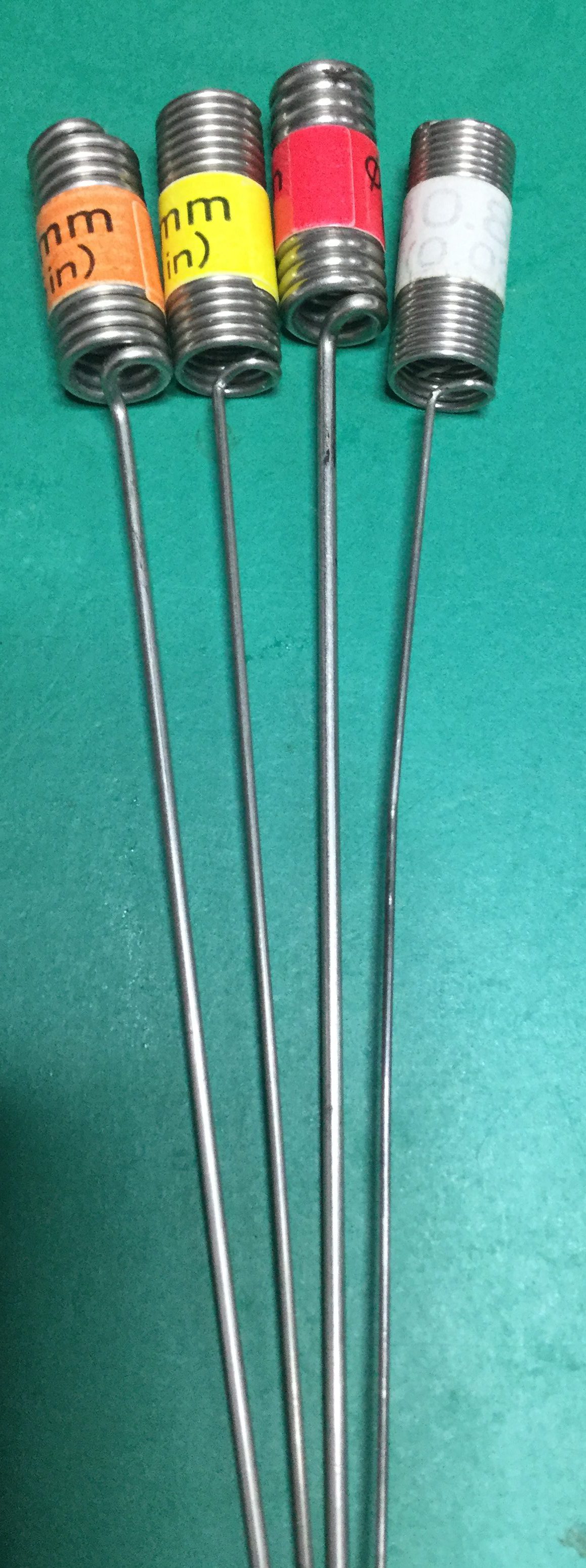
 スプリング持ち手のワイヤーで線径は0.8ミリ、1.0ミリ、1.3ミリ、1.6ミリと4種類あるのだが全部そろえると便利だ。
スプリング持ち手のワイヤーで線径は0.8ミリ、1.0ミリ、1.3ミリ、1.6ミリと4種類あるのだが全部そろえると便利だ。
実は、これは電動ポンプ式の半田吸引器のクリーニングピンだ。HAKKOだとこの四種類がそろう。
スプリング持ち手のワイヤーで線径は0.8ミリ、1.0ミリ、1.3ミリ、1.6ミリと4種類あるのだが全部そろえると便利だ。
実は、これは電動ポンプ式の半田吸引器のクリーニングピンだ。HAKKOだとこの四種類がそろう。
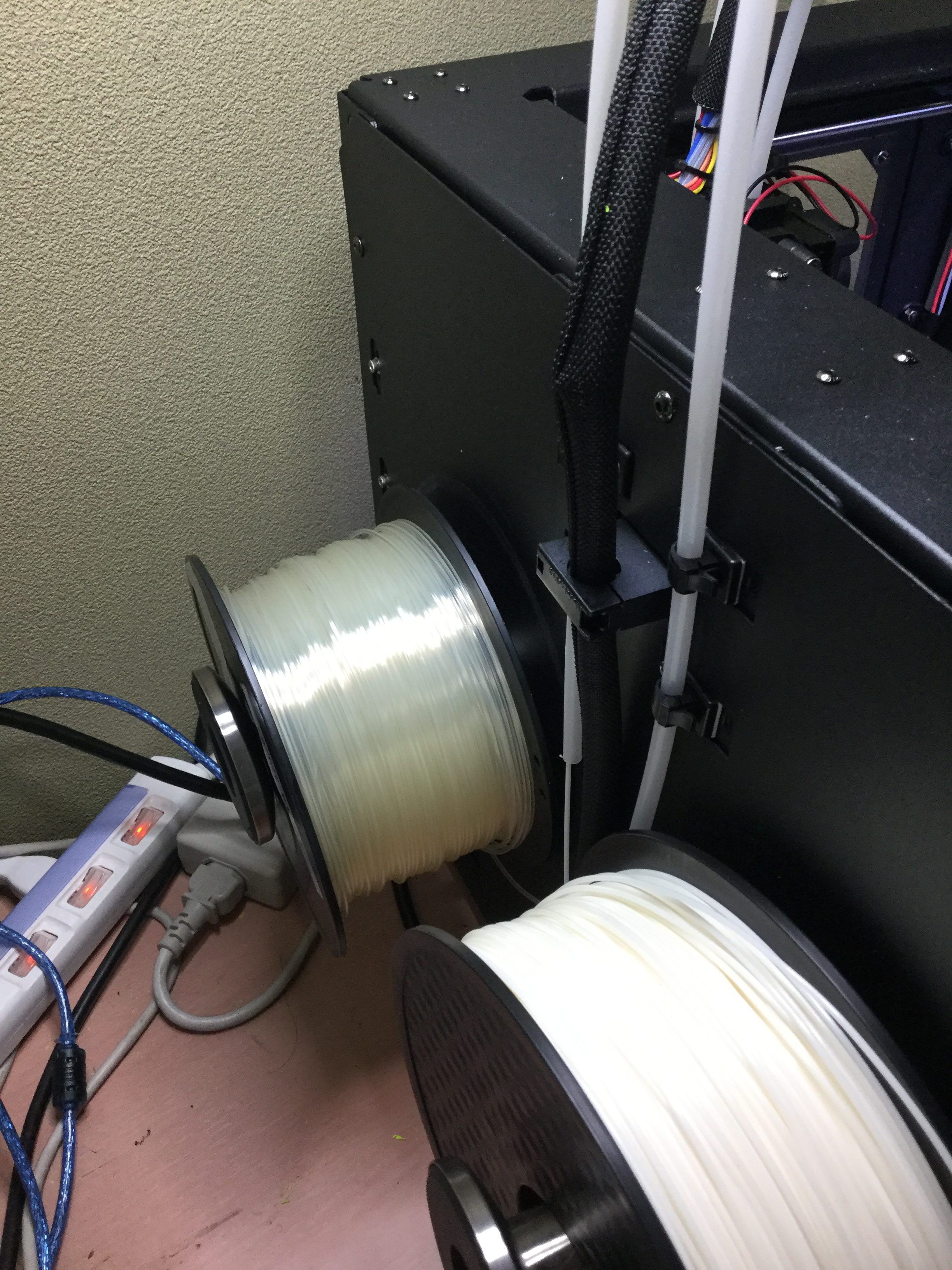
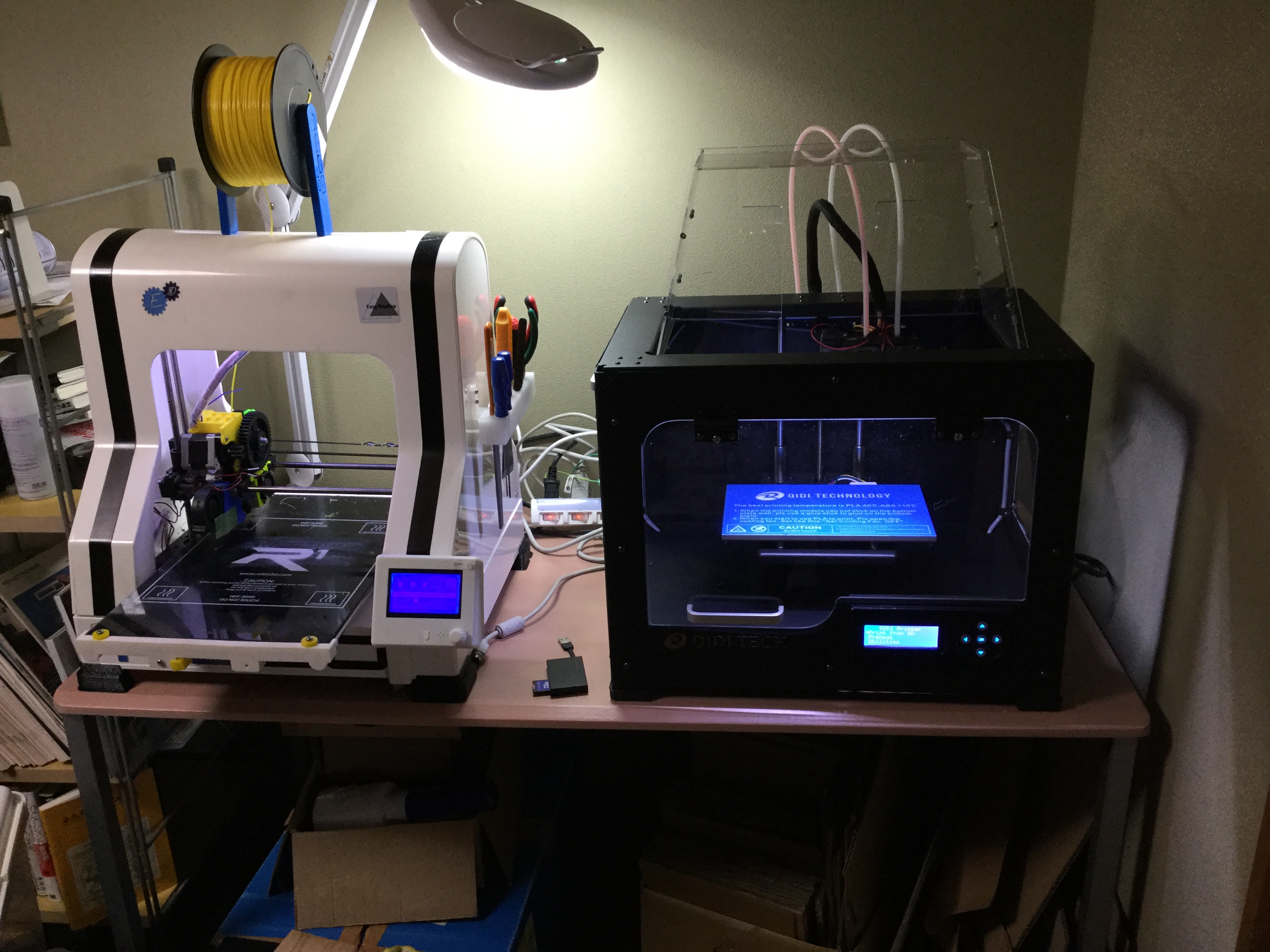
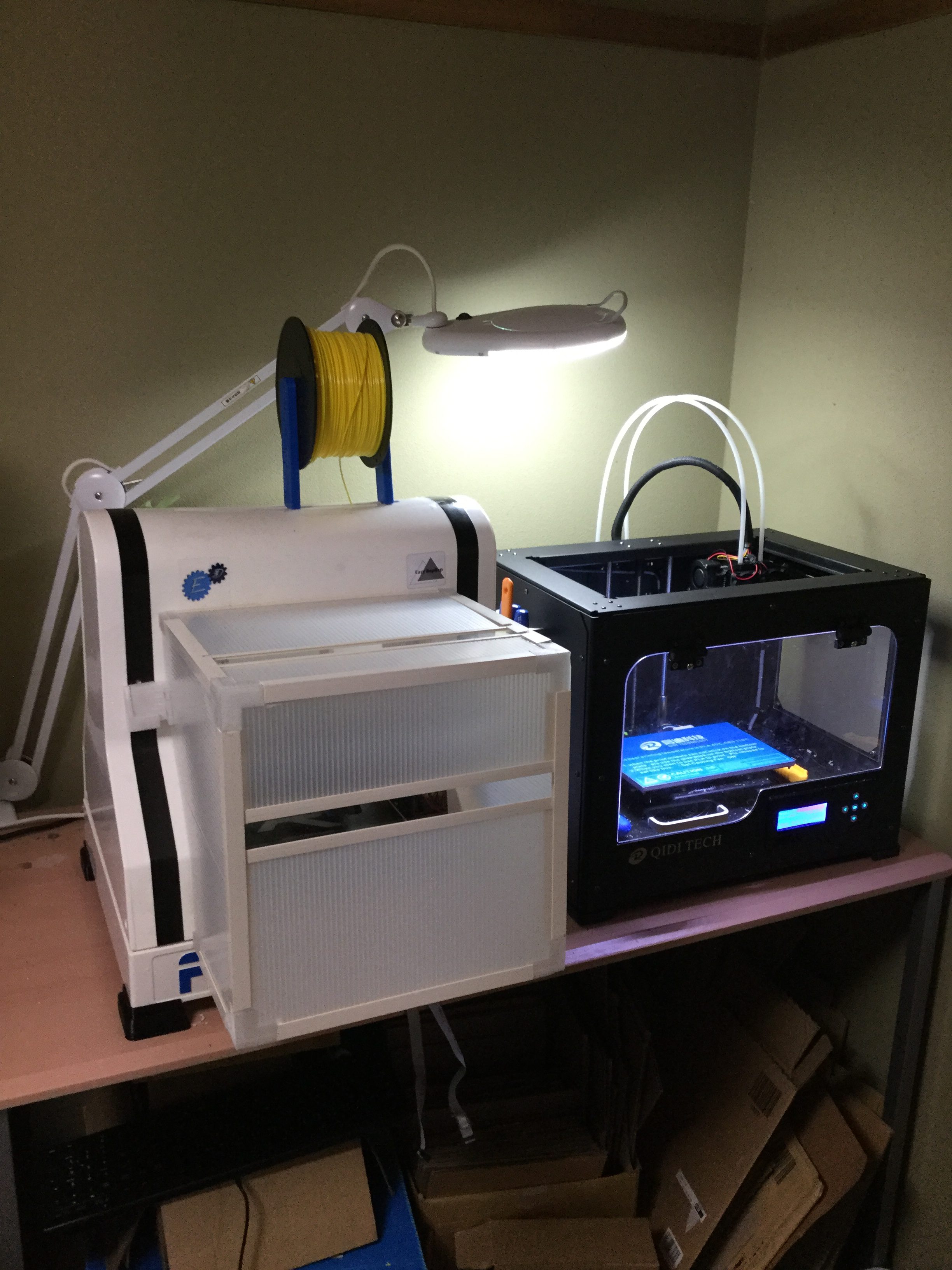
 組み込みの里では、割安なフィラメントを購入するようにしているので毎回スプールサイズがまちまちだったりする。およそ1kGのフィラメントも径や厚みが多彩だが、今回はスプール径が大きいもので、写真でいう右側のものだ。
組み込みの里では、割安なフィラメントを購入するようにしているので毎回スプールサイズがまちまちだったりする。およそ1kGのフィラメントも径や厚みが多彩だが、今回はスプール径が大きいもので、写真でいう右側のものだ。
このサイズだとガイドチューブの配置からフィラメントのフィード時の動作としてからがってしまいフィードが止まってしまう事態が起きてしまった。フィードが止まってしまうとフィラメントドライブギアがカスを作り出して詰まってしまいこまった事態になってしまう。掃除は大変だし、時間のかかる出力が失敗したりすることも含めて影響は甚大だ。
対策としてはスプールを逆に設定するようにした。
この問題は、メジャーな課題のようでスプール依存性からの解決に向けてPTFEのチューブ固定位置を空間に移動する形で、先人たちがパーツを作られていた。このプリンターはCreator ProのCloneマシンなので、良くも悪くもコピーされて再現しているということだった。となりのマシンのスプールを借りて、スプールガイドパーツを作成することにした。この現象が起きたのは、透明のフィラメントが切れて、白色に移行したことで発生していたのだった。
 隣のマシンのスプールを利用して十分な空間をあけて、そのスプール問題対応パーツを作成しているのはブートストラップしている状況といえるかもしれない。
隣のマシンのスプールを利用して十分な空間をあけて、そのスプール問題対応パーツを作成しているのはブートストラップしている状況といえるかもしれない。
フィラメントガイドの補助部品を作ってスプールに対して中央の位置で引き取るようになった。左がオリジナルで、右がパーツ追加後である。
