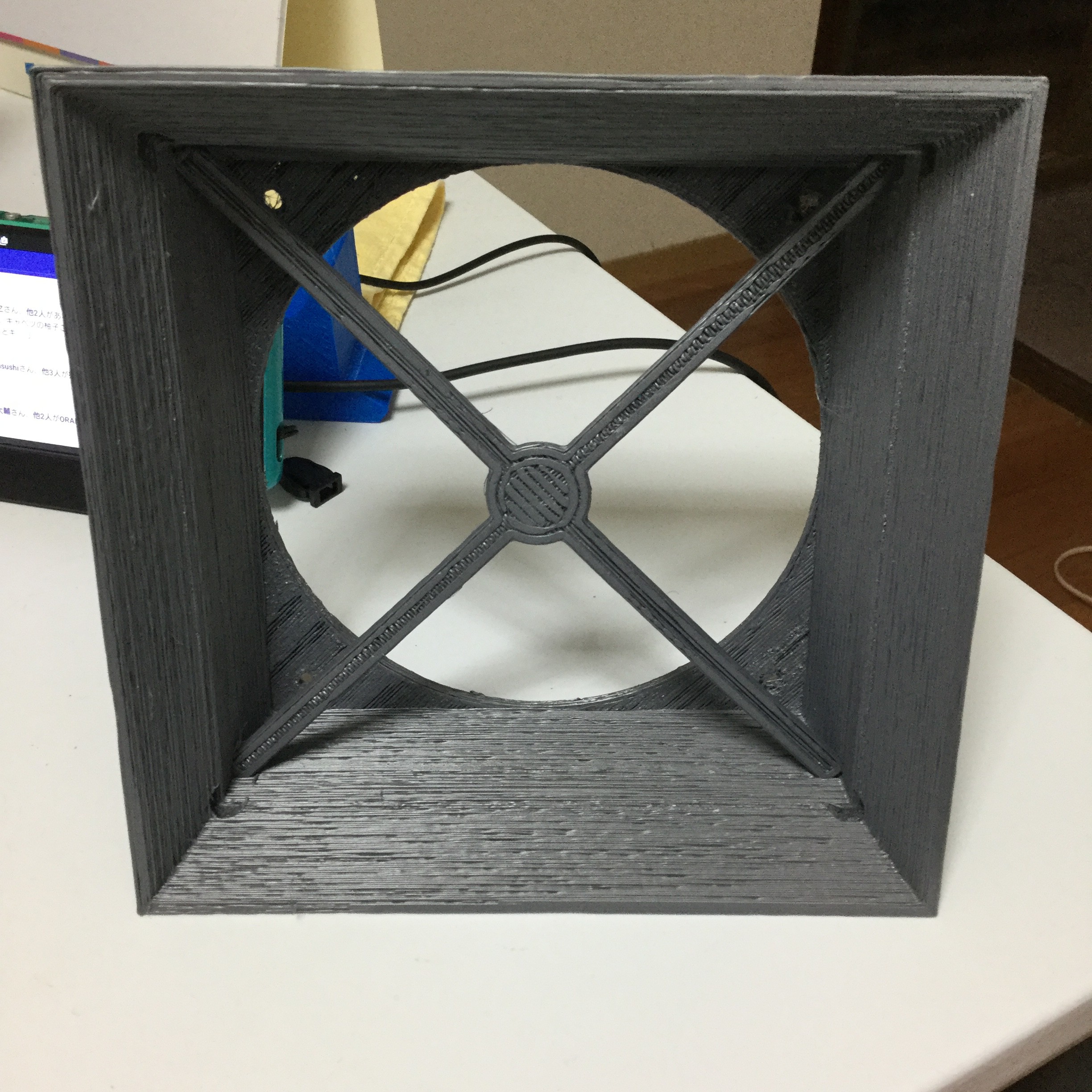
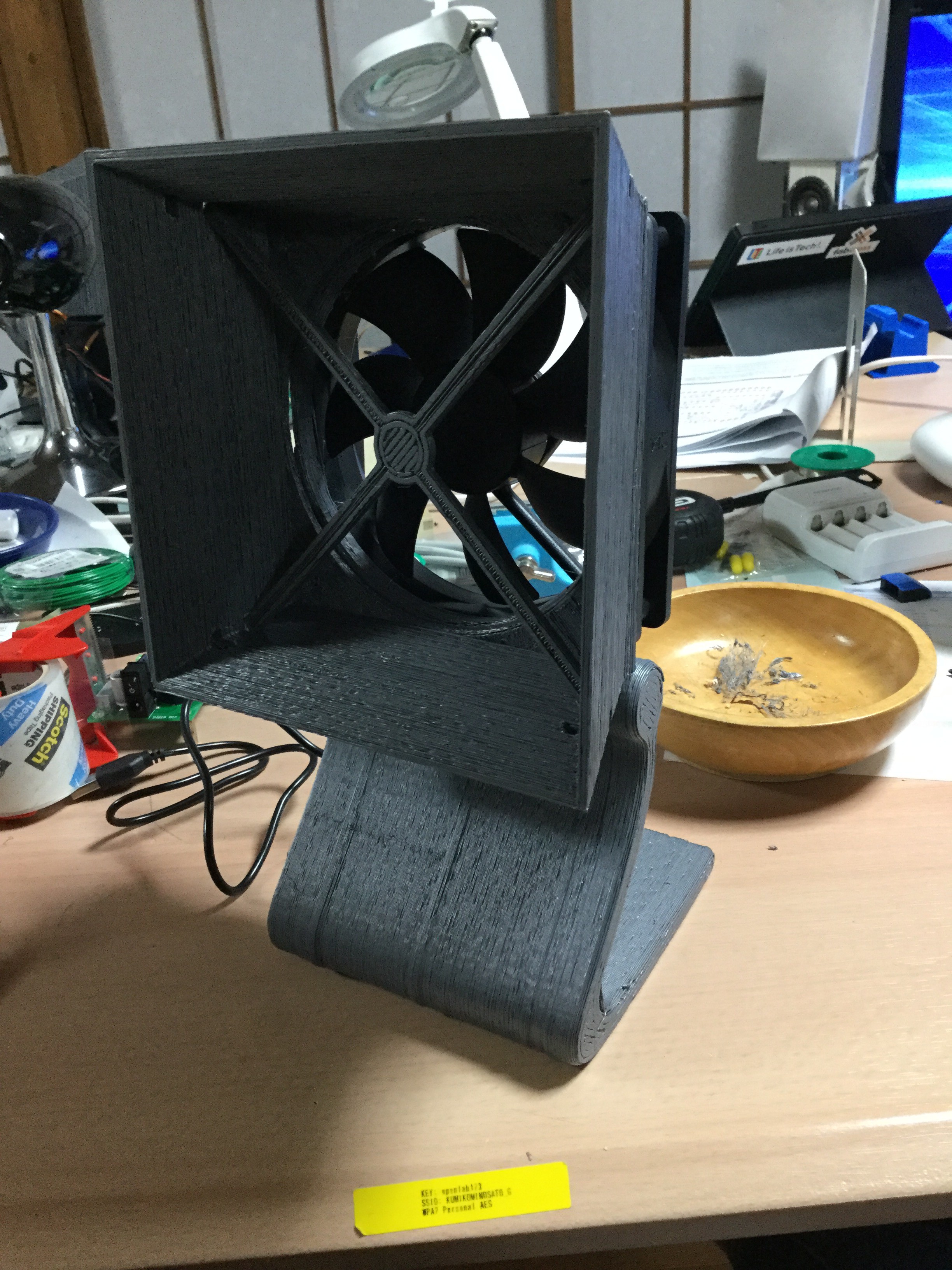
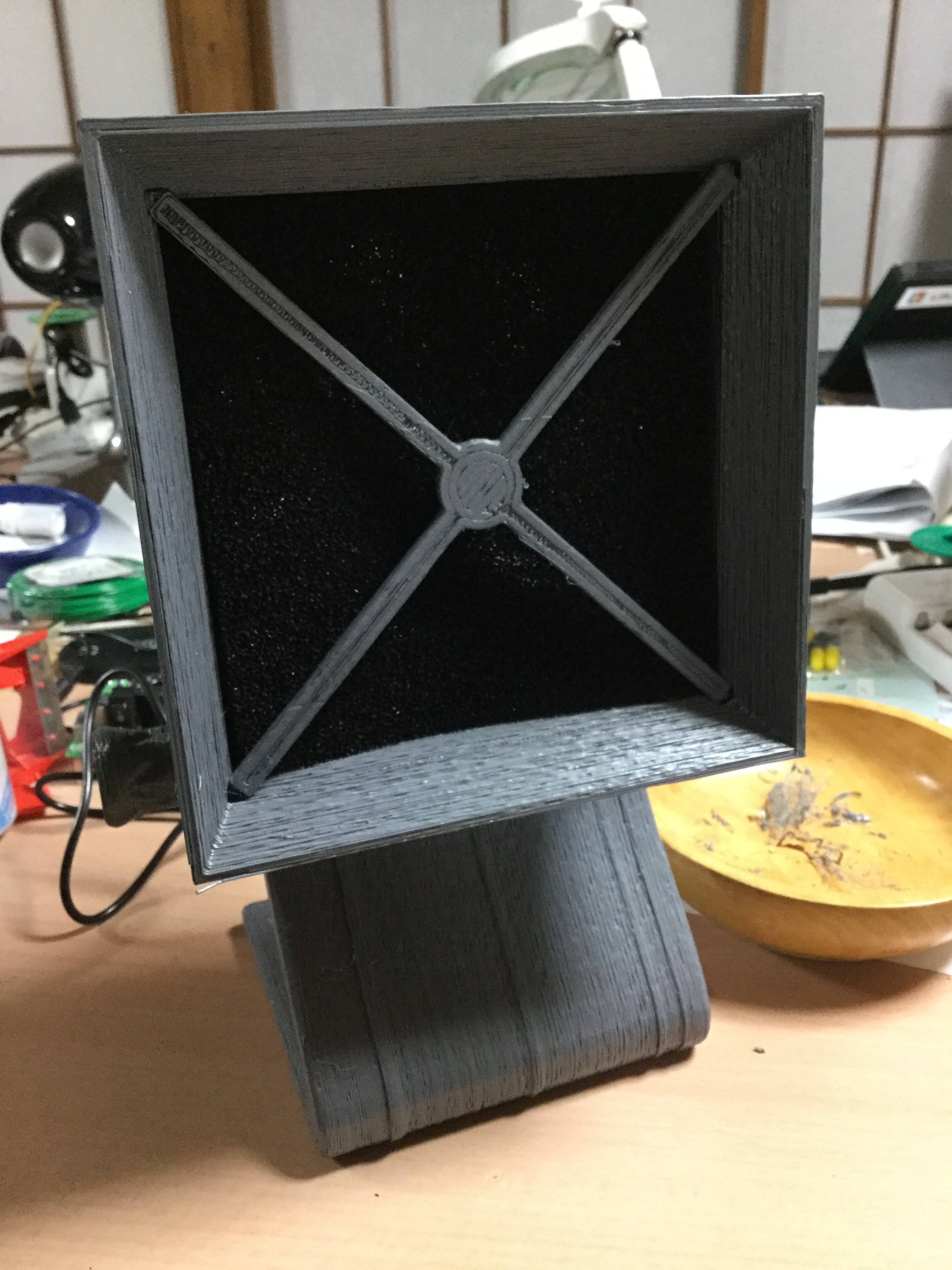
USBで動作する120ミリのfanを搭載する形でハンダ吸煙器を作りました。
試作過程では、適当なファンがなかったので92ミリからのスロートでトップヘビーになりましたが120ミリファンではハンダ吸煙フィルタサイズ130*130搭載でも短くすることが出来ました。


