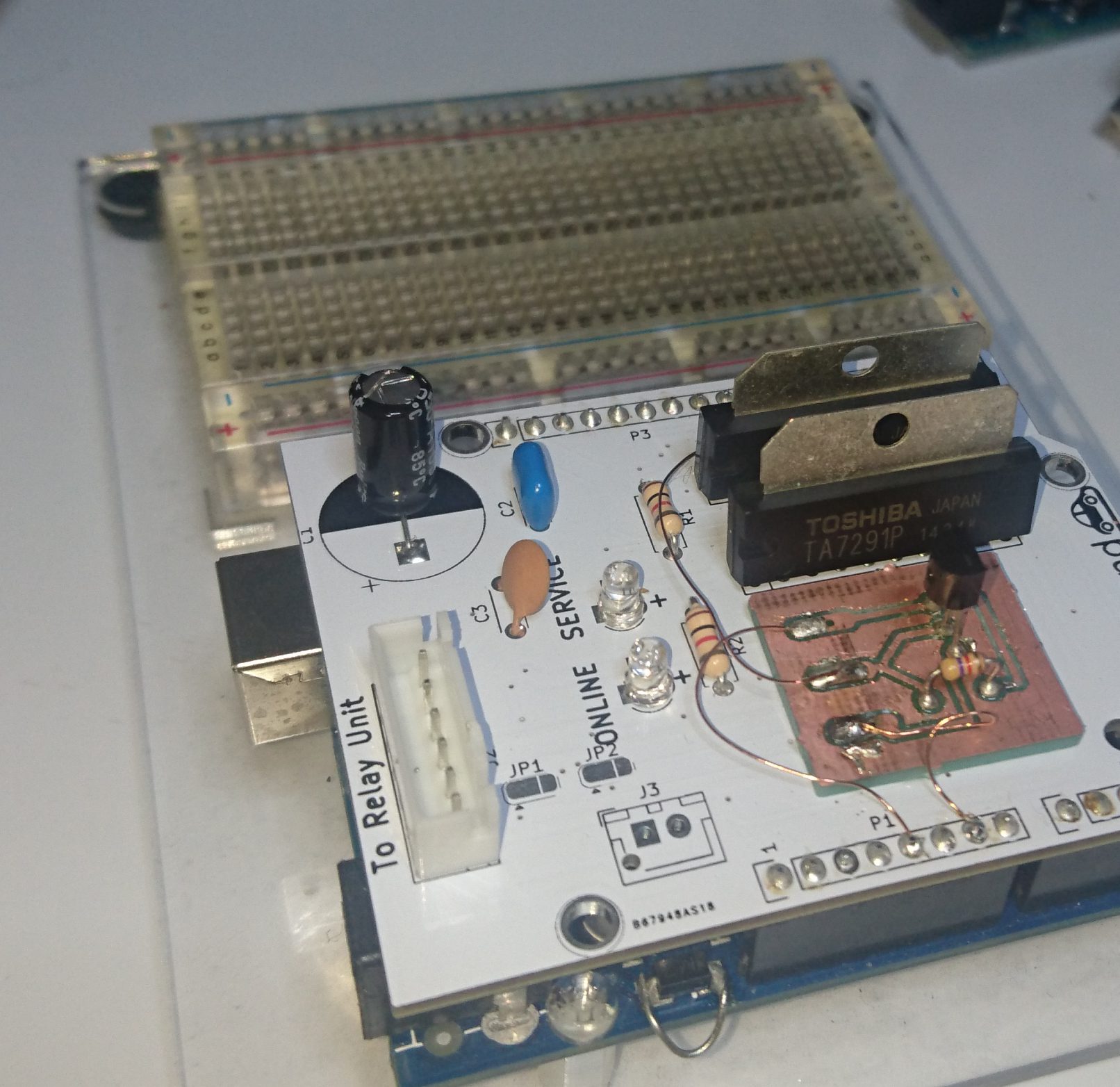
試作基板には、仕様変更の対応でターゲット装置の遠隔監視などの観点で温度センサーが追加で実装されることになりました。ユニバーサルエリアを作らなかったので孫基板の実装となりました。
里では何年か前に話題になった例の温度センサーを使っています。(Hi)
今回のお題は、市販の防水樹脂筐体に収めるある程度数を作ることを想定したモノづくりのお手伝いだ。里の加工で出来ることはしれているのだが、そこはベンチャー会社の人たちにしてみたら他に頼むことよりも出来るだけ作れるものなら最初にどこまで作れるのかは知りたいということらしい。
基板手配は、当初の課題だったが、サイズの問題などからEAGLEからKiCADに移行して新しい機能などを覚えて試作品としてOriminを用いたUSBCNCで削り出して試作評価というフェーズが簡単に崩れてしまった。良くも悪くも今までの使い方がCADというよりもアートワークを手で引いているようなPCBEだったりしていたことから制限を外して挑戦しようということでもあったのだが、試作用もう少し融通の利く環境構築も必要のようだ。
基板がとりあえず、KiCADのアートワーク状況を手コピーしてPCBEのスクリーンにプロットしていくのだがPCBEの柔軟な運用としてプロットポイントを自在に原点調整やピッチ変更が出来るのが幸いしてほどなく出来るのだが、あいにくと強度が必要なUSBコネクタやDCジャックの類の角穴などは折角モデルを使ったのが仇となっていたので丸で近似するしかなかった、作図は簡単だがはんだ付けの苦労はありそうだ。