少し大きな部品を作ることで安定になったかどうかはひきつづき評価します。
 左側は処置前
左側は処置前
右側は処置後
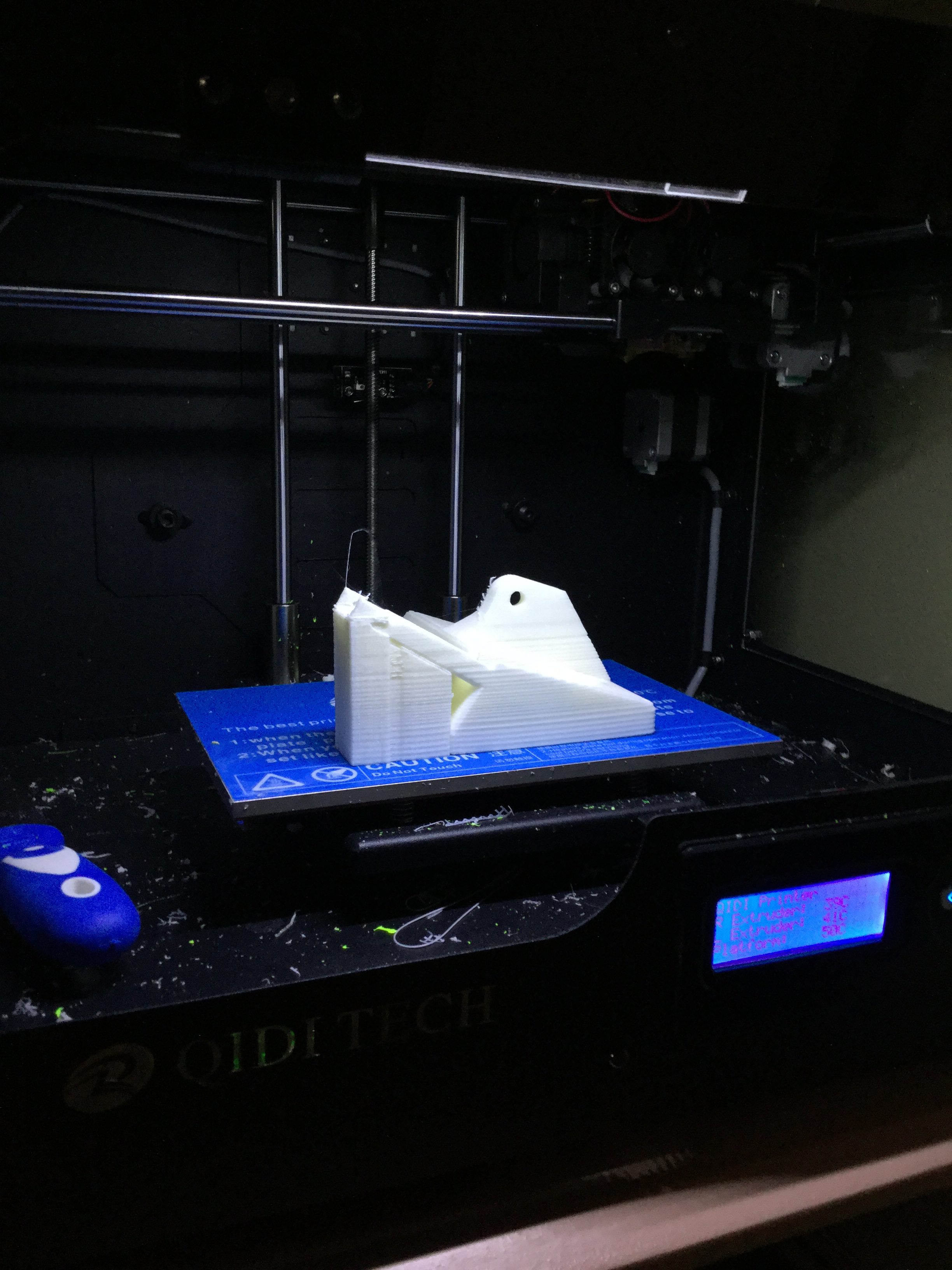 出力に要した時間は、内部サポートもあり11時間あまりでしたが、翌朝無事にトラブルなく完了しました。このサポートに隠れている部品で、古いプリンターの制御パネルをずらして配置することが出来ました。双方のプリンターがABS出力などで恒温状態で出力できるようになりました。
出力に要した時間は、内部サポートもあり11時間あまりでしたが、翌朝無事にトラブルなく完了しました。このサポートに隠れている部品で、古いプリンターの制御パネルをずらして配置することが出来ました。双方のプリンターがABS出力などで恒温状態で出力できるようになりました。
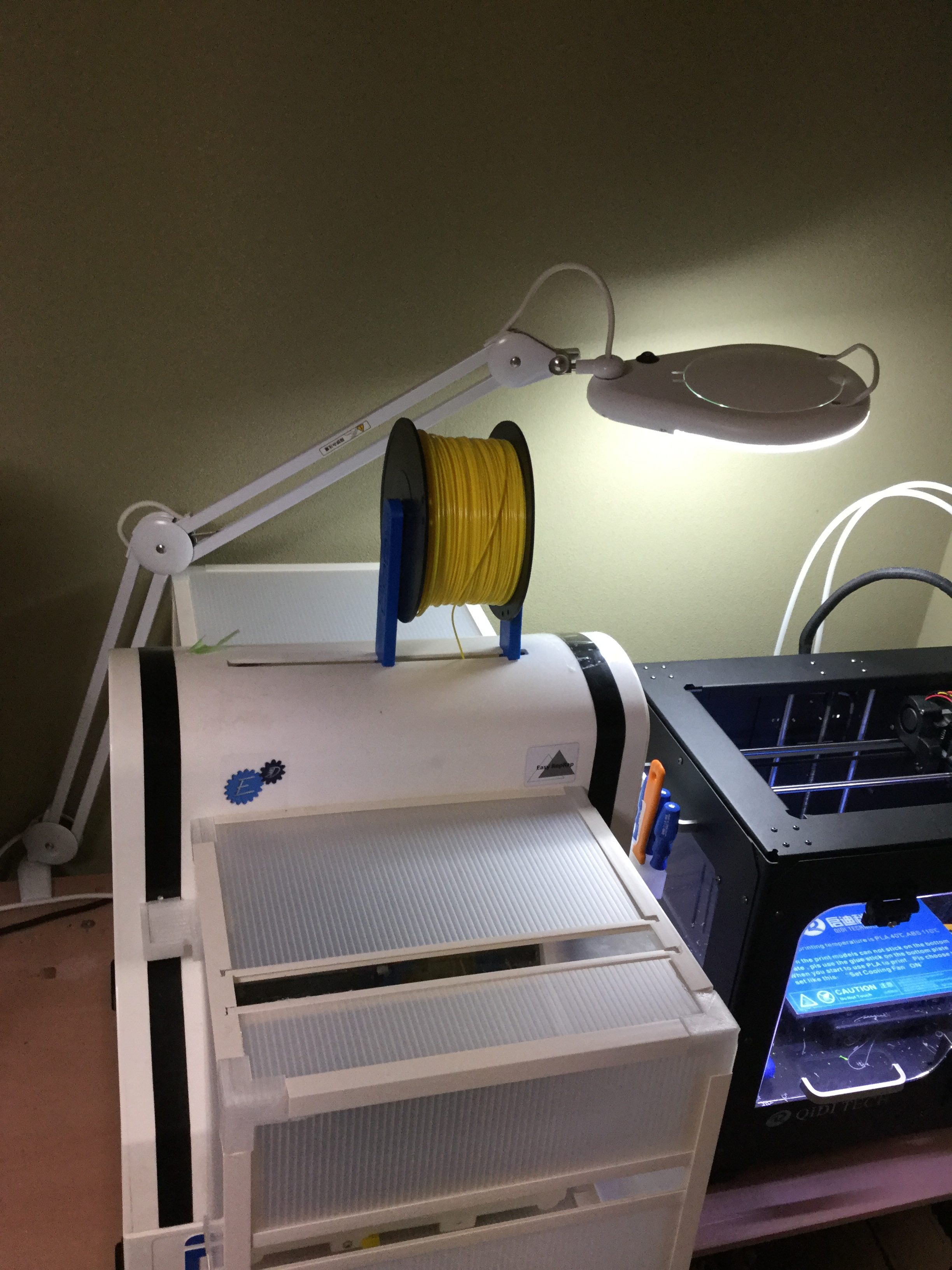
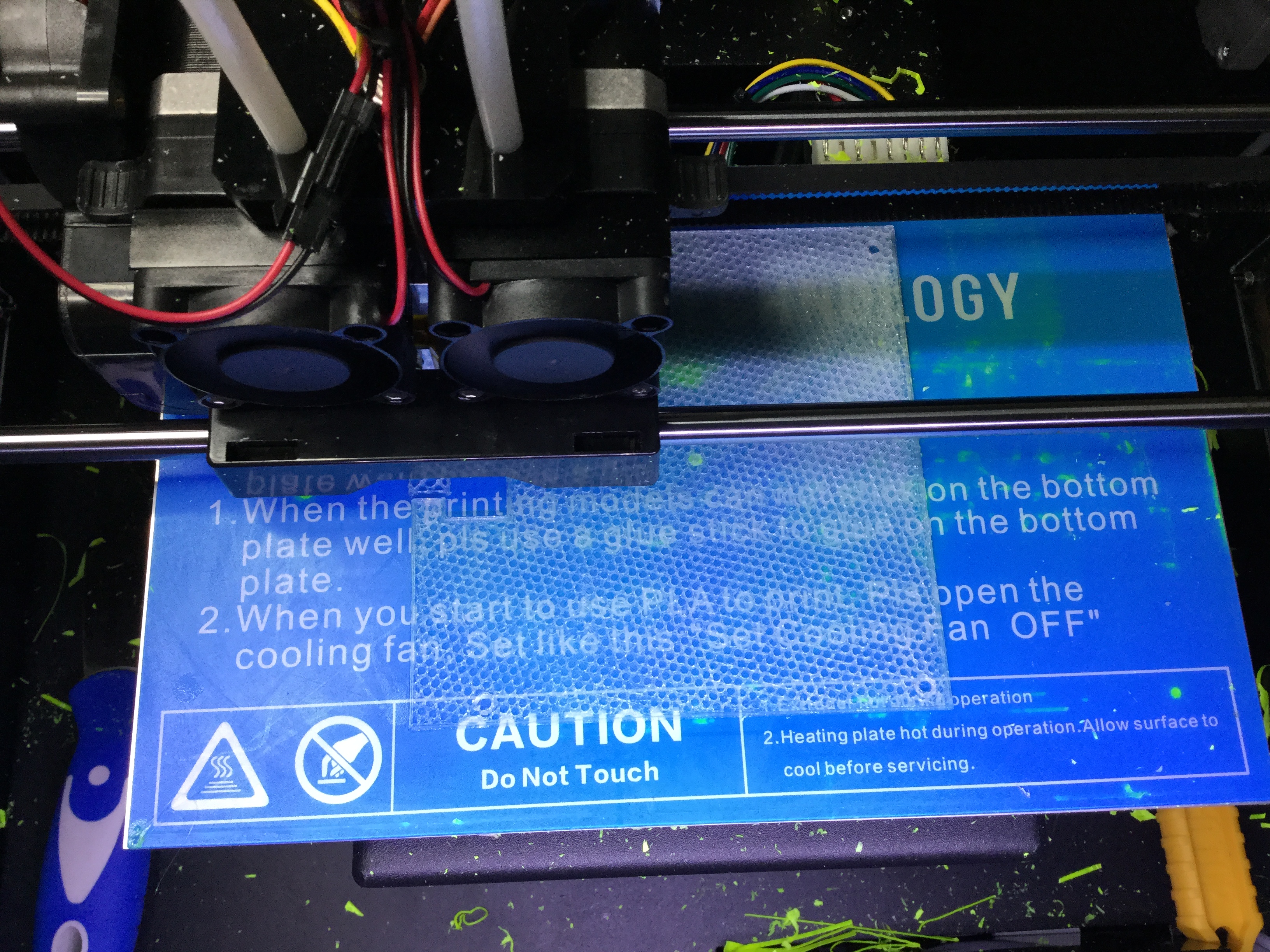
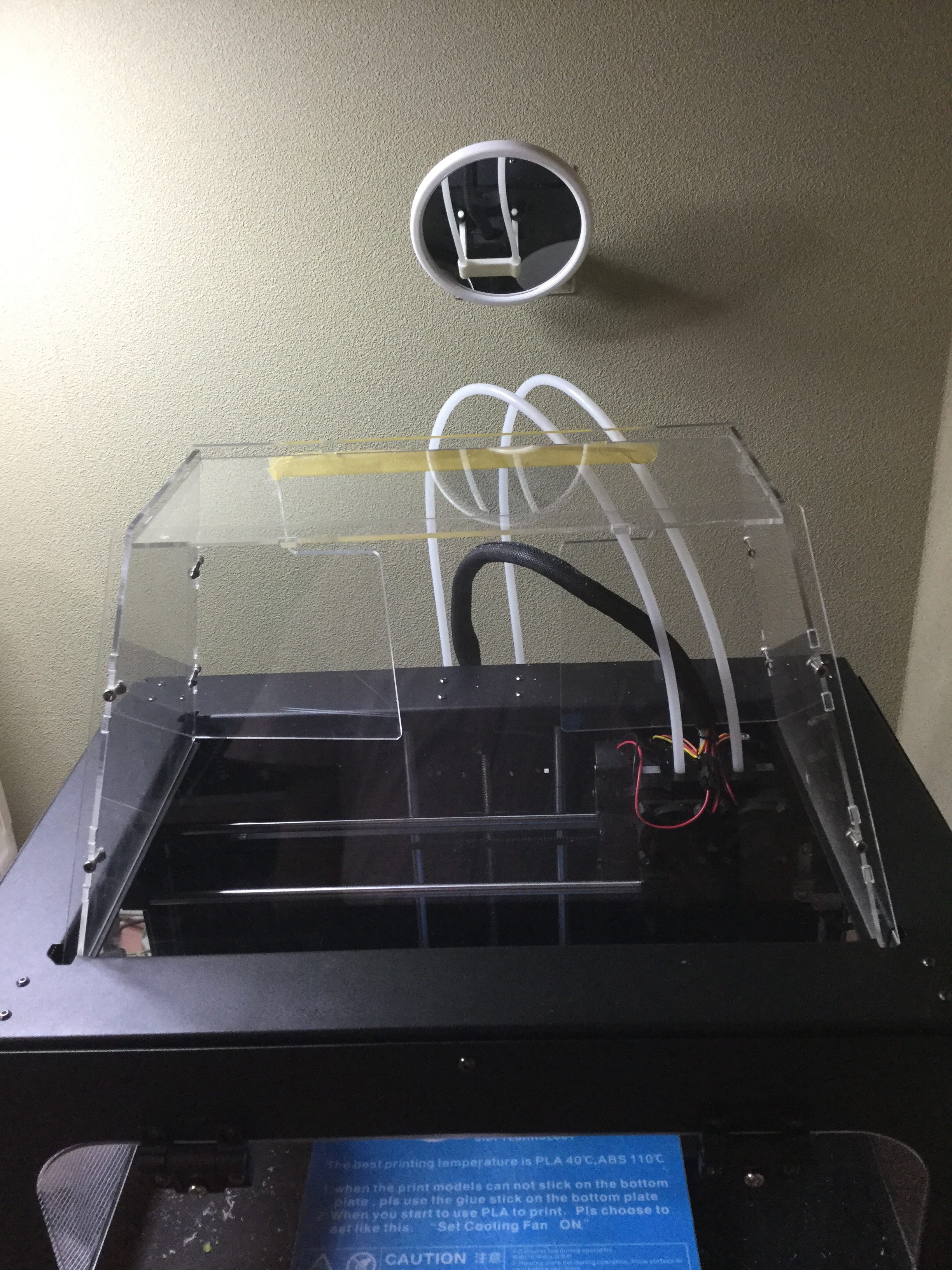 フィラメントの具合が確認できるように壁にミラーを取り付けました。今日からはPVAフィラメントをセットしてみます。
フィラメントの具合が確認できるように壁にミラーを取り付けました。今日からはPVAフィラメントをセットしてみます。
 さて、左のRobo3Dプリンターに保温カバーを取り付けるとなると、課題がある。どこかというと
さて、左のRobo3Dプリンターに保温カバーを取り付けるとなると、課題がある。どこかというと

そう、制御コンソールの取り付け位置が保温カバーのそれと当たるのである。

背面にある取り付け部品をずらすことが必要なのだが、複雑な形状のSTLデータの削除は大本の3Dデータのものがないと難しいのだが、STLファイルを直接いじるツールも存在するが使い勝手というと、粘土をいじる感覚のような使い方を念頭にしているようで正確な部品を作るといったことには向いていないようだ。そんなMESHMIXERを使うことにする。このソフトもAutodesk社から提供されている。
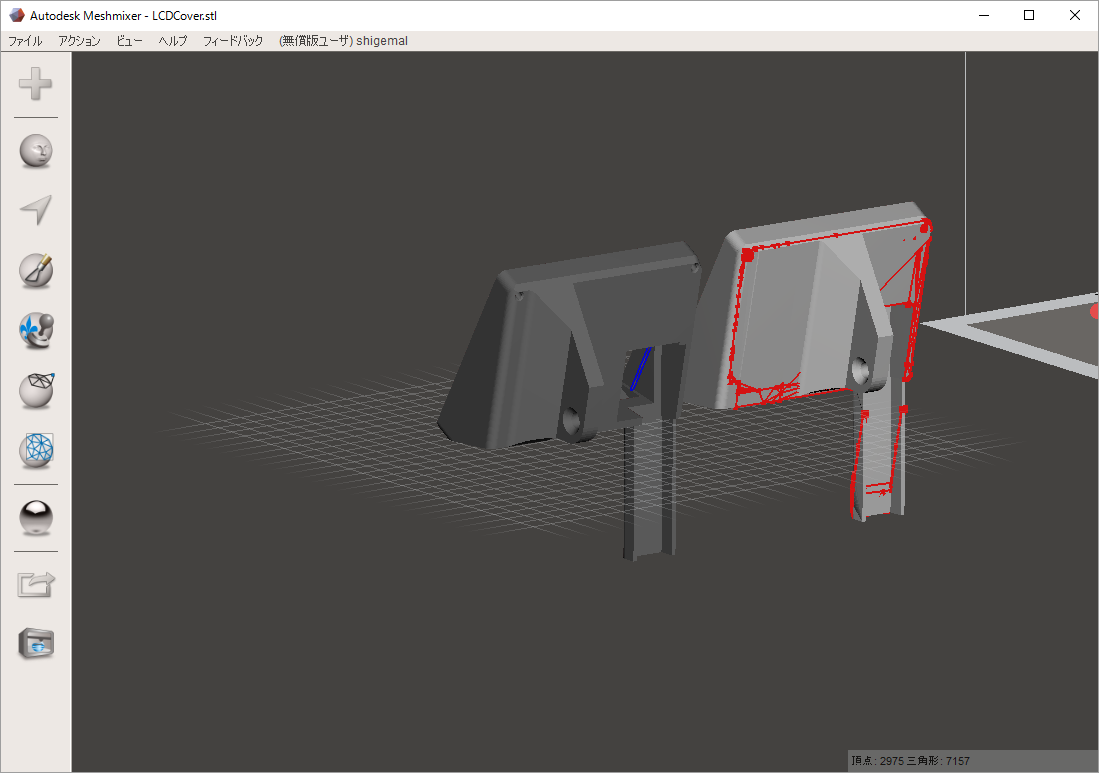 左側のSTLファイルを必要な角度で面でカットして(Sliceする)、当該のパーツをトランスフォームのメニュから移動させて右側の形にして、STLファイルとして保存した。足元のカバーの長さも若干カットが必要だ。
左側のSTLファイルを必要な角度で面でカットして(Sliceする)、当該のパーツをトランスフォームのメニュから移動させて右側の形にして、STLファイルとして保存した。足元のカバーの長さも若干カットが必要だ。


