大型のタイマーを作ることになり、開発要請元のご希望はアクリル板でカバーしてほしいということでしたので背面をマットな黒アクリル、前面を透明アクリル板で構成して間にNeoPixelのLEDを並べるというもので、透明モールを使うというものと、防水カバー付きのNEOPIXELをそのまま使うというものの2種類を作りました。アクリル板を挟み込むのはアルミチャンネルで、コーナーにカバーとコアとなる部品を2つ3Dプリンターで作り構成しています。
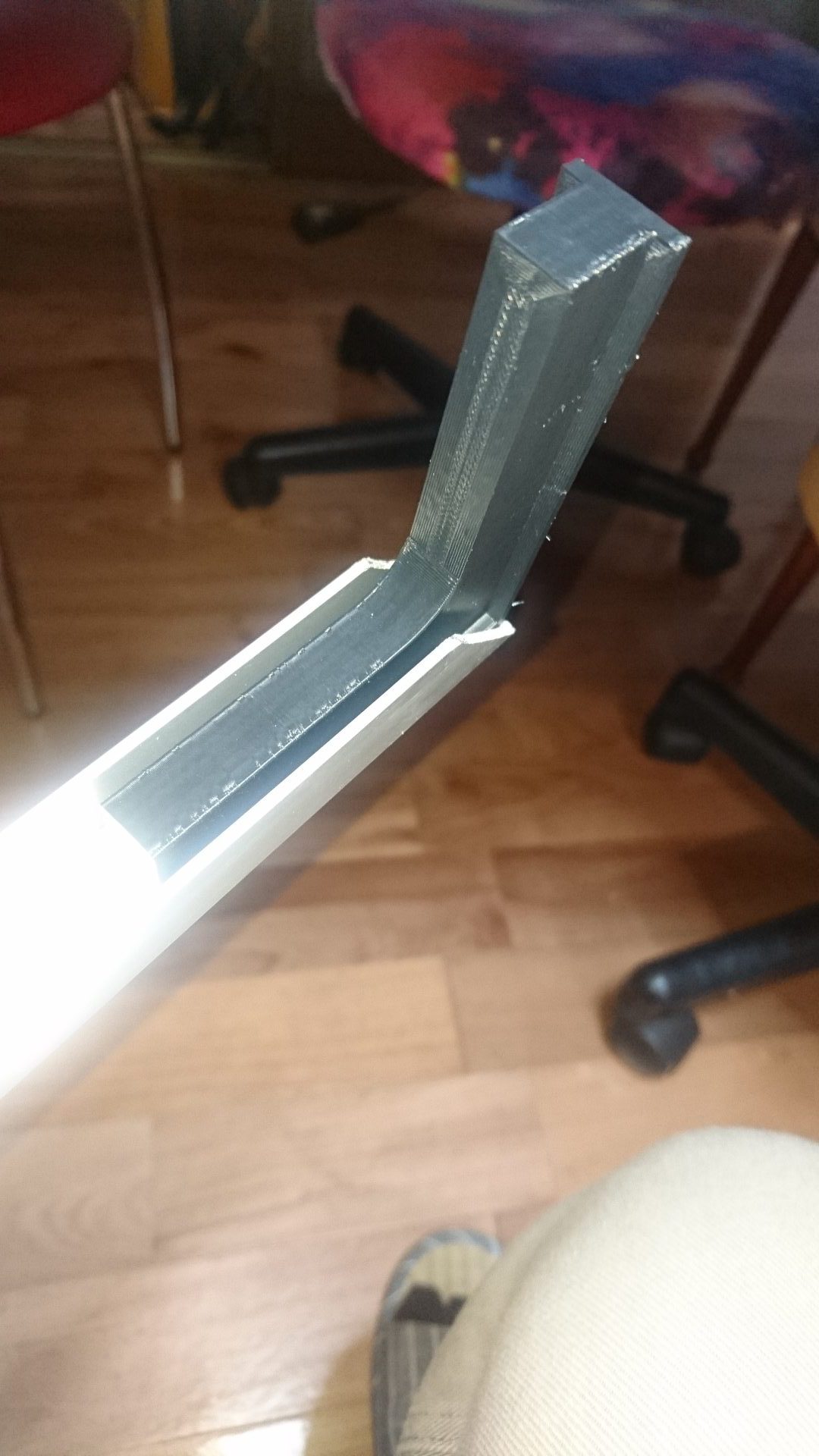
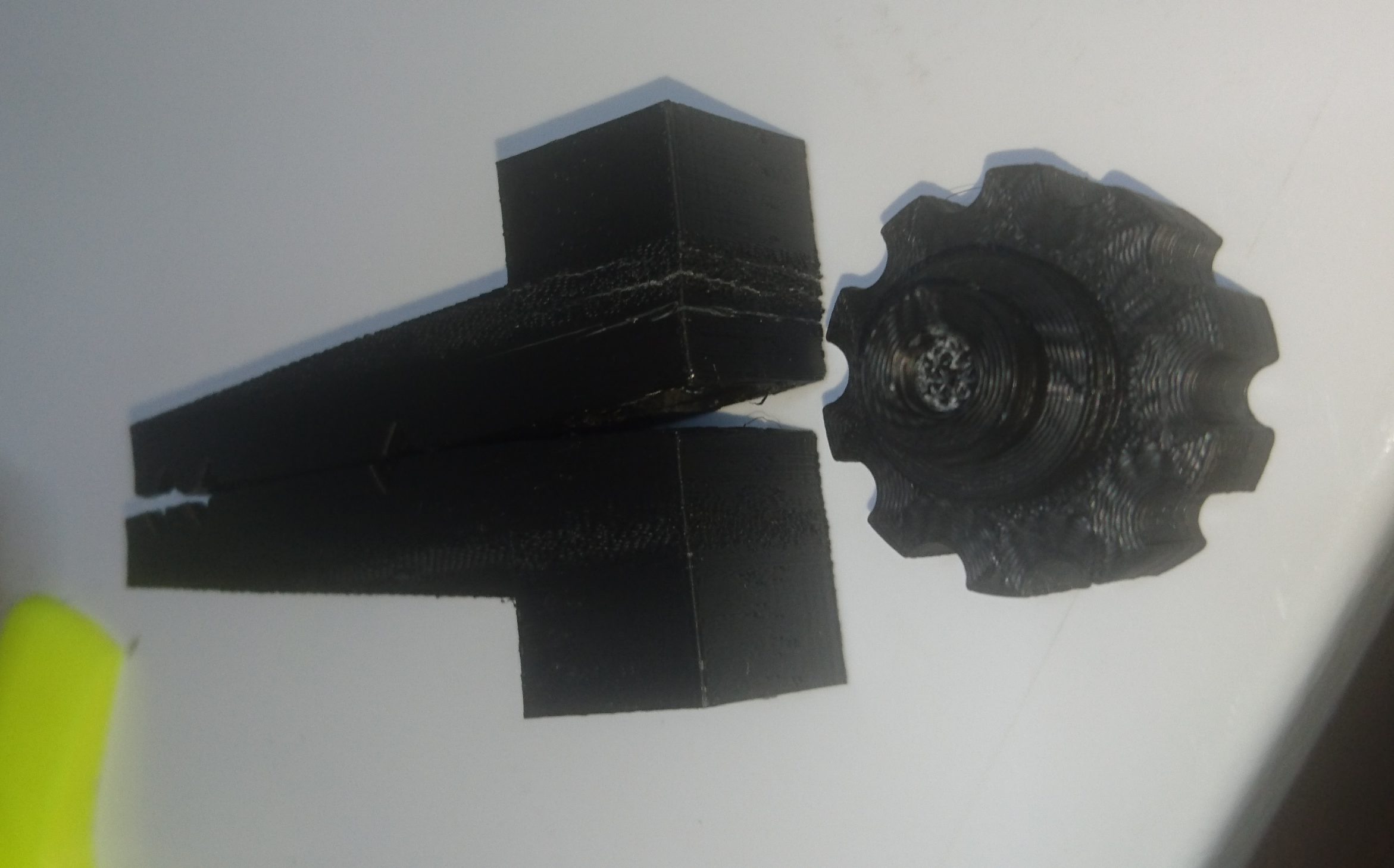
コアとなる3Dパーツと45度加工したアルミチャネル
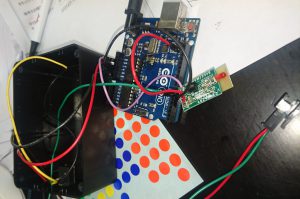
Arduino UNOとBT-HC05