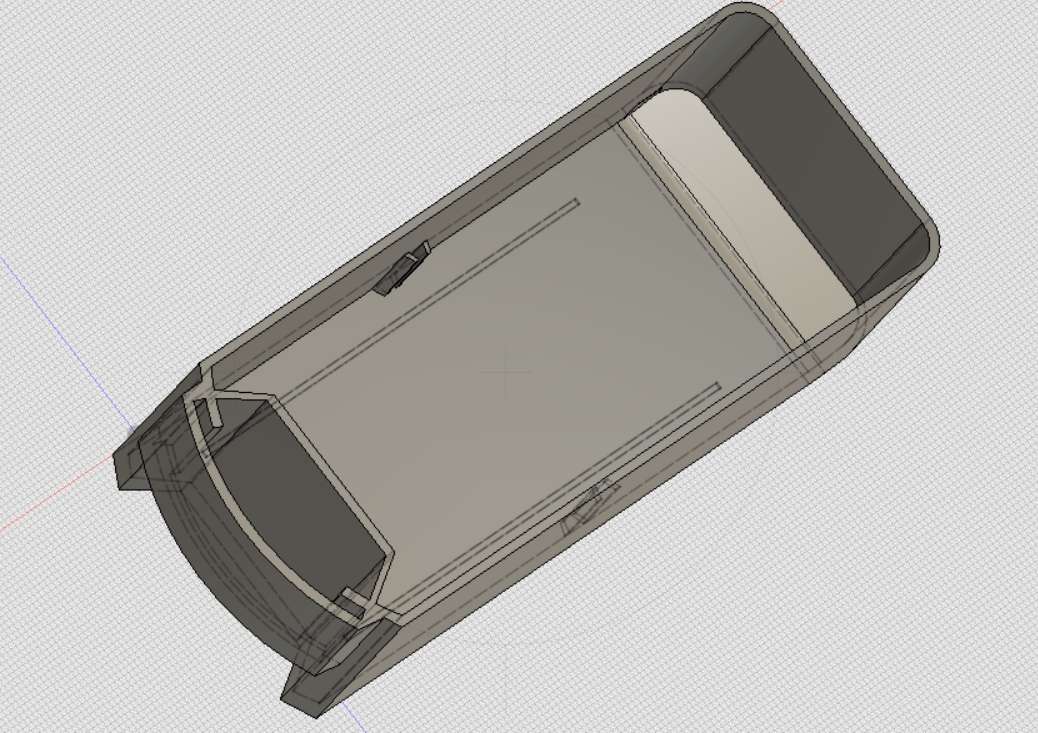
これやArduinoの基板をスペーサーで保持するのだが、その設置用の穴開けが課題になりそうだということは先週のトライアルで分かった。穴あけ位置を指示する樹脂製のテンプレートを作成してそれ越しに穴あけをすることにした。これを作るのは今回は3Dプリンターで少し垂直のガイド性もつくようにした。
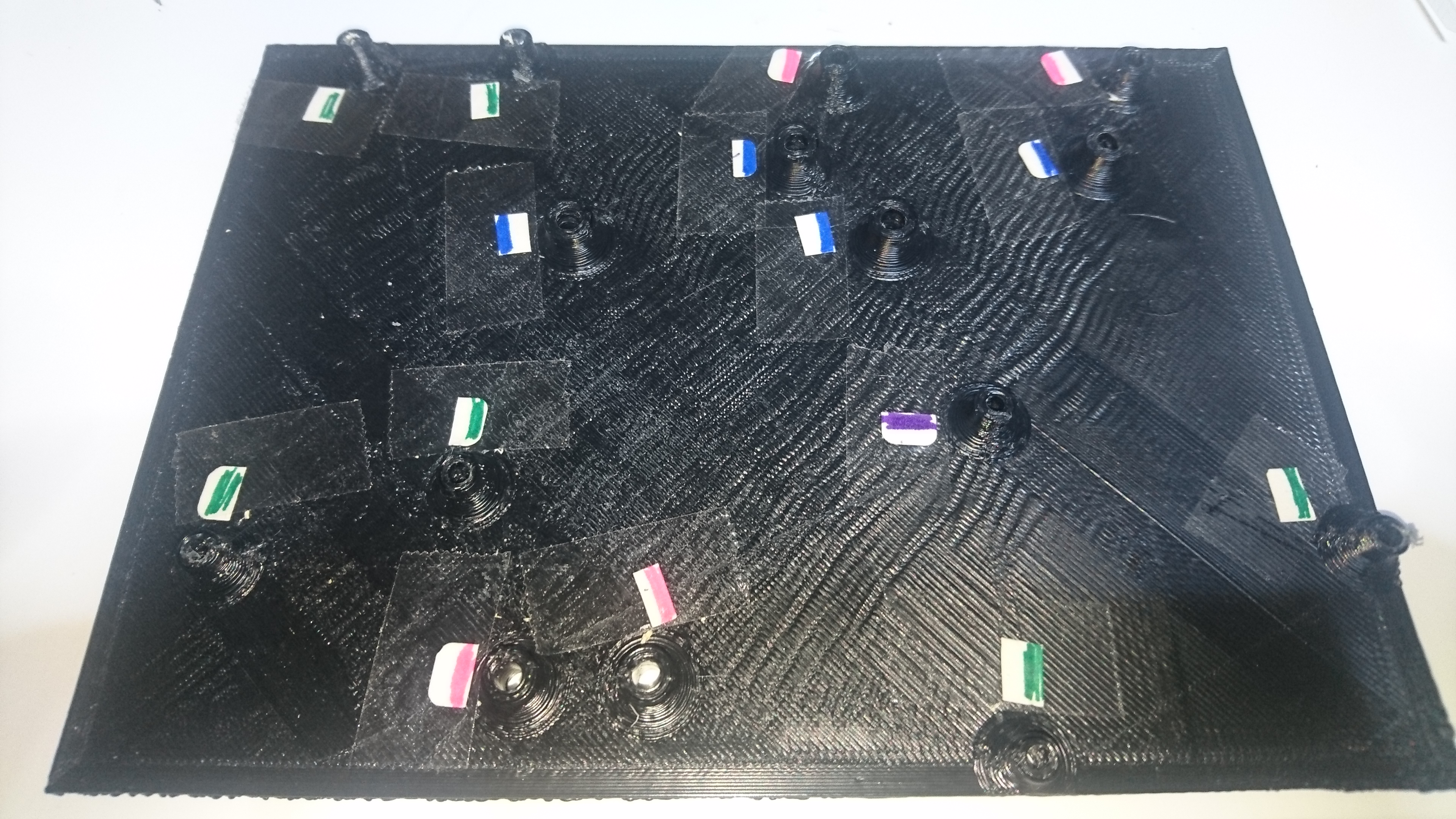
結局Arduino以外も含めて全体のテンプレートが丁度3Dプリンターで作れそうなので穴のサイズごとに色指示のシールを貼って効率が上がるようにしてみた。
Arduino UNOには使えないコーナーピンが一か所あり、設計上は3mmのビスを使うことになっているのだが実際にあたってしまいネジ締めが出来なかったりもしているので、ここは2.6mmのネジを一か所だけ使うようにした。そんなこともあったれして実はバタバタとしたNCデータの流用だった。転写する段階で読み間違えたりしてサイズ位置が合わなかったこともあったので、もう少しレビューを落ち着いてしたほうが良さそうだった。問題のUNOのマウントには樹脂製のスペーサーを使わないと背面のパターンも当たってショートしそうな感じもしたので手持ちのジュラコンのパーツを見つけ出してくみ上げてみた。
明日、全体試験をしてもらって来週はいよいよ顧客先で稼働評価試験となるらしい。