 左の写真は、最近斡旋しているミニバイスのノブだが、十字鍵の結合部で顎を動かす螺子を回すわけだが、螺子の勘合未調整とはいえ鍵の部分が折れてしまうという事例が発生している。
左の写真は、最近斡旋しているミニバイスのノブだが、十字鍵の結合部で顎を動かす螺子を回すわけだが、螺子の勘合未調整とはいえ鍵の部分が折れてしまうという事例が発生している。
この構造自体は、Robo3D以来続けてきたものだが、この事例のようなことは発生していなかった。プリンターとしての差分の観点からみればフィラメントノズルの径が0.6mmから0.4mmに減ったこともあり充填率100%と差はないはずだが、こわれた断面をみると隙間が見えていて、必ずしも計算された充填率と実際の充填率には差が起きてしまうようだ。
Mattercontolのスライサー設定には、フィラメントの送り量についての調整パラメータがあって1.1から0.9の範囲でいじれるので、これを増やして状況をみてみたいと思う。
また強度差分につながるかどうかは不明なのだがパーツ出力において複数部品の同時出力を行ったことも要因となっているかもしれない。壊れた部品については、単体出力と共に、フィラメント送り量の増加、出力層を0.1mmに減らして層間の密着性を高めてみるということをトライしてみる。
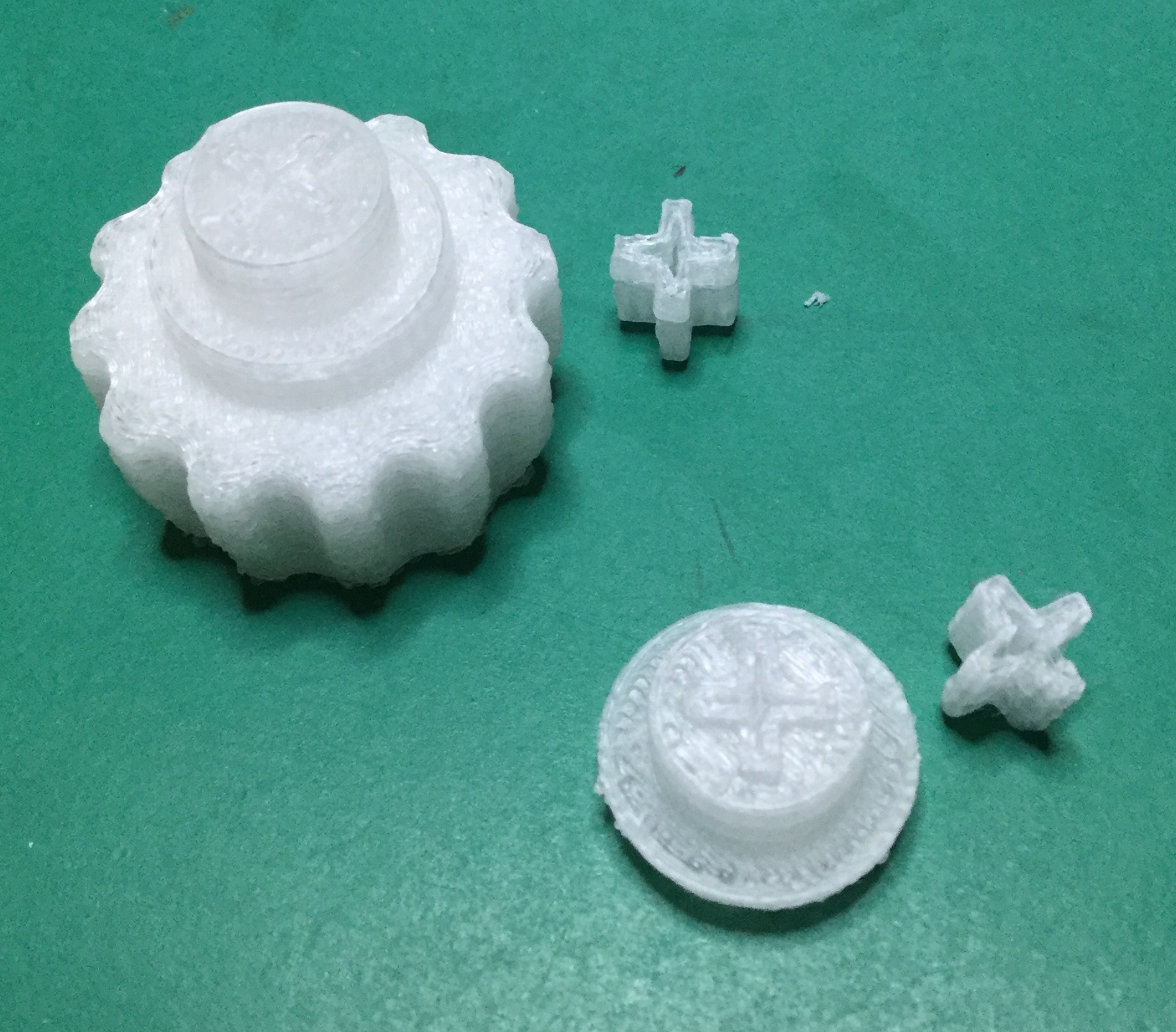
左側がフィラメント送り量がDefaultで右側がフィラメント送り量を5%増しで0.1mmの厚みで出力をしたところ。明らかに空気?がないような透明に仕上がっていて強度は高まったようだ。
十字鍵の部分もあふれかえる状態だ。5%増しは多すぎたかと思われます。こうした状況の場合は、樹脂にアセトンをかけて柔らかくした状態で勘合させて固める戦略でいけます。
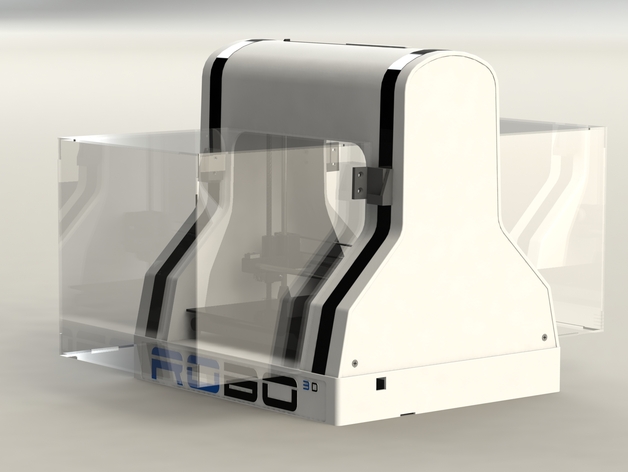 二台目のプリンターが登場してRobo3DのABS出力に課題があるという話でサポートが出来ないかというのも可哀相なのですが、写真のような立派なケースを作られて保温している方もいらっしゃいますし米国では発売もされていますが、レーザー加工が必要だったりと費用もかさむので二の足を踏んで今となっていました。
二台目のプリンターが登場してRobo3DのABS出力に課題があるという話でサポートが出来ないかというのも可哀相なのですが、写真のような立派なケースを作られて保温している方もいらっしゃいますし米国では発売もされていますが、レーザー加工が必要だったりと費用もかさむので二の足を踏んで今となっていました。
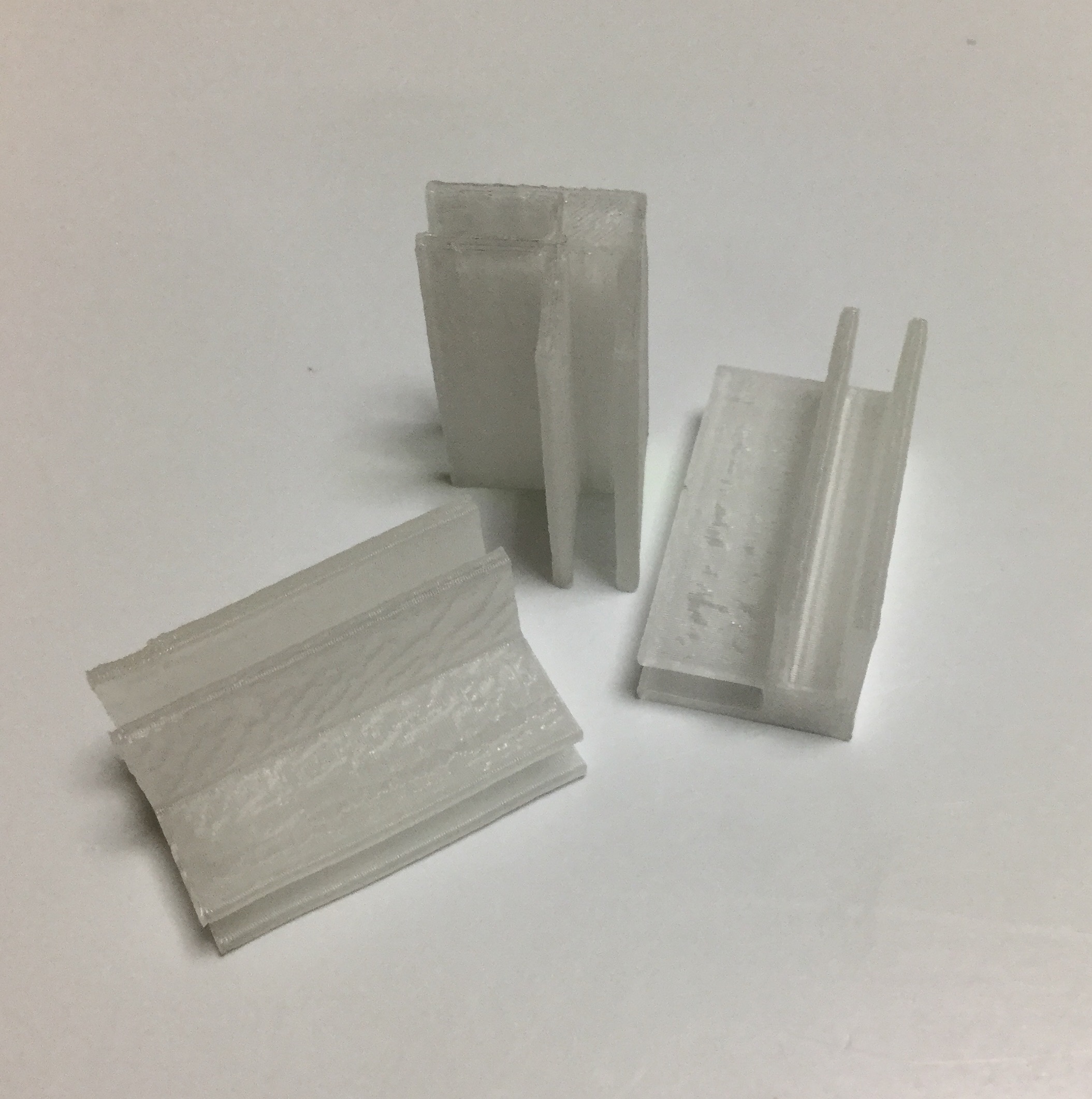
ホームセンターで売っているプラダンでなんだか作れそうな予感がしてきたので、次のような部品を作って、上のような形状で作ってみようと思います。一部はアクリルにするかもしれませんが。