USBで動作する120ミリのfanを搭載する形でハンダ吸煙器を作りました。
試作過程では、適当なファンがなかったので92ミリからのスロートでトップヘビーになりましたが120ミリファンではハンダ吸煙フィルタサイズ130*130搭載でも短くすることが出来ました。
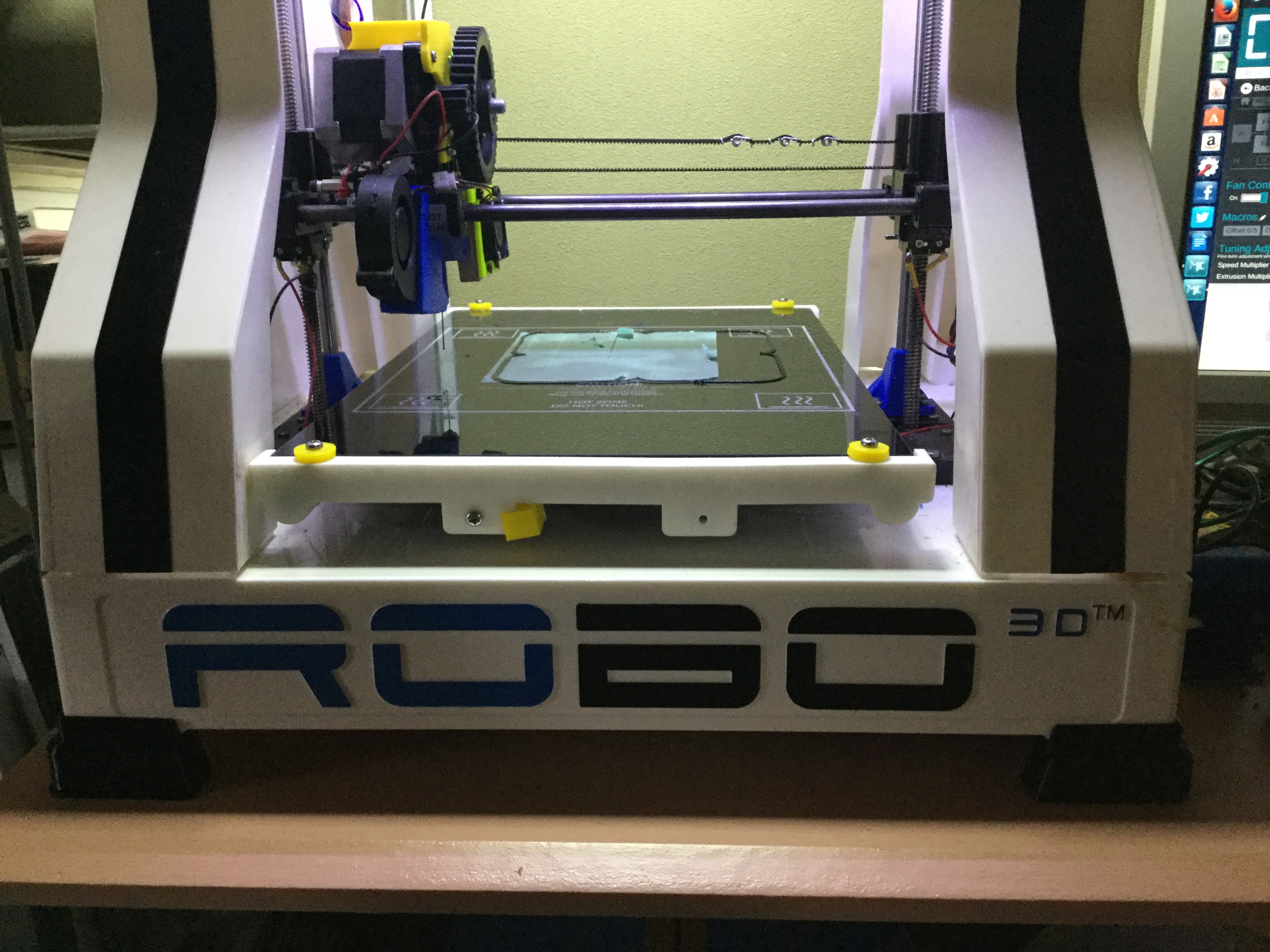
里のRobo3Dプリンターは、Reprapベースのものですが、Kickstarterのベータ品から始まりましたが、改造改版を重ねて、ほぼ最新モデルと同等になっています。