実用的なNC加工を直接試みようとすると現実的には、素材の固定やサイズなどの制限がありまた工夫が必要となります。里にあるNC加工装置は、オリジナルマインド社のQT100とCIP100あとはsmartDiysのFaboolLaserMiniです。
今回IoT装置となるものは、配電ボックスなどに用いられるタカチのケースなのですが、搭載部品となるArduinoや専用シールド基板などを内部のベース板に取り付けるための穴加工が必要となります。ほかにもいくつか取り付けるパーツはあるのですが、精度が必要なのは前述のものたちです。樹脂でできているベース板なのですが裏側にリブがあったりして実寸の穴位置加工図面を貼り付けてボール盤でトライしてもらいましたが、うまくいかないというのが経緯です。
この板自体は安いものですが、本来は現地でブレーカーなどを止付けたりするもので精度の必要な穴位置が要求されたりはしないものなのでしょう。一応メーカーサイトには加工受付のリンクもありましたので、クライアントの意向もあって見積もり問い合わせをしてみました。ざっくり追加の穴加工16箇所と材料込みで一枚の場合には7000円なりということで中間マージンもあるのでしょうが、さすがにクライアントさんの要望範囲ではなさそうなので丁重にメーカーさんにはお断りを入れつつ、数量的には100台くらいの加工までをしなければならないので再度見積もりはお願いしました。