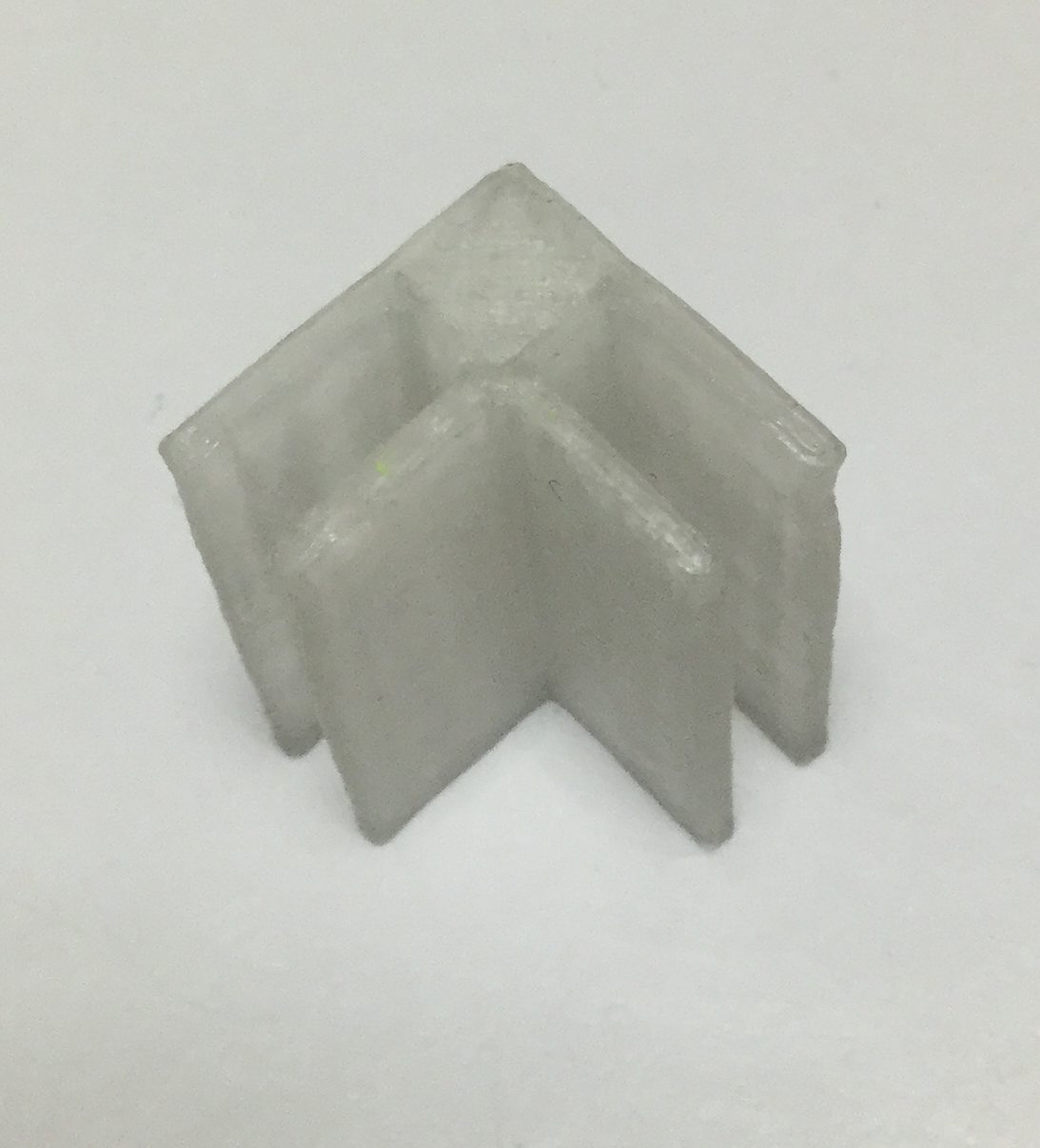 これでコーナーをクリップします。同様な角のパーツも作る予定です。プラダンの材料は300mm幅で90cmでも300円しませんし、厚みも4mmで保温性の点でもよさそうです。見た目の透明でないことが課題ですが、一部アクリルにしても良いかと思います。
これでコーナーをクリップします。同様な角のパーツも作る予定です。プラダンの材料は300mm幅で90cmでも300円しませんし、厚みも4mmで保温性の点でもよさそうです。見た目の透明でないことが課題ですが、一部アクリルにしても良いかと思います。
仮組みした感じは下のようです、実際には角に裏側から透明テープがプラの角材を当てるのがよいのかもしれません。
思いついたら吉日とホームセンターで見かけた足でプラダンを買ってきました。カーブは、物にあてて、プロットしました。カッターで切れて簡単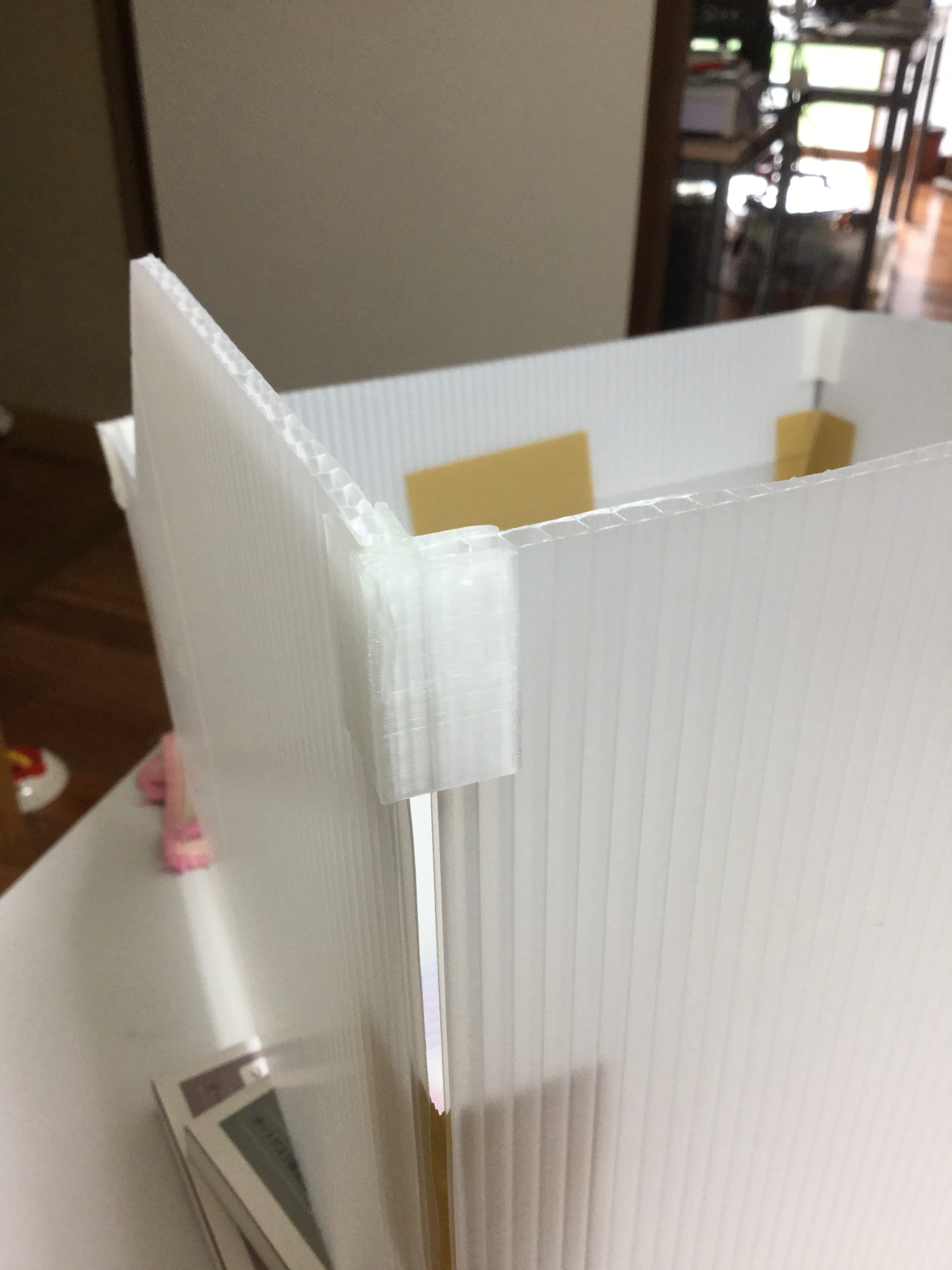 ですね。
ですね。
長いラインの部分の詰め物はテープで良いかな・・・仮止めは色付きでNGだけどね
とりあえず、少し量産してみる。
この構造の部品は、サポート無しで綺麗にでる。コーナはサポート指定しないとNGでしょうね。
 プラダンだと中身が見えないのであり合わせの4mm厚みのアクリル端材を使って窓を付ける形にした。上と前から覘けるようにした。プラダンの材料として連結とコーナー部品は売っていたので、それを使っている。
プラダンだと中身が見えないのであり合わせの4mm厚みのアクリル端材を使って窓を付ける形にした。上と前から覘けるようにした。プラダンの材料として連結とコーナー部品は売っていたので、それを使っている。

 ようやく最終形に近づいた。あとは液晶コントローラの位置を右にずらす部品待ちです。
ようやく最終形に近づいた。あとは液晶コントローラの位置を右にずらす部品待ちです。
結構奥に長いことがわかる。この中で、テーブルが前後に移動する構造なのです。新型プリンター同様に保温筺体に入った形になるのでABSの出力などをこれで変形問題を少しでも解決したい。
カバーはひっかけてあるだけなので、軽く簡単に外すことが出来ます。
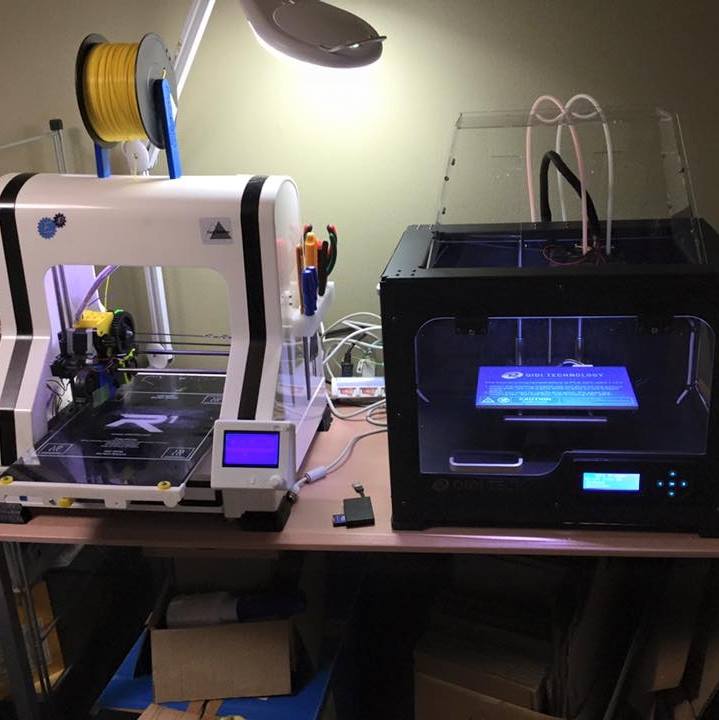
新型プリンターが来て、3Dプリンターの二台体制になると、使い勝手の差で改善できるものは改善したいということが鮮明になる。
フィラメント交換において、エクストルーダーに対してフィラメントを押し付けるネジの開け閉めならびに、その際に飛んでしまった場合のワッシャー収拾のわずらわしさなどがRobo3Dには残っていたので、レバーで交換出来るQIDITECHのプリンターと同様な形にしようということになり、適当な先人達の成果を探したところよさそうなQuick Filament 交換対応という工作が出てきた。
こ゛