強力なホットエンド E3D Volcanoを搭載しました。最大0.4mmの積層指定ができます。
印刷速度を上げたい場合には、従来より二倍ほどの速度で印刷が可能です。ただし、積層密度を0.4mmにした場合ですが・・・。
V6と比較すると長さが10mmほど増えました。これにともない造形物の高さが低くなりました。
他にもZ軸のリニアシャフトを国産標準品に変えた為オリジナルよりさらに10mm短くなりましたのでトータルで20mm低くなりました。放熱フィンとホットエンドの間が分離されているのが特徴で熱がフィラメント送り出しの部分では十分に冷えるようになっています。

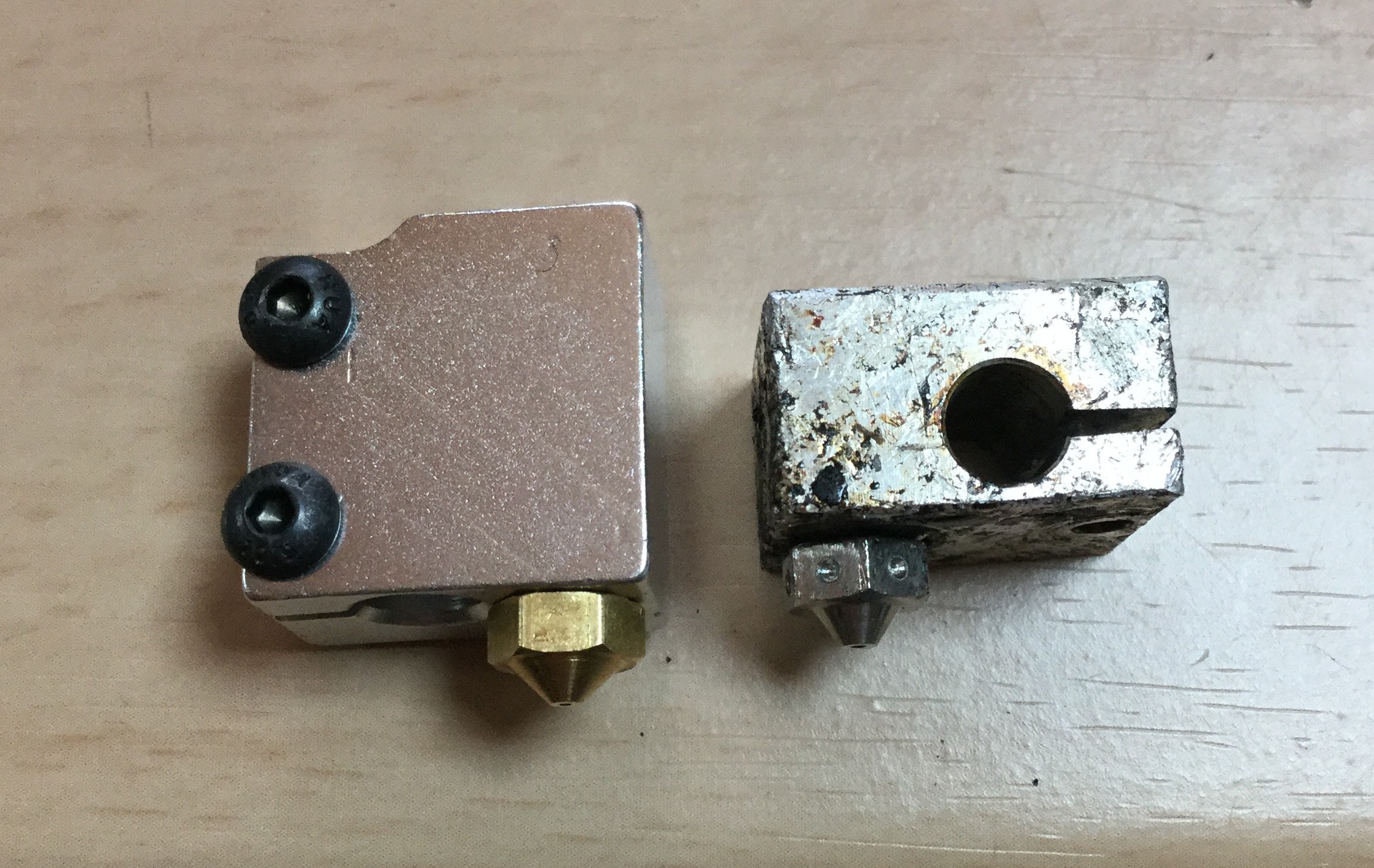
E3D Volcano(左)とE3DV6(右)の比較をみると、フィラメントの溶融スペースが長いことが分かります。

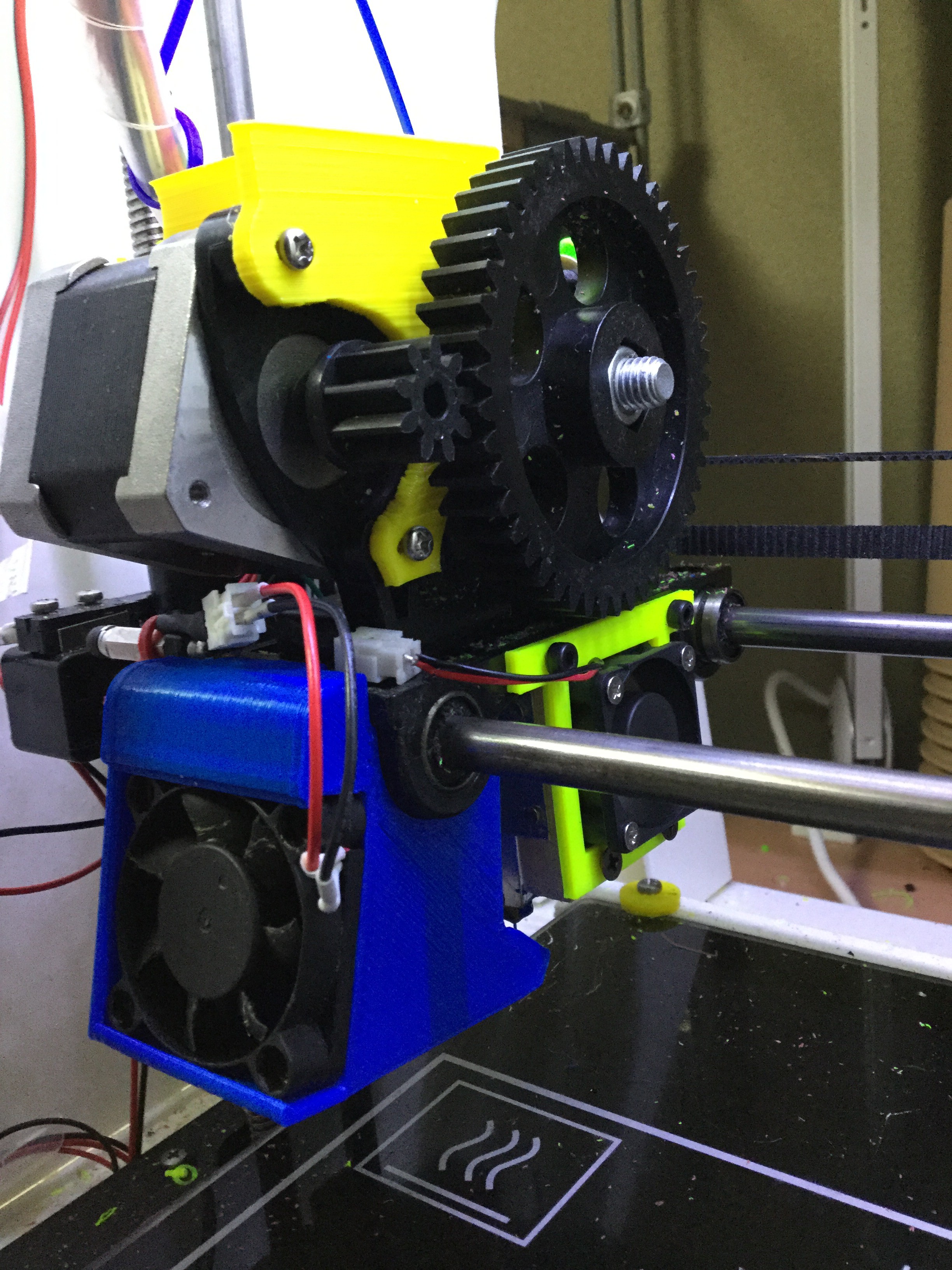
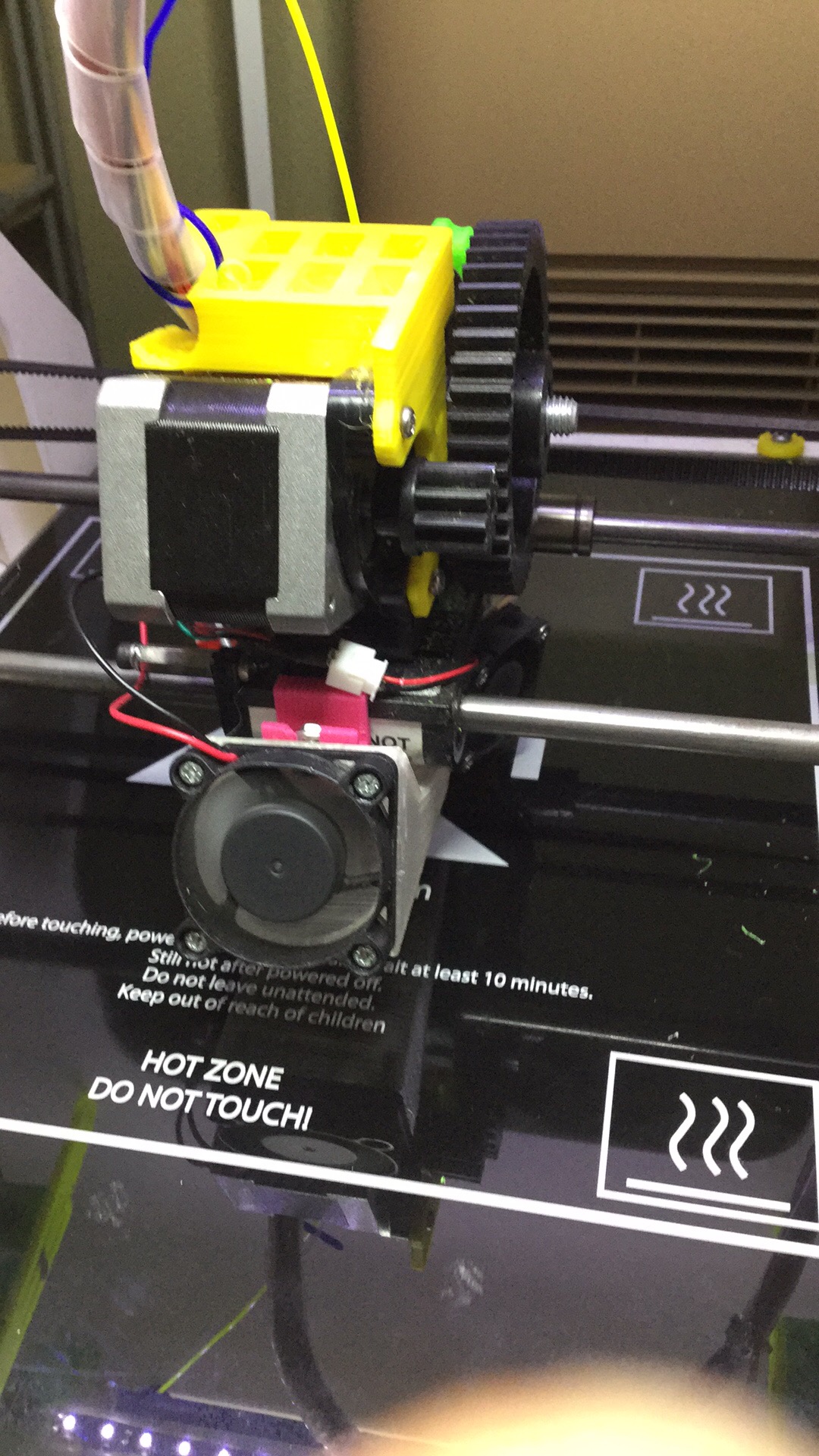