精度の必要な穴加工を実現するための冶具作りをNCで行うのが現実的かと思われましたのでガラエポ基板かアルミ板を加工してブロック単位でゲージを作り、さらに必要であれば垂直精度を助けるためのガイドパーツを3Dプリンターで作ろうというのが今回のNC加工トライアルとなります。大きなサイズのNCフライスがあればよいのですが、あいにくと160×100がサイズ制限となるので精度の必要な基板取り付け部分などのブロック単位で冶具を作ることにしました。
この週末は、その報告ができるかと思います。

写真の右側の彼が、これを今日のMFTで展示しています。一部のパーツは里で作成したりした3Dプリンターのものだったりするようですが・・・。
立ち仕事が多い方には朗報となる未来の姿がみられるかと。

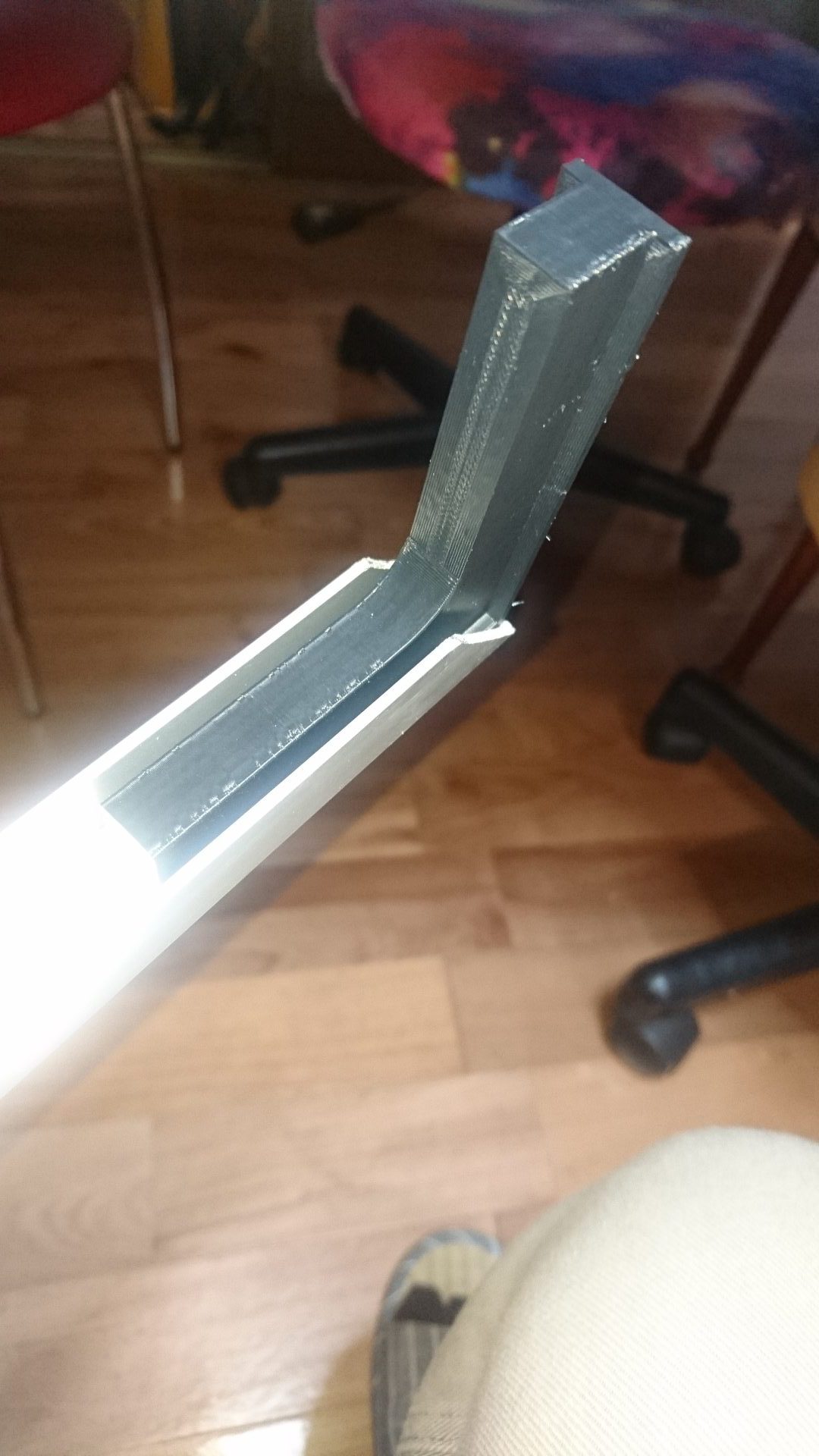
大型のタイマーを作ることになり、開発要請元のご希望はアクリル板でカバーしてほしいということでしたので背面をマットな黒アクリル、前面を透明アクリル板で構成して間にNeoPixelのLEDを並べるというもので、透明モールを使うというものと、防水カバー付きのNEOPIXELをそのまま使うというものの2種類を作りました。アクリル板を挟み込むのはアルミチャンネルで、コーナーにカバーとコアとなる部品を2つ3Dプリンターで作り構成しています。




 組み込みの里では三台のプリンターがあります。QIDI社のTECH1, X-ONE, X-Proです。これらのプリンターから出力を得るためにはSTLファイルやOBJファイルといった3DモデルのデータをQIDI社から提供されているQIDI printなどのスライサーと呼ばれるソフトウェアを使って行います。