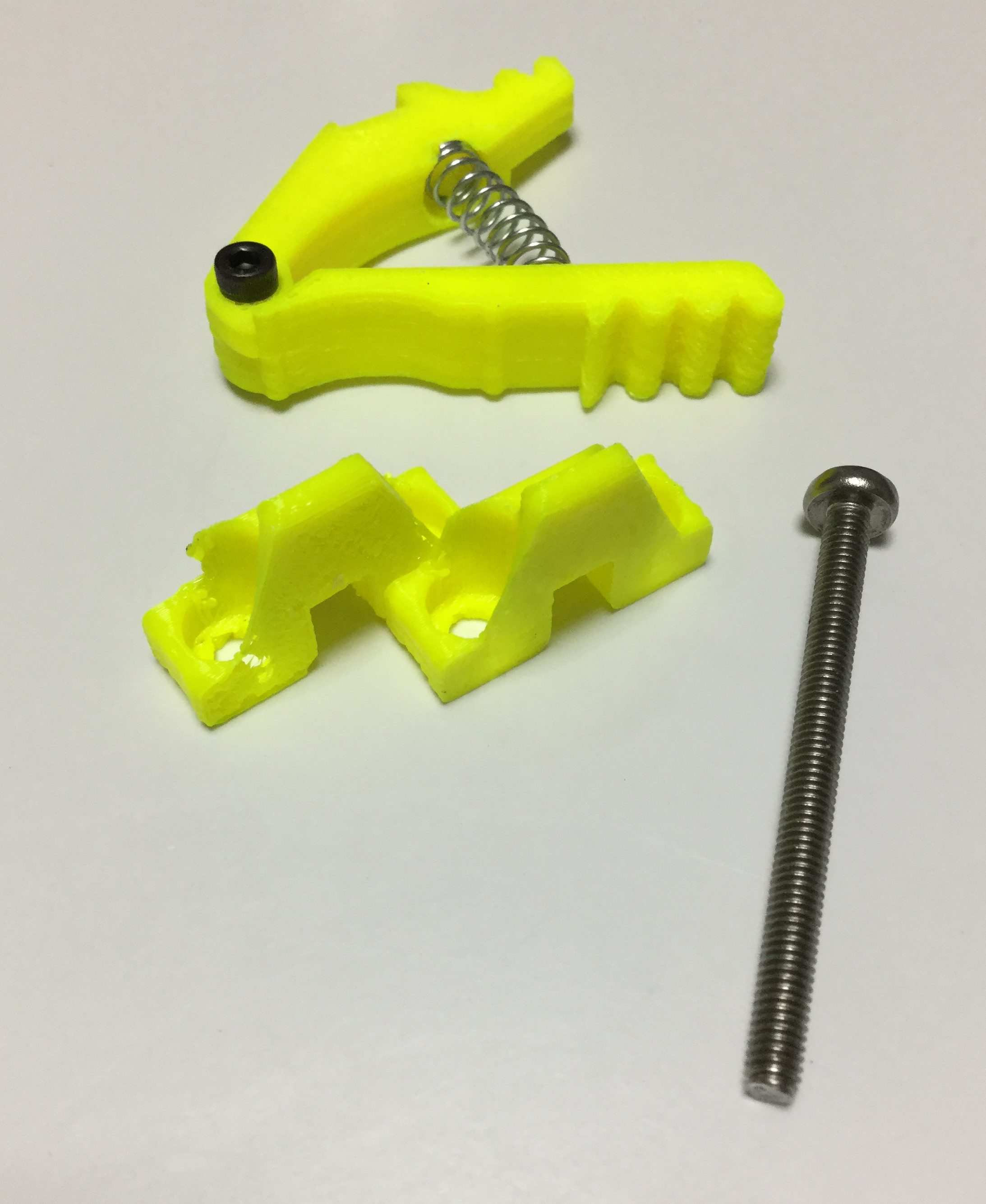 そして、新型プリンター側でABSを使って部品を出力してみました。生憎とM4の長いビスと書かれていたものが50mmでは不足していることが判明して70-80mmのビスを買ってきます。
そして、新型プリンター側でABSを使って部品を出力してみました。生憎とM4の長いビスと書かれていたものが50mmでは不足していることが判明して70-80mmのビスを買ってきます。
また、洗濯バサミのような上の部品にたいしてM4のビス二本を通した下の部品をひっかけて使うのですが、下右側の部品はオリジナルのまま出力しましたがサイズの差からビスを通すと穴径が小さくてフィラメントによる積層が割れてしまいました。経験値として学んでいたことでしたが、忘れていました。2%のサイズ増しをこうしたパーツには適宜適用することで解決しました。下左がそうして出来た部品です。
3Dプリントで作成する部品は、こうした精度が気持ちよいので、印刷で派生するいくつかの誤差については理解してあらかじめ対策をすることが、低価格の3Dプリンターを使いこなしていく要のように感じます。
 生憎とホームセンターであったM4は、50mmまでで、壁に止めつける部品の中にM4 64mmのネジを見つけるのがやっとだった。しかし、これでも長すぎるようで切る羽目にはなった。
生憎とホームセンターであったM4は、50mmまでで、壁に止めつける部品の中にM4 64mmのネジを見つけるのがやっとだった。しかし、これでも長すぎるようで切る羽目にはなった。
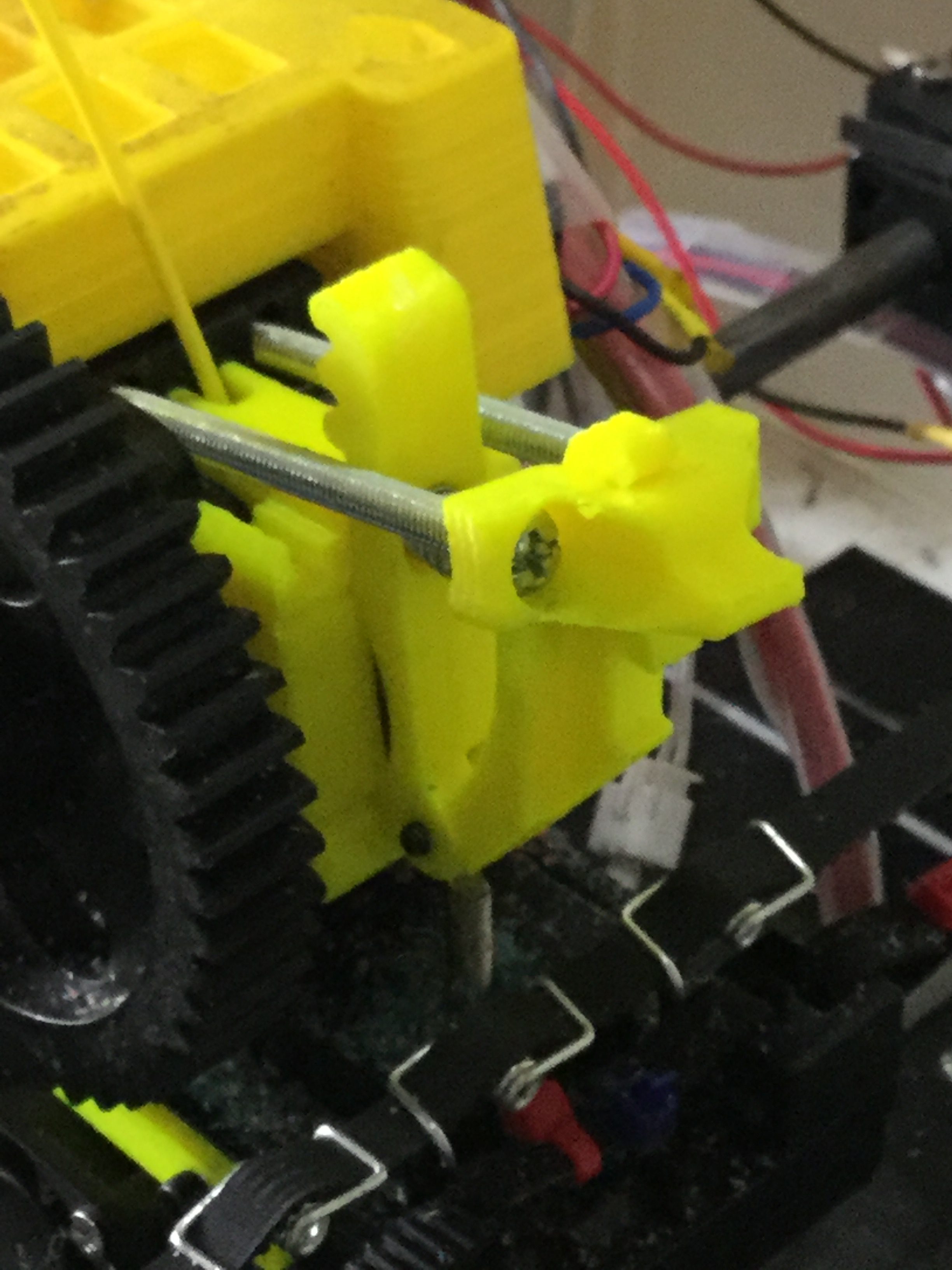
収まり具合からするとよさそうなのだが、ビデオで見れる状況とは異なるので、まだ何か考え違いかベースの部品も改造がいるのかもしれないようだ。
 Robo3D R1プリンターについて
Robo3D R1プリンターについて
組み込みの里で稼働している初代の3Dプリンターで、Reprapというオープンソースベースの派生プロジェクトとして2014年初めに出荷が開始された米国スタートアップベンチャーRobo3Dの製品です。里にやってきてから、そろそろ二年ほどになります。初期製品からのアップグレードを続けて現在の製品と同等レベルにまで更新してありますが、開発元が米国サンディエゴということなので気候条件などについて恵まれた環境であり、使用環境が四季のある国ではいささか問題となり悪戦苦闘してきた経緯があります。現在安定出力ができる環境としてPC直結ではなく、g-codeファイルをSDカードで渡す形式で利用しています。
最近追加されたのが右側のQIDITECH社のAvatar IVというモデルです。機能的にはMakerbot社のReplicator2XやFlashforge社のCreatorPro Dualというモデルの互換機種として現在は利用していますが特に大きな支障はありません。こちらの場合にはX3Gという形式のファイルをSDカードで渡して出力します。