ホットエンドが強力になったので、放熱フィンの部分でのファンダクトも耐熱を考慮してアルミ板と板材で作りました。さらにマウント用のパーツをPLAで作り冷却用の3cmファンを搭載しています。取り付けはextruderのベースにつけています。
アクリルで、固定用ノリのマスクを作っています。ヘアーリング用スプレーを使うようにしています。従来の3M 77は強力すぎて後処理が大変でした。

フィラメントホルダーは上部に簡易な形にしてサイズに応じて変えられるようになっています。
ケースの底部は、下駄を履かせて冷却用の空気が取り込みやすくしました。
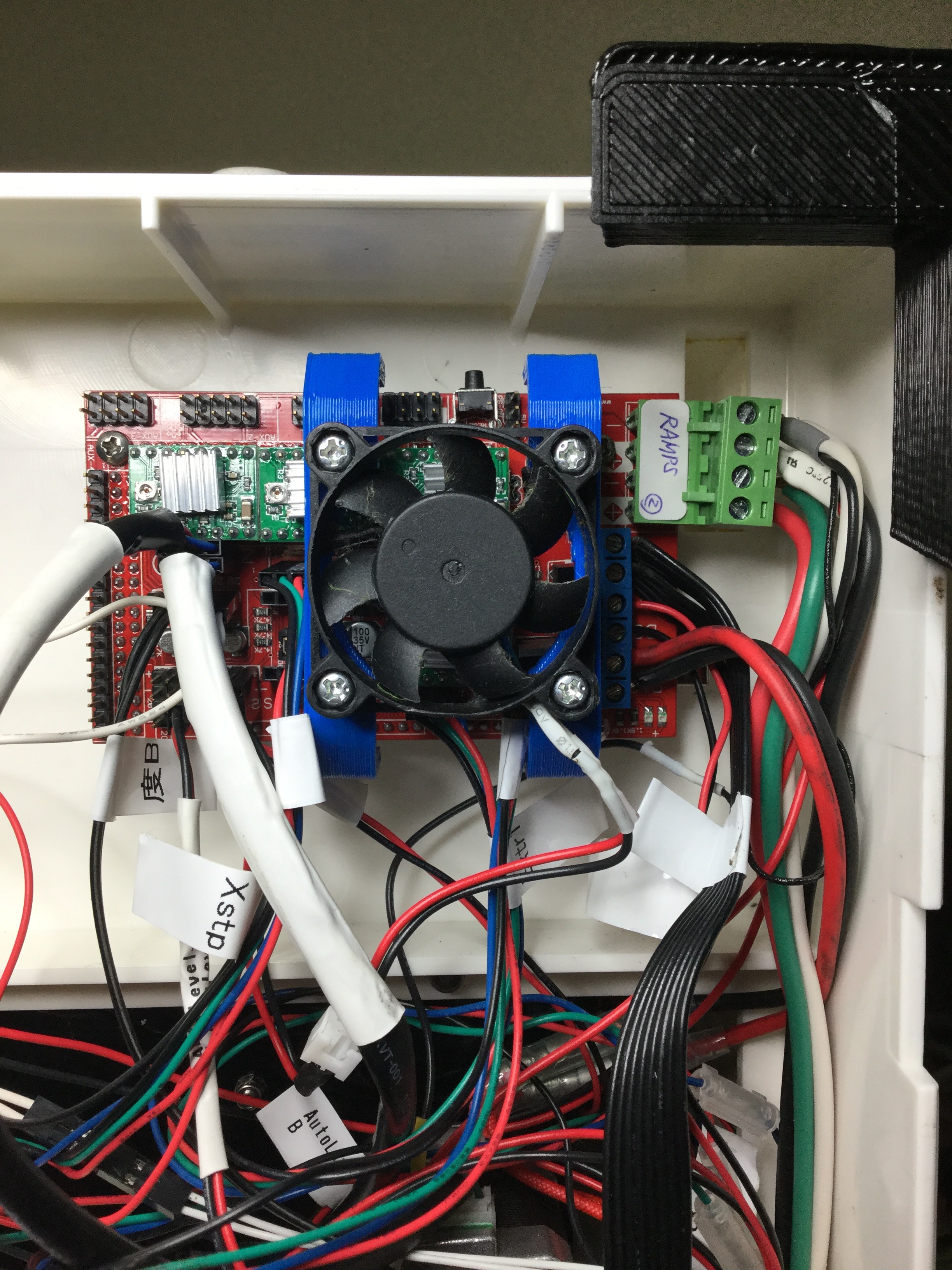
ホットエンドの強化などに伴い、RAMPSシールドの放熱が必要となりクーリングファン4cmをマウントしています。この空気取り入れのためにかさ上げをしています。
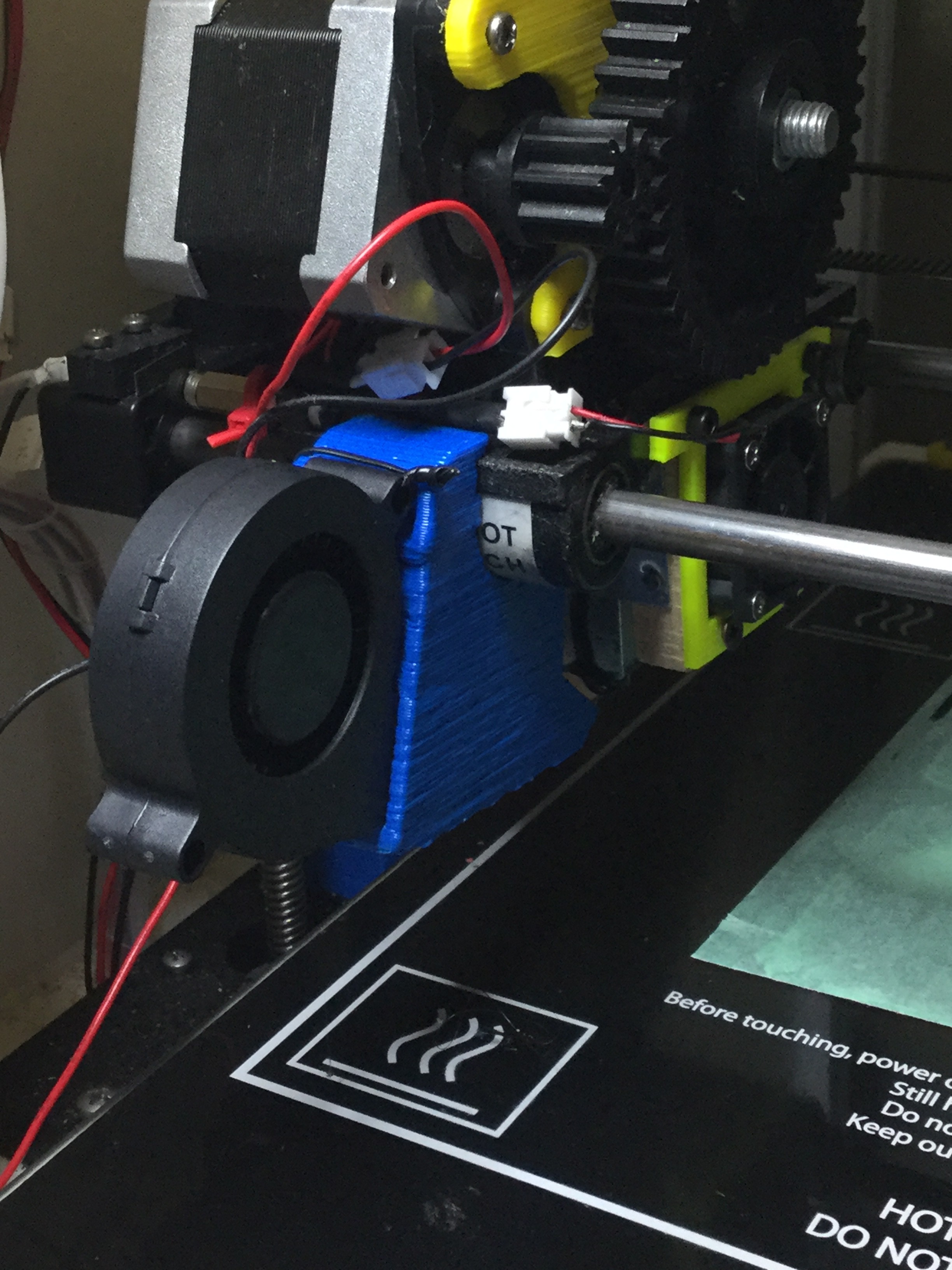
PLA出力時に水平出力ができるように空間で強力に冷却する目的でラジアルファンによるダクトを作成してヘッド先の高さに合わせて細い強力な風が出るようにしています。



ARobo3DプリンターのAuto Level設定問題