組み込みの里では三台のプリンターがあります。QIDI社のTECH1, X-ONE, X-Proです。これらのプリンターから出力を得るためにはSTLファイルやOBJファイルといった3DモデルのデータをQIDI社から提供されているQIDI printなどのスライサーと呼ばれるソフトウェアを使って行います。
ご自宅であらかじめ、3Dモデリングなどを行われる場合にはAutodesk社 が提供するFusion360やTinkercadなどのフリーのモデリングソフトを用いるのが、情報収集含め良いかと思います。むろん有償の良いソフトも多くありますが初めの一歩としてはふーな環境が始めやすいですよね。
が提供するFusion360やTinkercadなどのフリーのモデリングソフトを用いるのが、情報収集含め良いかと思います。むろん有償の良いソフトも多くありますが初めの一歩としてはふーな環境が始めやすいですよね。
ご自宅のマシンの環境がMacであったりWindowsであったりする場合にもこれらのソフトウェアは対応をしていますが、Windowsの32ビット環境ですといろいろと制限がございま す。造形設計を行う場合、旧来あった123Designは32ビット環境で動作していましたが、サポート終了となりダウンロード先はなくなりました。後継のソフトとしてはTinkercadがオンラインソフトではありますが32ビット環境でも動作します。ネット接続とアカウント登録が必要です。
す。造形設計を行う場合、旧来あった123Designは32ビット環境で動作していましたが、サポート終了となりダウンロード先はなくなりました。後継のソフトとしてはTinkercadがオンラインソフトではありますが32ビット環境でも動作します。ネット接続とアカウント登録が必要です。