二つの異なる3Dプリンターを使い分ける意味も含めて共通のオープンソースソフトMattercontrolを用いて3Dモデル(STL)からプリンター制御するためのコード生成をするように整備しています。
ご利用される際には、STLファイルをお持ちいただいてMattercontrolを用いてRobo3DならばG-code、Avatar IVならばX3Gを生成していただきSDカードに書き込み印刷するという手順になります。SDカードに書かれる場合にはファイル名の長さにもご注意ください。拡張子込みで31文字となっています。Avatar IVの場合にはX3Gですので最大27+”.X3G”となります。
| R1(Customized) | Avatar IV | |
| 速度 | 0-50mm/S | 0-150mm/S |
| 層厚み | 0.1-0.3mm | 0.05-0.2mm |
| サイズ | 210x228x168* | 230x150x150 |
| フィラメント | PLA/ABS/NYLON | PLA/ABS/NYLON/PVA |
| Extruder | Single | Dual |
| Control | G-code | X3G |
3D設計から、印刷に至るまで
3Dデータを一から起こす場合や、既存データを改造することから始めるなど様々ですが、趣味での利用ということも含めて無償で活用できるソフトをベースにした里での事例は次の通りです。
既存データアーカイブから先人の事例を学びましょう STLデータを参考に活用できます。
(役に立つアイデアや利用可能なパーツが見つかります)
thingiverse 色々な作例がありますし、里で作ったものも登録しています。
3D設計を行い3Dデータを作ります。
123Design (PC環境 MacOS/Windows/Linux)
Fusion360 (Cloud環境)
3Dデータから3Dプリンターの出力に必要なデータに変換します。
(印刷精度やフィラメント種類やプリンター速度やそのほかのパラメータなど)
組み込みの里では、Mattercontrolというソフトを利用して、それぞれのプリンターに応じた形のデータに変換しています。この処理で物理的にかかる時間や必要なフィラメントの量などを知ることができます。
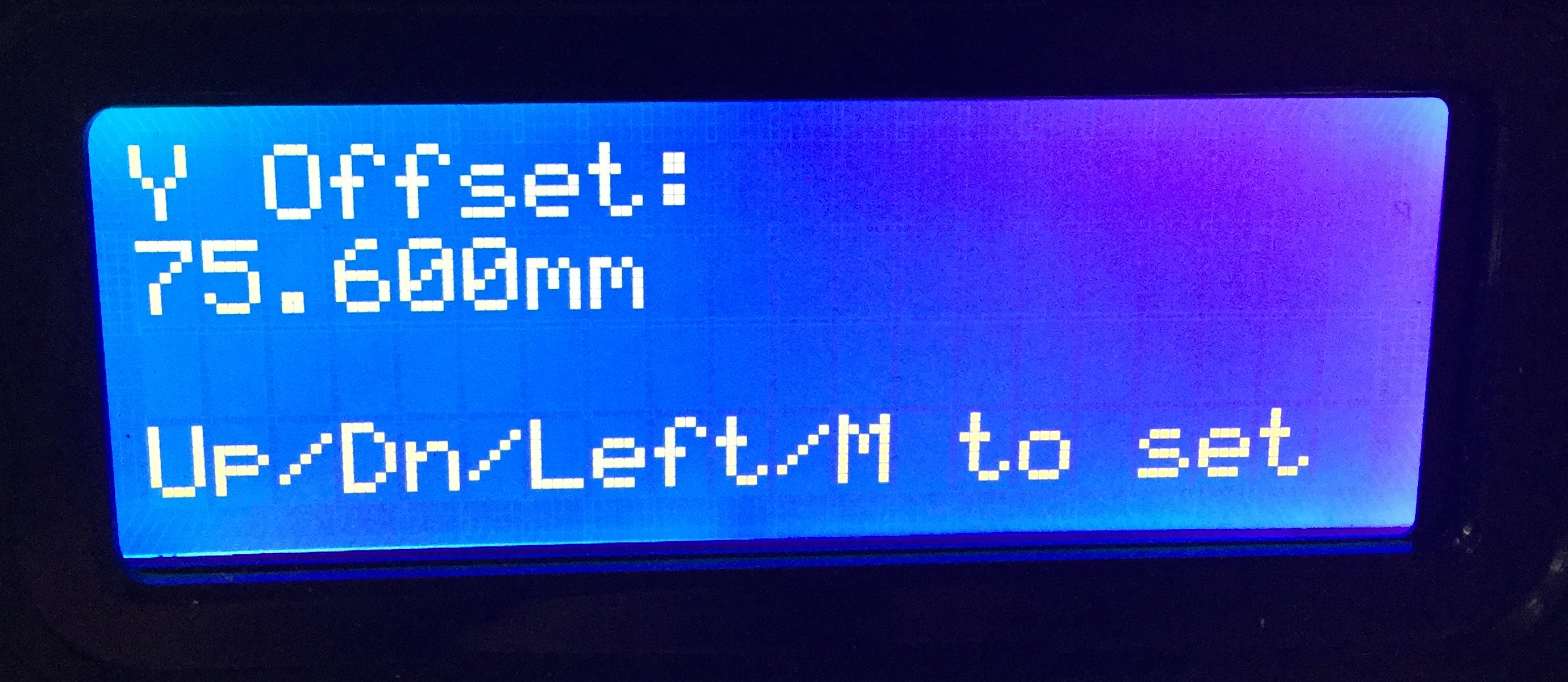
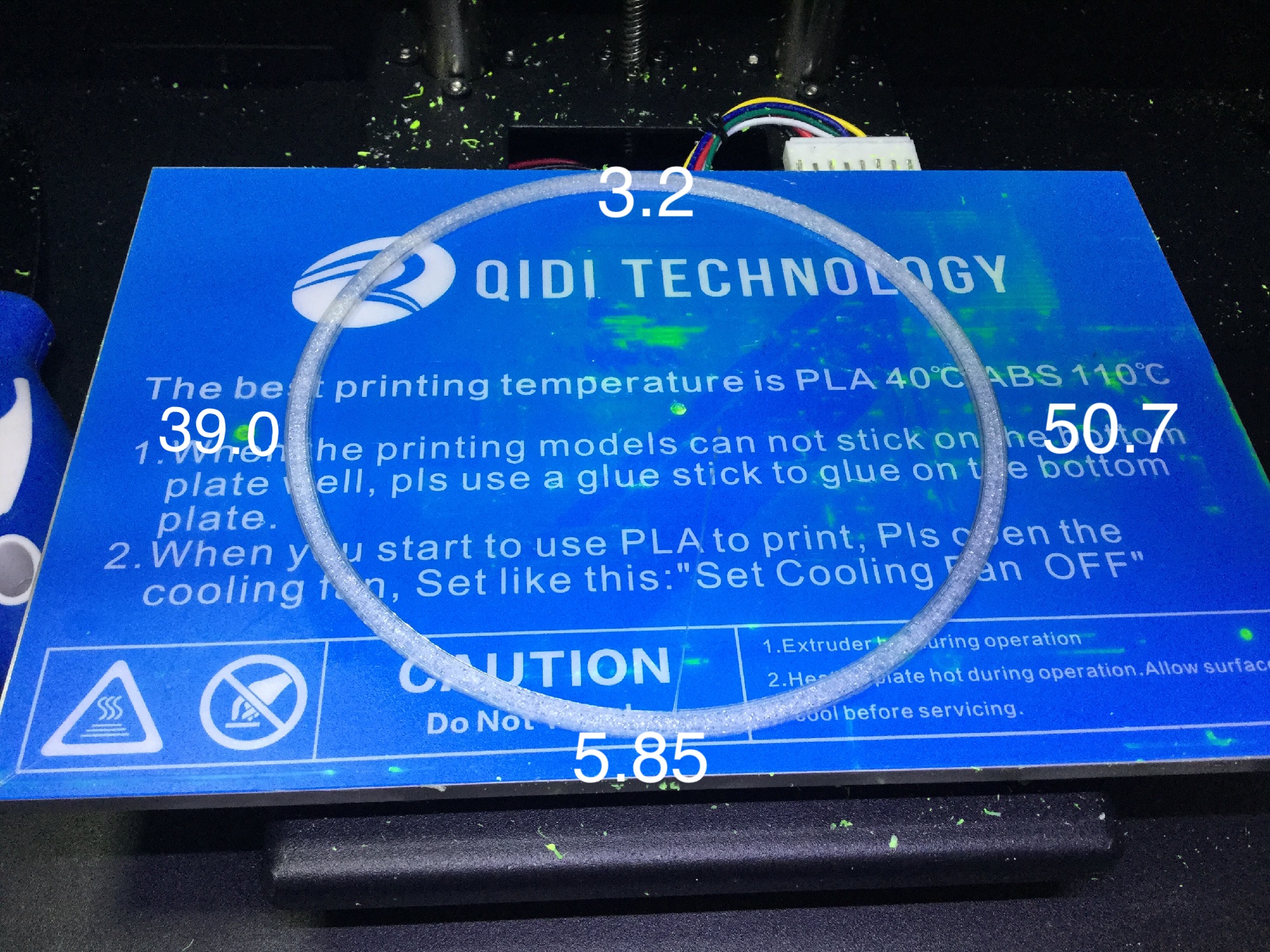 位置調整の目的で、サークル校正用出力データをプリントしてプラットホーム周囲からの距離を計測しています。
位置調整の目的で、サークル校正用出力データをプリントしてプラットホーム周囲からの距離を計測しています。