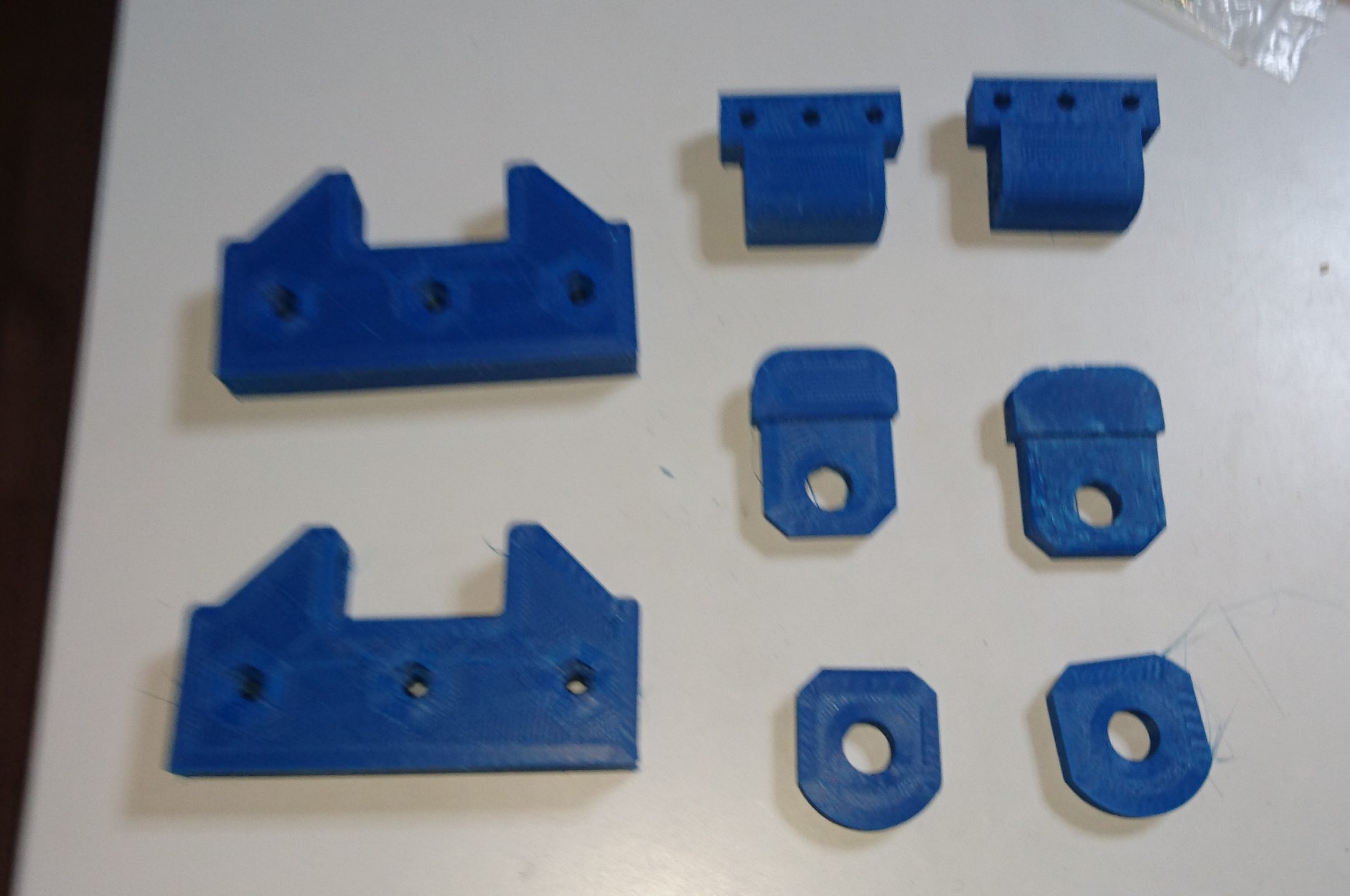
コーナーパーツは外側カバーと、内部コアです。 この積層方向はちょっと弱かった気がします。

外殻部品でなかのコアとアルミフレームを締め付けています。

NEOPIXELを150球使っています、電源は5V 8Aというものがアマゾンで見つかりましたが、NEOPIXEL用途のようですね。セグメント表示用のアプリは、この後作りました。