組み込みの里の古いパソコンは32ビットのものもありこちらで動作確認しています。
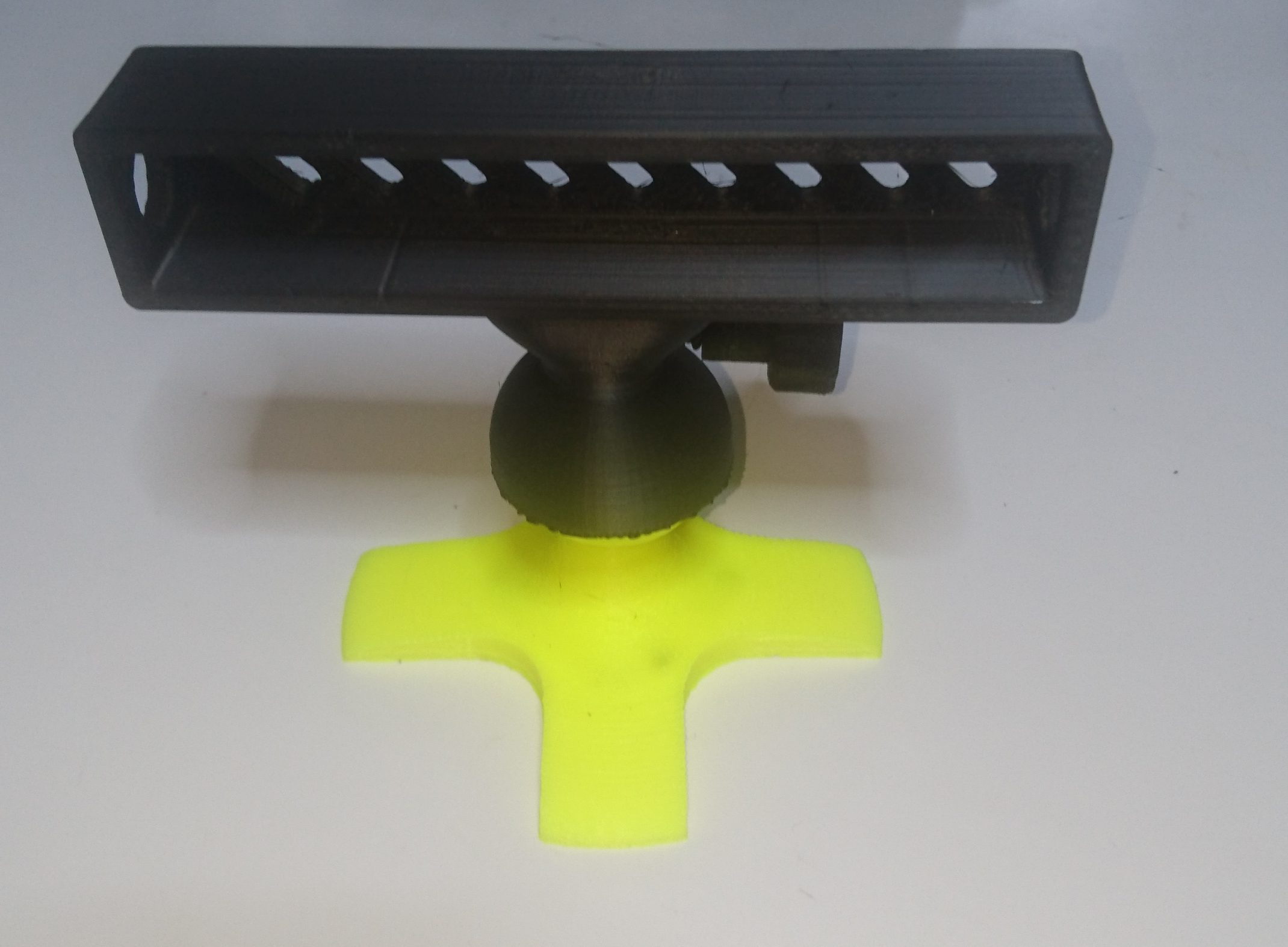 写真は、組み込みの里でカスタマイズして接着不要で組み立て分解可能にした電子工作用ミニバイスである。下の黄色はABSで作成したのだが、上部は最近気になって試していたポリカーボネートを利用していた。色合いは良いのだが、結着が弱いことが判明した。理由は、ホットエンドの加熱不足で、現在使用しているQIDI-Xproでは最高温度として250度までしか上げられないことが要因と考えられる。
写真は、組み込みの里でカスタマイズして接着不要で組み立て分解可能にした電子工作用ミニバイスである。下の黄色はABSで作成したのだが、上部は最近気になって試していたポリカーボネートを利用していた。色合いは良いのだが、結着が弱いことが判明した。理由は、ホットエンドの加熱不足で、現在使用しているQIDI-Xproでは最高温度として250度までしか上げられないことが要因と考えられる。
 また、テーブル温度は130度まで上げて行ったのだが、このバイスの要となる左右の咥えるパーツが反ってしまいNGとなった。今回の問題になった部分は、反りと結着不足だが、結着不足の箇所は左右に取り付ける星形プラグで連結させるストッパーと回転調整用のツマミだった。根本で結合が外れて折れてしまった。