このズレをHome Offsetパラメータ(Sailfish Firmware)設定に反映すればよいという理解でトライしています。
ほぼ現在の位置でも入っていると思われますが印刷開始時点でヘッドが左に振った際に大分当たっていることからも、この結果は正しく、まだズレているという認識です。現在のOffset値はsailfish firmwareのサイトから持ってきた値です。
X home offset 152
Y home offset 75
当たらなくなるほどの位置にしたところ、センターの位置も適切な位置に近づいたようです。
 次回の報告で最終パラメータ(Sailfish Firmware)をお伝えできそうですね。
次回の報告で最終パラメータ(Sailfish Firmware)をお伝えできそうですね。
当たらなくなりました。X Home offsetもY Home offsetも結果に基づいて追い込みができるようになりました。
このデータに基づいて調整したところ
ほぼセンターの位置だしはできたと思われます。
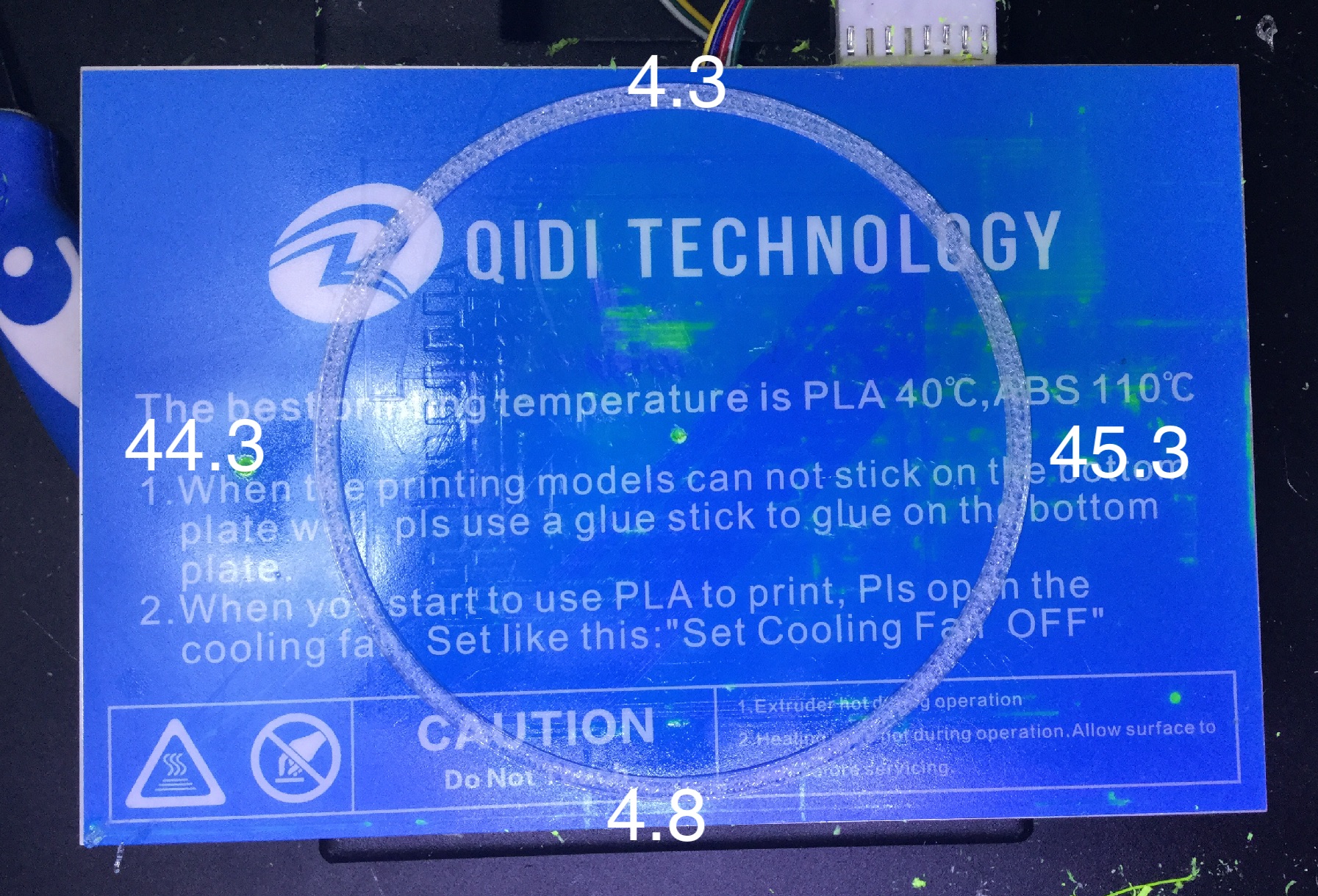 結果は、次の通りです。
結果は、次の通りです。
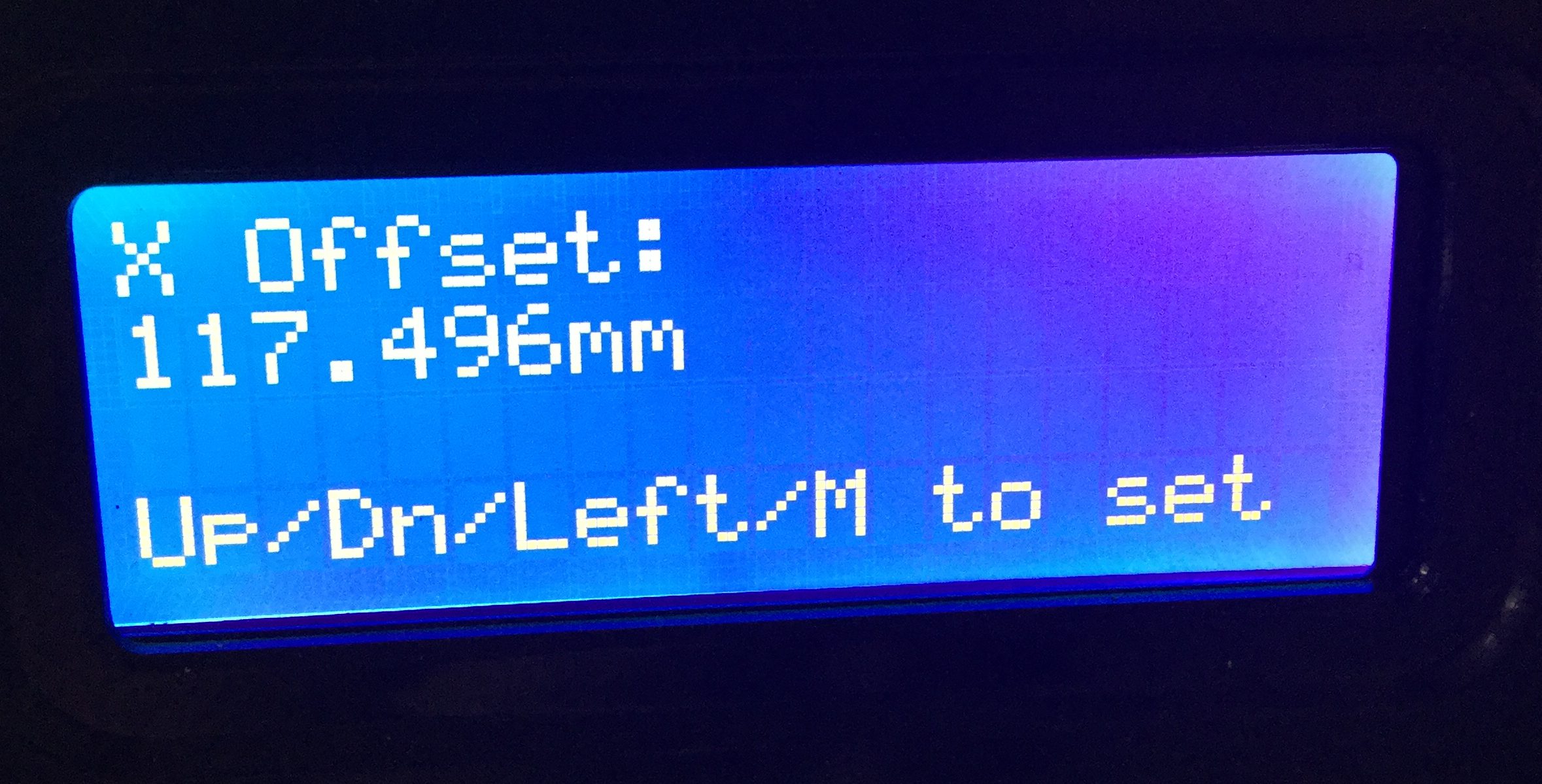
0.5mmをX-home offsetにかけて写真のようなFirmwareパラメータにしました。
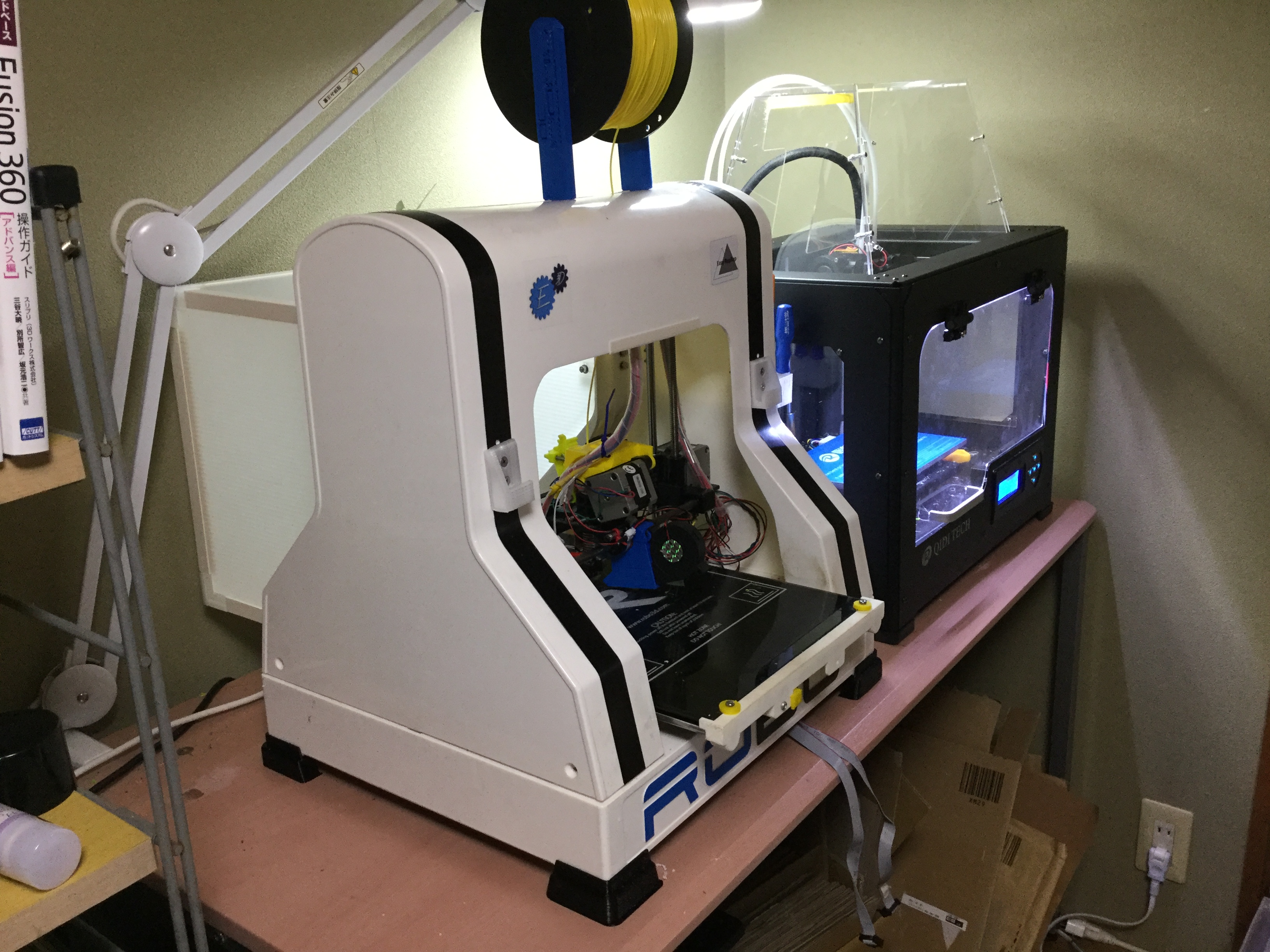
[はじめに]
QIDITECH AvatarIVというMakerbot互換のプリンターの導入で発生した問題と対策を記します。予め断りしますが、ここでいう問題点はメーカーのいう通りの使い方をしたうえで起きたものではないので、あくまでもこちらの都合で異なる3Dプリンターに共通のスライサーからGCode生成までを行いたいがために起きたわがままな話です。製品本来の問題ではありません。最初の写真左がRobo3D R1+相当のプリンターで、右が今回のQIDITECH Avatar IVです。
[やりたいこと]
Robo3D R1+組み込みの里仕様 (Marlin Firmware)とQIDITECH AvatarIV (Sailfish Firmware)の双方を同一のスライサー環境で生成対応したい。
2013年秋からRobo3Dプリンターを導入して利用してきましたが、取り巻く制御ソフト環境もRepitierというOpenSourceのものから始まり、ハードの進化改良も含めて、今はMatterControlというものになっています。こちらもオープンソースのもので様々なプリンターに対応できるようになっていますので、今回の追加導入されたMakerbotのReplicator2X相当の中華3Dプリンター(QIDITECH社のAvatarIV)です。
[使うソフト]