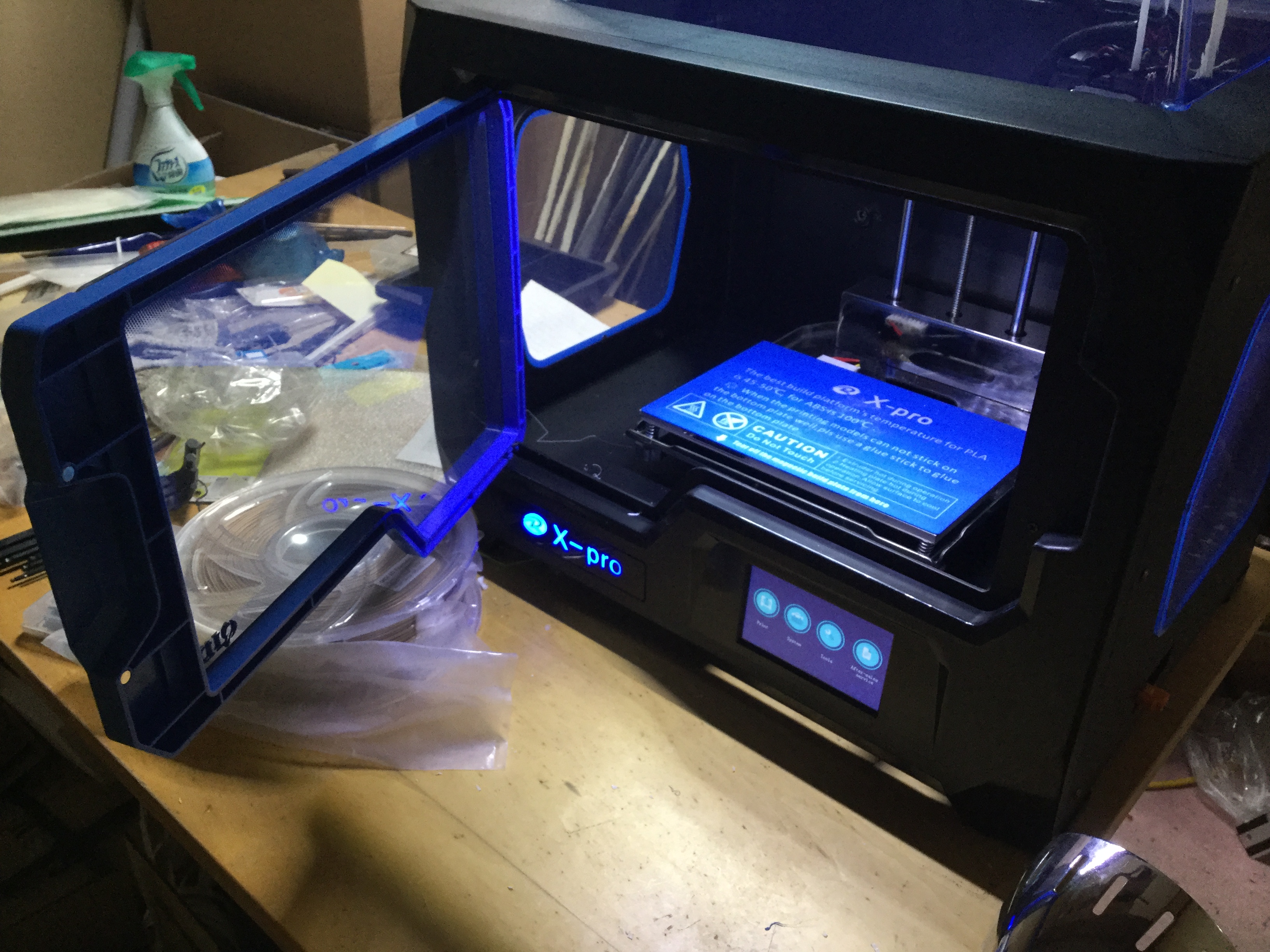
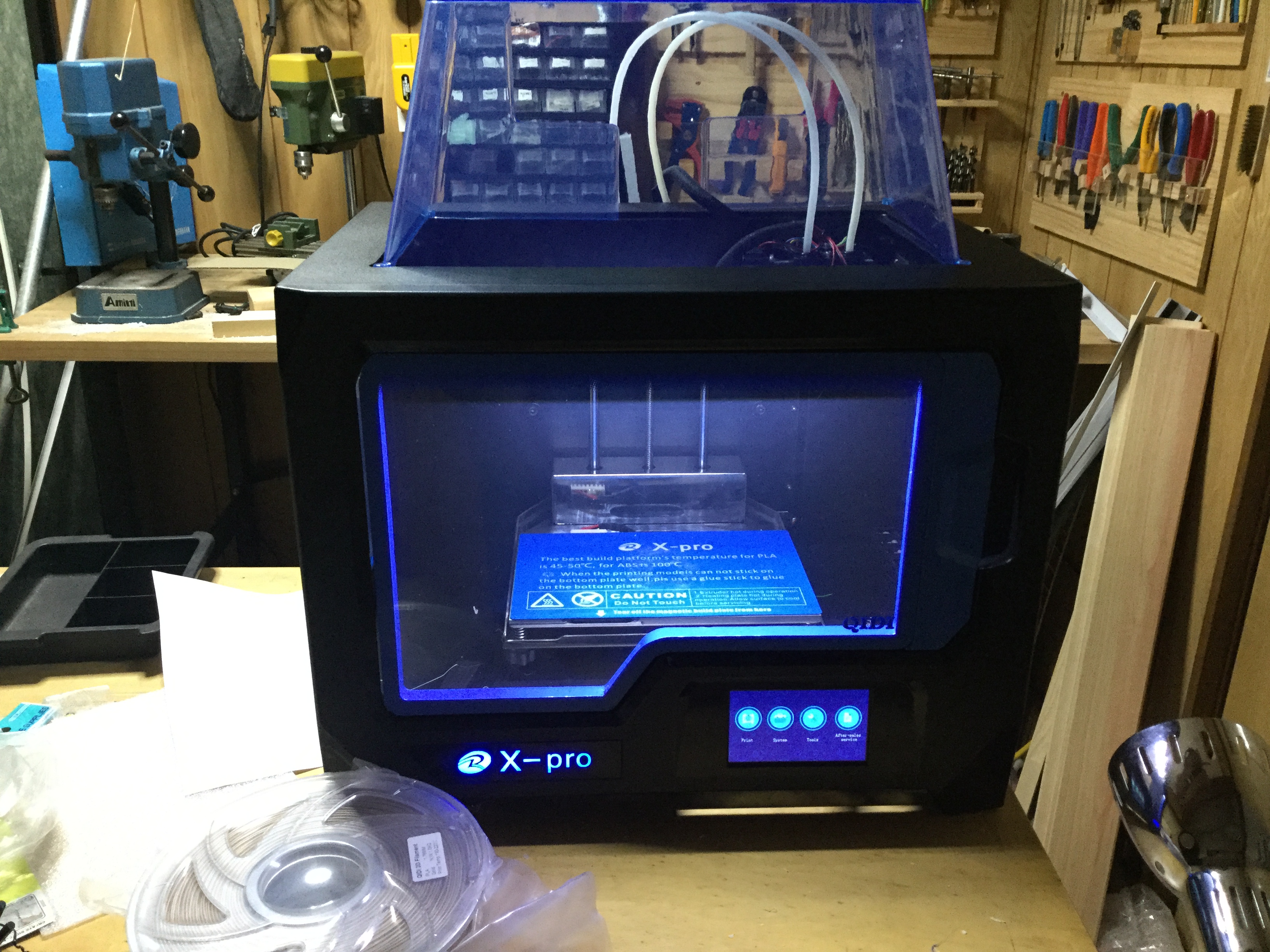
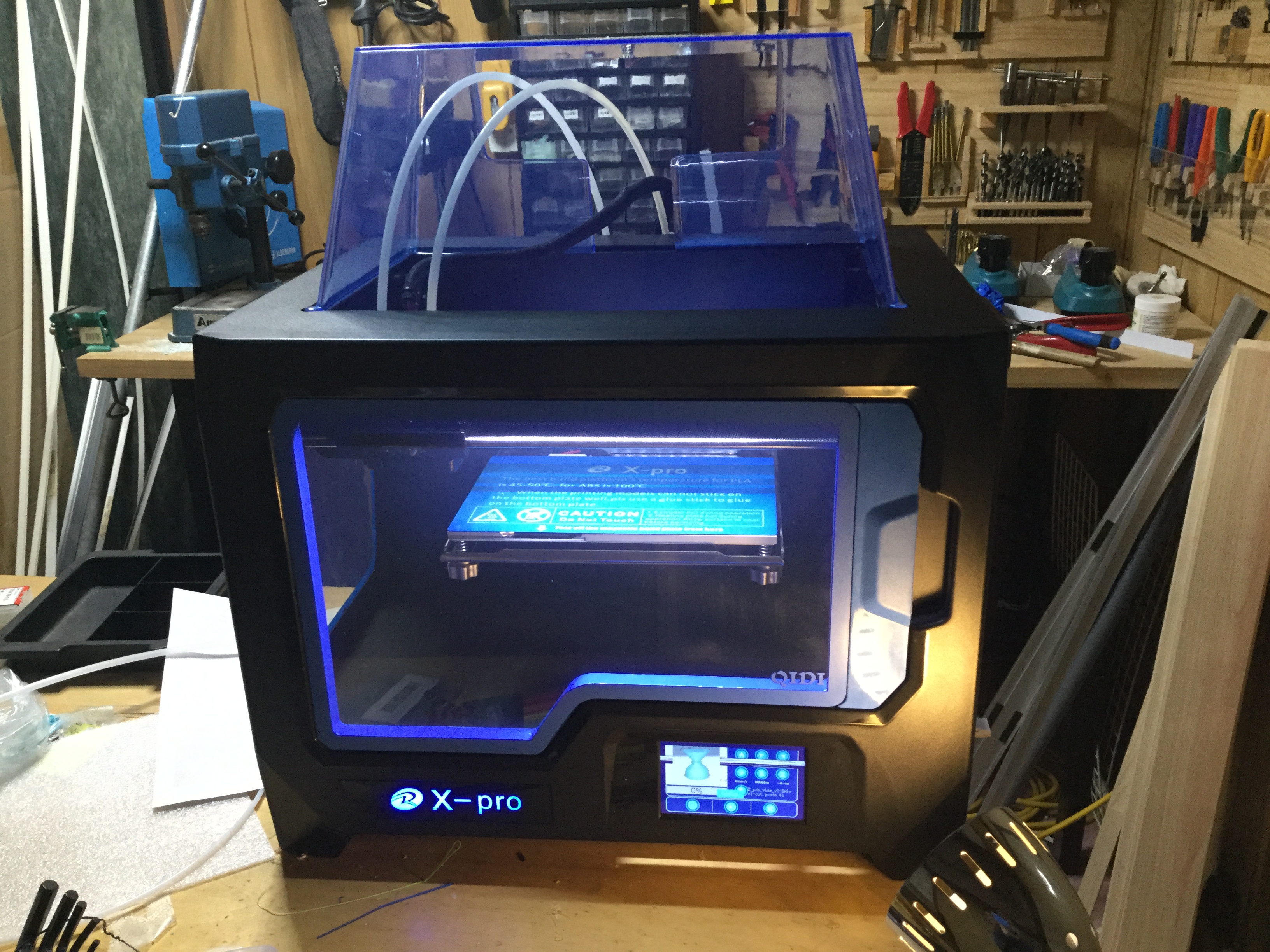
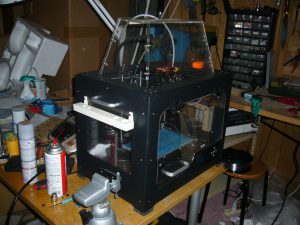 組み込みの里では三台のプリンターがあります。