また、テーブル温度は130度まで上げて行ったのだが、このバイスの要となる左右の咥えるパーツが反ってしまいNGとなった。今回の問題になった部分は、反りと結着不足だが、結着不足の箇所は左右に取り付ける星形プラグで連結させるストッパーと回転調整用のツマミだった。根本で結合が外れて折れてしまった。
強度的にポリカーボネートに期待していたのだが、もう少し高温設定が出来るプリンターでないと、使いこなせないようだ。高性能フィラメントが色々と出て来るのだが、プリンターメカの問題と共に温度制御をしているソフトウェアの問題もありそうだ。解決するまでは、ちょっとABSに戻ってみたのだが、こちらも同様な状況になった。フローを101%に増やして層間の結合を強くしてみようか。

やはり、250度ではポリカーボネートフィラメントの活用は難しいということが分かった。同色のABSを用いて従来と同様な形で出力を終えることが出来た。

テスターのツマミ作成の一件をしているときに頼んでいたポリカーボネート(黒)のフィラメントが届きました。温度設定や速度などが難しいということでしたので速度を通常の半分に下げて温度は250度に上げました。
ABS(青)で作成したものとの比較です。
 速度をさげたこともありますが、きれいに造形されている感じです。
速度をさげたこともありますが、きれいに造形されている感じです。
 あとは、こんな素敵な効果もありました。ポリカーボネートよさげです。RAFTとサポートが綺麗に取れましたよ。ABSだとむしり取る感じでラジオペンチが必要なところです。