Mattercontrol 1.5(.3) MacOS/Windows/Linuxで利用可能で、プリンター直結でのUI制御と共にG-code生成してバッチ運用ができる。(SDカードでハンドリング)
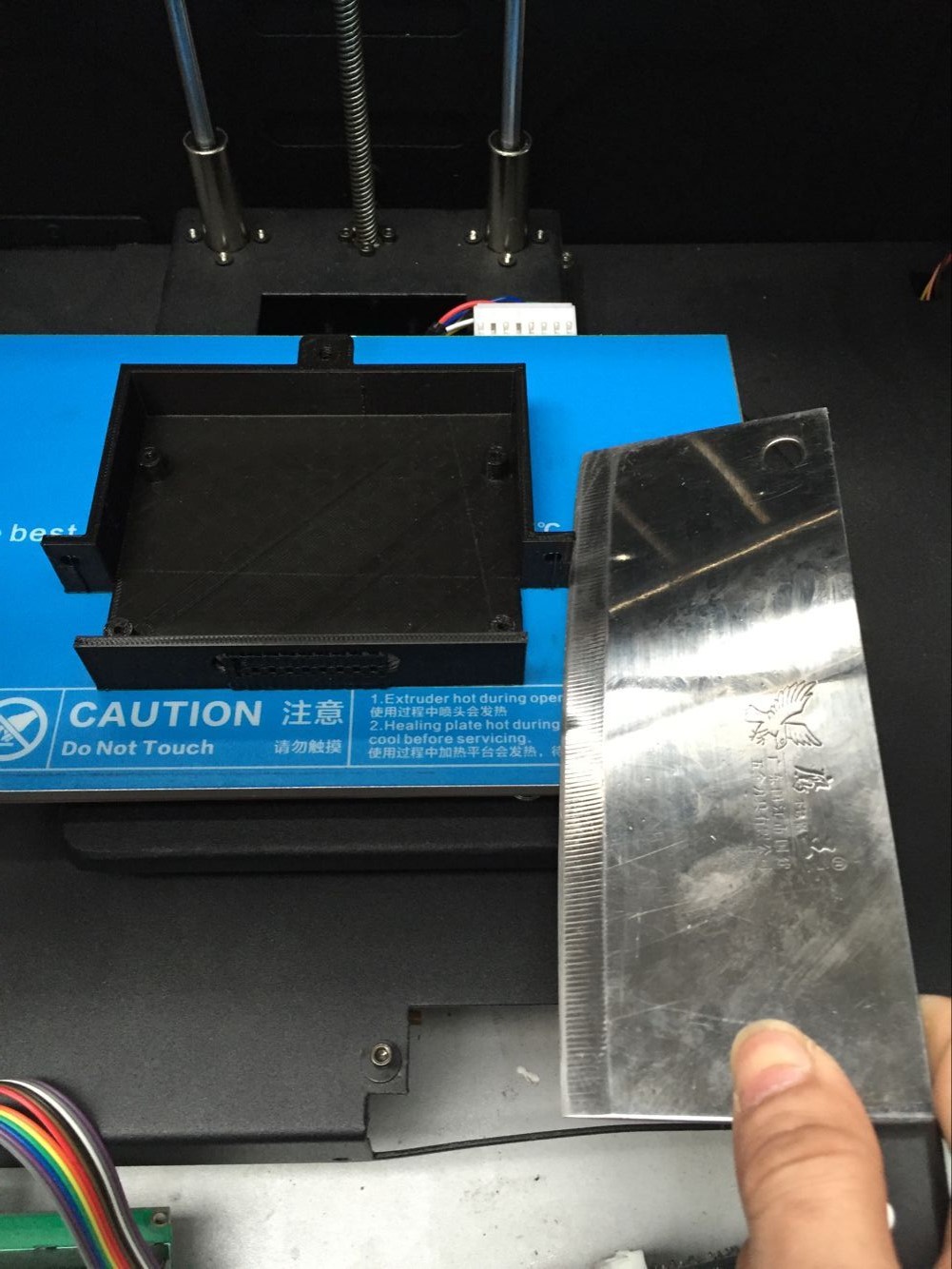
[問題点1 ABS運用で110C設定で粘着が強すぎる]
ヒートベッドが30C程度まで低下してからはがすことで対応。
Raftは不要、最悪のケースは包丁をあてるのが良いというのがメーカーの言い分。
[問題点2 出来上がりのサイズが一回り小さい]
用いられているXY軸の制御のギア比が異なっていたようだ。Makerbot > Flashforge = QIDITECHとなっている。参照したモデルMakerbot(Replicator2X)とは少し異なっていた。
M92 X94.5 Y94.5 Z400 E96 ;sets steps per mm for x3g driver ただしい
[問題点3 出力テーブルのセンターに出力できない]
MakerbotタイプのUI世界では出力プレートのセンターが(0,0)となっている。Home offset、Tool offsetのUI側設定と、Firmware側の設定項目の双方との影響を確認しつつ設定値にたどりついた。当初はプレート一杯に出力しようとしたが出力できなかったが、達成できた。
On Connect G-code
M206 X152 Y75 Z0 ;sets home offset (opposite values of bed size)
Extruder Offset (Extruder1)
X 34mm
SDカードにX3Gフォーマットで生成することでQIDITECH Avatar IVには出力が可能となった。
従来のRobo3DにはG-codeフォーマットで生成することで対応できている。
[問題点4 充填率1.0でも空きができる]
Extruderの出力条件に付加するmultiplyerで最大1.1まで拡大できる。これで調整したところ見た目にも確認がとれた。写真は1.05だったが、まだ少なくしてもよさそうです。
左側は充填率1.0でExtruderのmultiplyerも1.0で
右側は充填率1.0でExtruderのmultiplyerは1.05です。
透明度が上がったのは充填率が達成されたためです。
[現在の設定情報]
30%密度 0.2mm PLA
100%密度 0.2mm ABS
 このツールは、USBで充電して利用する3Dプリント作品出力専用の修正鏝で、鏝先は交換して何種類か変えられます。
このツールは、USBで充電して利用する3Dプリント作品出力専用の修正鏝で、鏝先は交換して何種類か変えられます。
糸引きなどの部分を除去するのに加熱しながら行います。
同様な修正目的のツールとして超音波カッターもありますが、使い勝手を見極めたいと思います。