QIDI社のTECH1, X-ONE, X-Proです。これらのプリンターから出力を得るためにはSTLファイルやOBJファイルといった3DモデルのデータをQIDI社から提供されている
組み込みの里では三台のプリンターがあります。QIDI社のTECH1, X-ONE, X-Proです。これらのプリンターから出力を得るためにはSTLファイルやOBJファイルといった3DモデルのデータをQIDI社から提供されている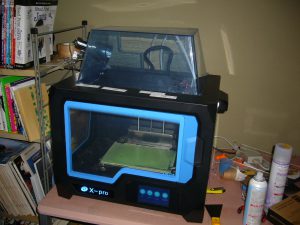 が提供するFusion360や
が提供するFusion360や す。造形設計を行う場合、旧来あった123Designは32ビット環境で動作していましたが、サポート終了となりダウンロード先はなくなりました。後継のソフトとしてはTinkercadがオンラインソフトではありますが32ビット環境でも動作します。ネット接続とアカウント登録が必要です。
す。造形設計を行う場合、旧来あった123Designは32ビット環境で動作していましたが、サポート終了となりダウンロード先はなくなりました。後継のソフトとしてはTinkercadがオンラインソフトではありますが32ビット環境でも動作します。ネット接続とアカウント登録が必要です。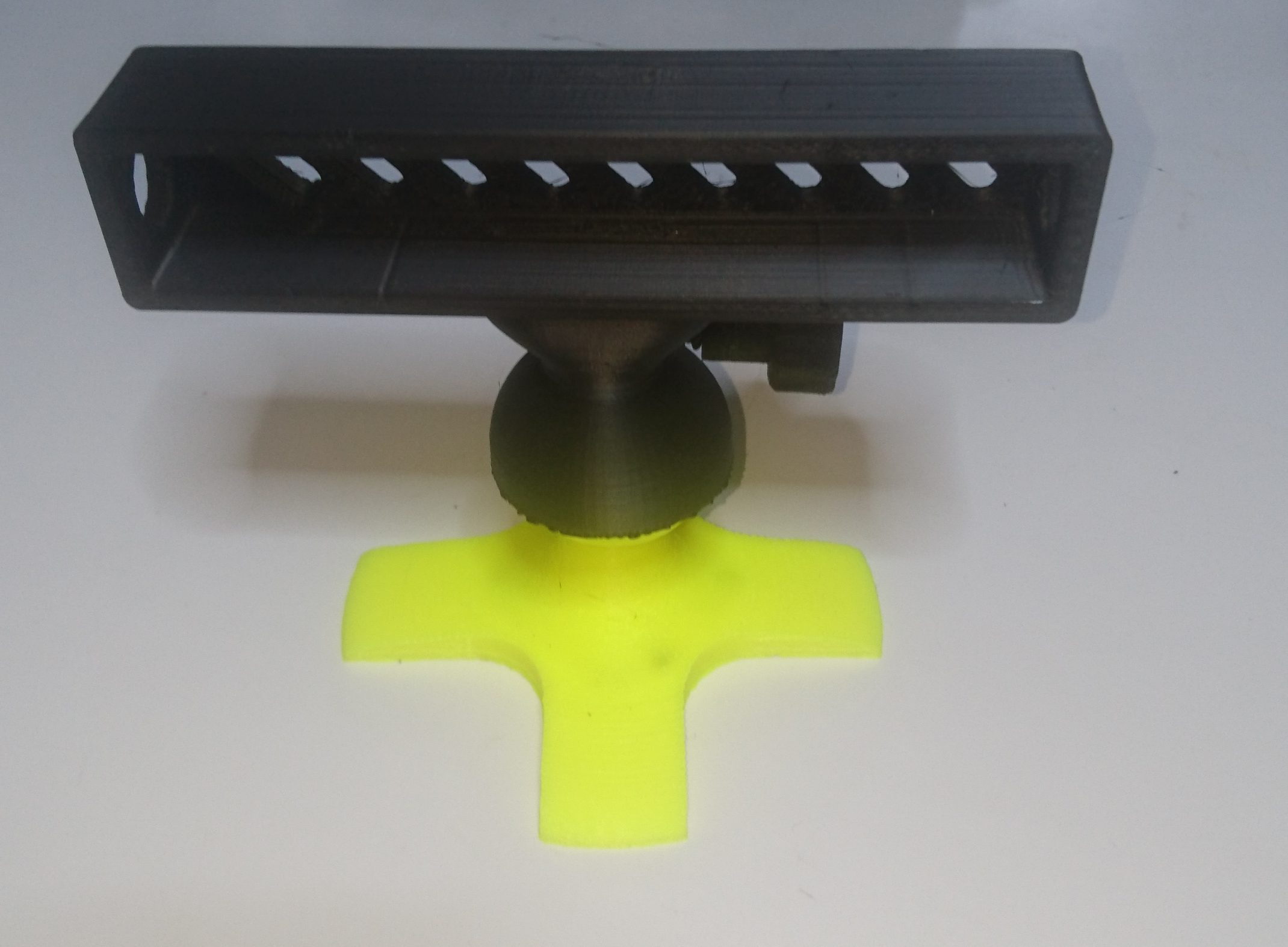







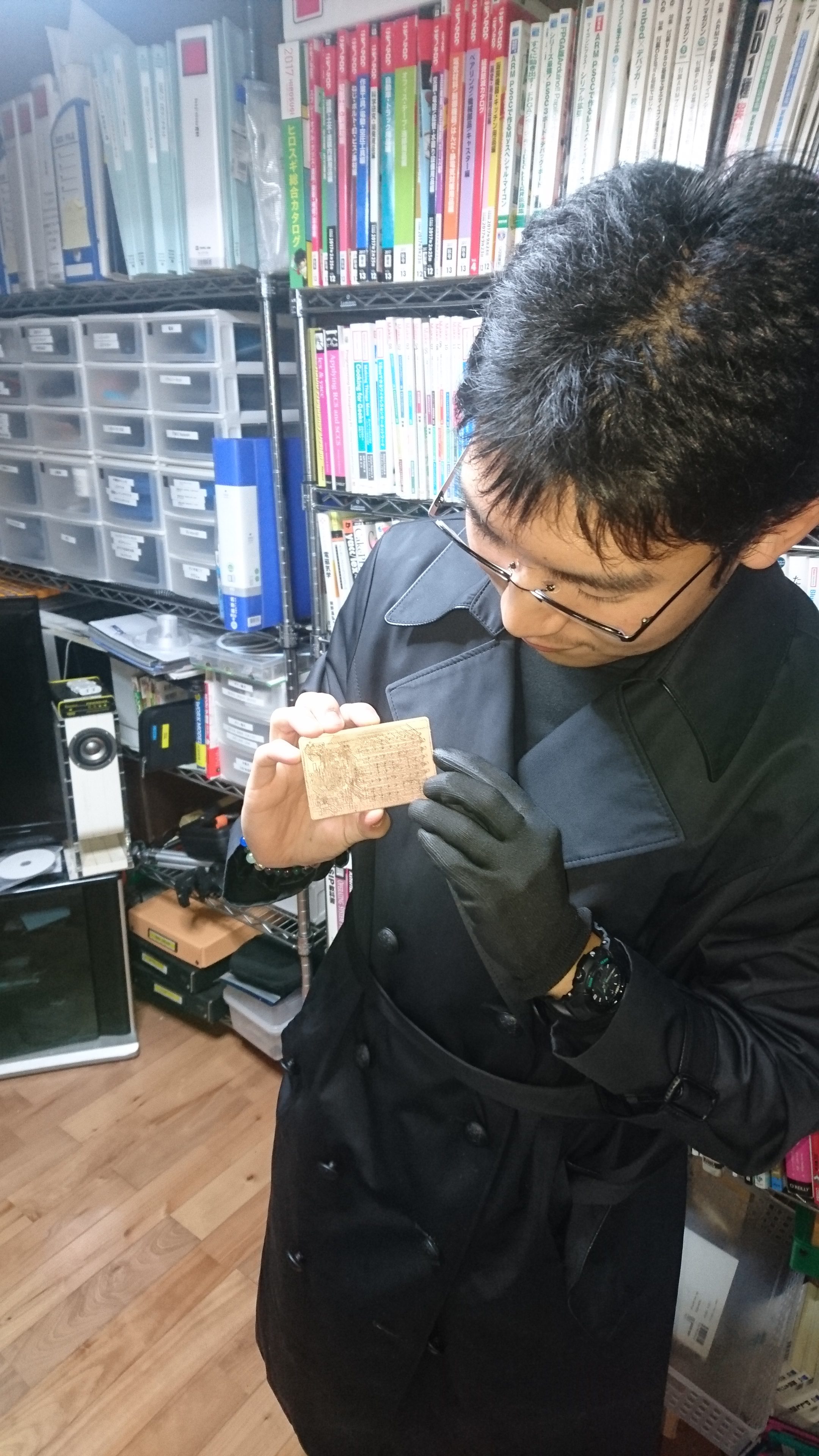




 携帯電話の充電器基板を起こしました。秋月のケースに入れて単三電池二つと納めることができます。
携帯電話の充電器基板を起こしました。秋月のケースに入れて単三電池二つと納めることができます。