あとは、こんな素敵な効果もありました。ポリカーボネートよさげです。RAFTとサポートが綺麗に取れましたよ。ABSだとむしり取る感じでラジオペンチが必要なところです。
今日のお題は、テスターのノブ(ゼロ調整用)のむ3Dデータから実際にどの向きで出力させるかの違いについて実際の事例です。
データ自体は、こちらです。https://www.thingiverse.com/thing:2837097

回しやすいように角にでっぱりを配した設計ですね。
裏がわの軸にはVRと嵌合するようにギアが切ってあります。

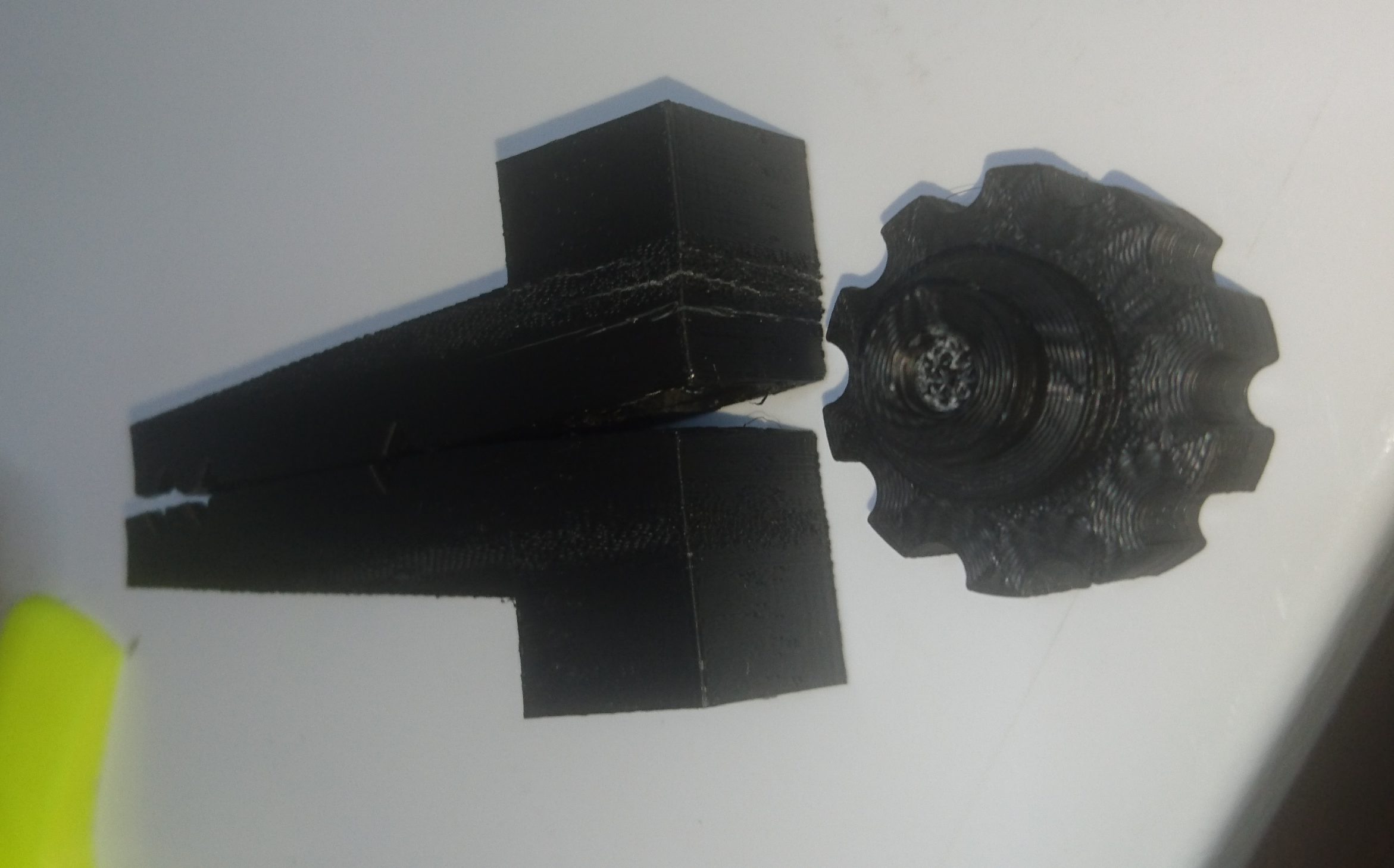
最初に作ったのが軸を上にした事例で、上のものが生の仕上がり
下はリューターで仕上げたもの。

左側がツマミ面を上に出力したもの。右側は軸側を上にしたもの。相違は、ツマミ面を上にしたものでは、表面について加工が必要としない感じですが、軸を上にした場合にはRAFTを付けたこともありデザイン上少し凹んだ形なのでフィラメントが表面に盛り上がる感じになりました。この写真では既にリューターで加工してあります。
軸内部の嵌合部については差異はとくにみられませんでした。軸をしたにしたものでは、フリルの部分についてもサポート材との間にできる脱着層が0.2mmほど追加されてしまっているので、これを取り除く作業が必要になりました。
無駄になるサポート材をできるだけ減らしたいという観点では、今回のものは軸を上にしたほうが良いです。ケースバイケースでこうしたことを想定して出力する方向を見極めてやりましょう。