https://www.facebook.com/video.php?v=10153352736523045
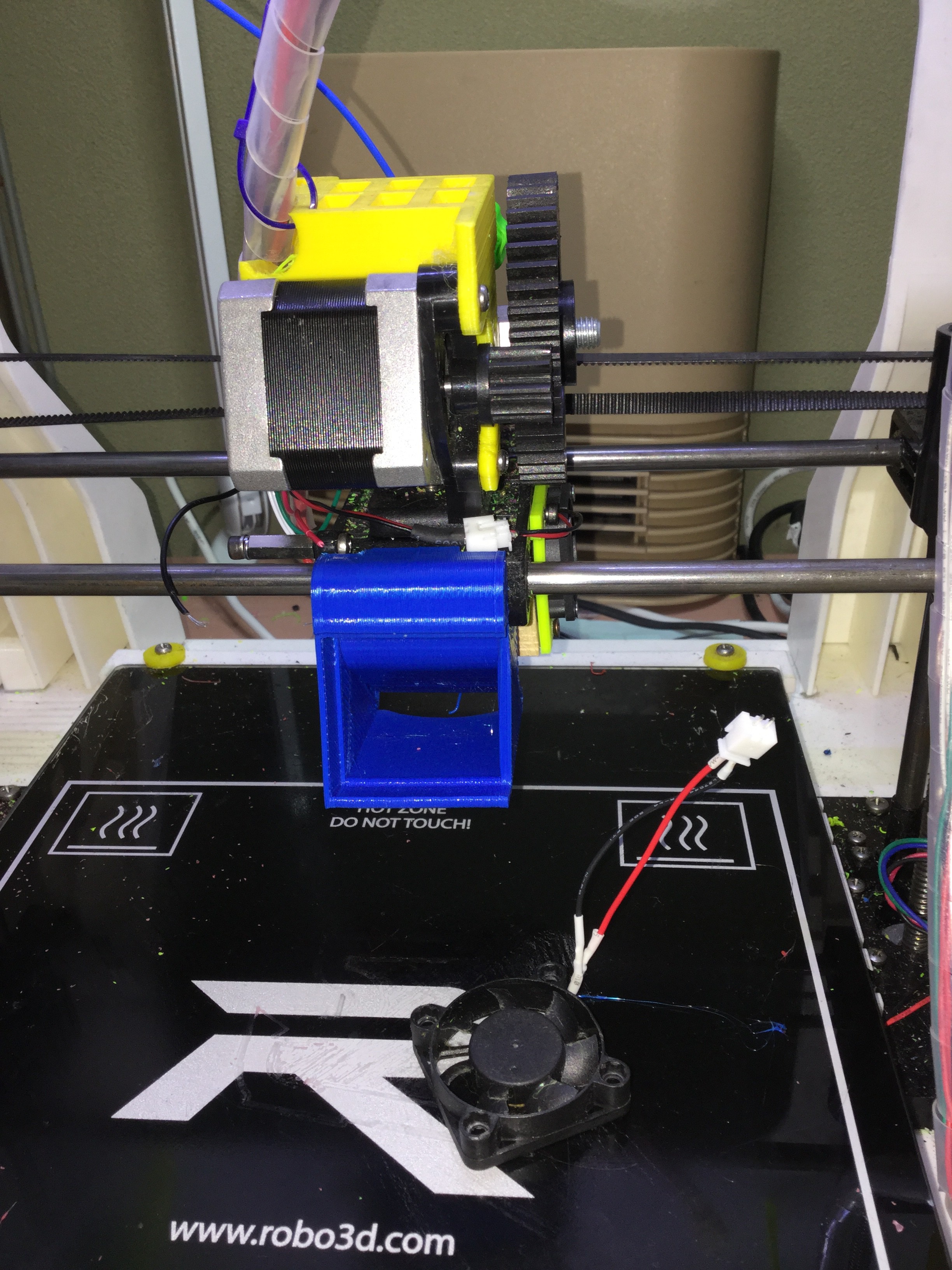
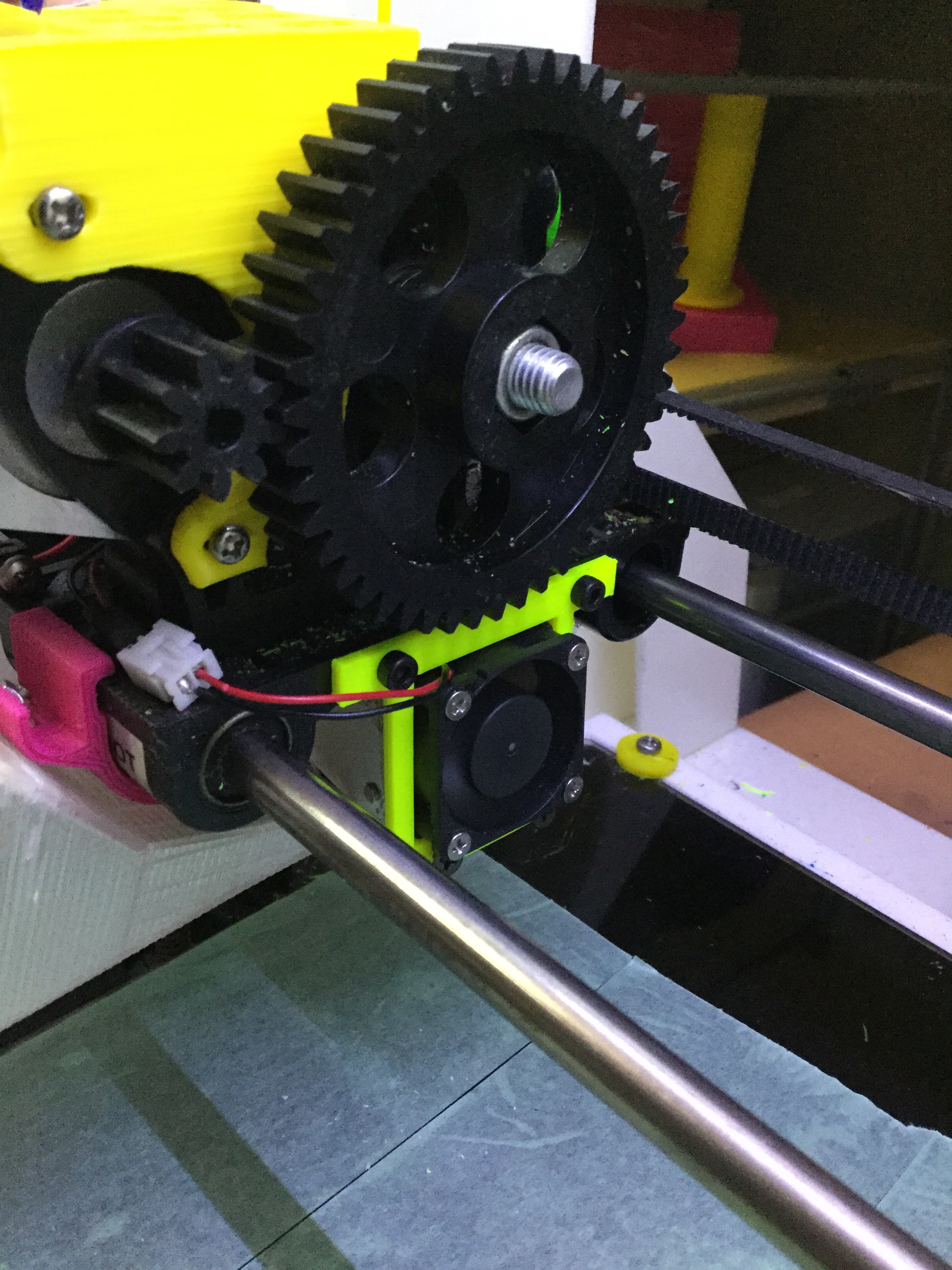
印字速度は凡そ、倍速となりました。0.8ミリのノズルを安定にドライブ出来るVolcanoという長軸のホットエンドの適用で、達成しました。成果物は、青い部分のFan ductです。長軸となったために従来のFan ductが浅くなってしまったためです。積層密度が0.2から0.4mmベースで出力することで出力時間を短くしているので縦軸方向の精度については粗くなったという考えもあるかもしれませんが今のところ満足できる内容です。このFan Ductの出力時間は、1時間15分に短縮されました。大本の設定ですと2時間30分ほどになっていました。
ホットエンドブロックとノズルの写真を示します。黒くなっている箇所はフィラメントが溶けて炭化しかかっているものです。この状態ではネジに樹脂が固着しているので取り付けは出来ません。
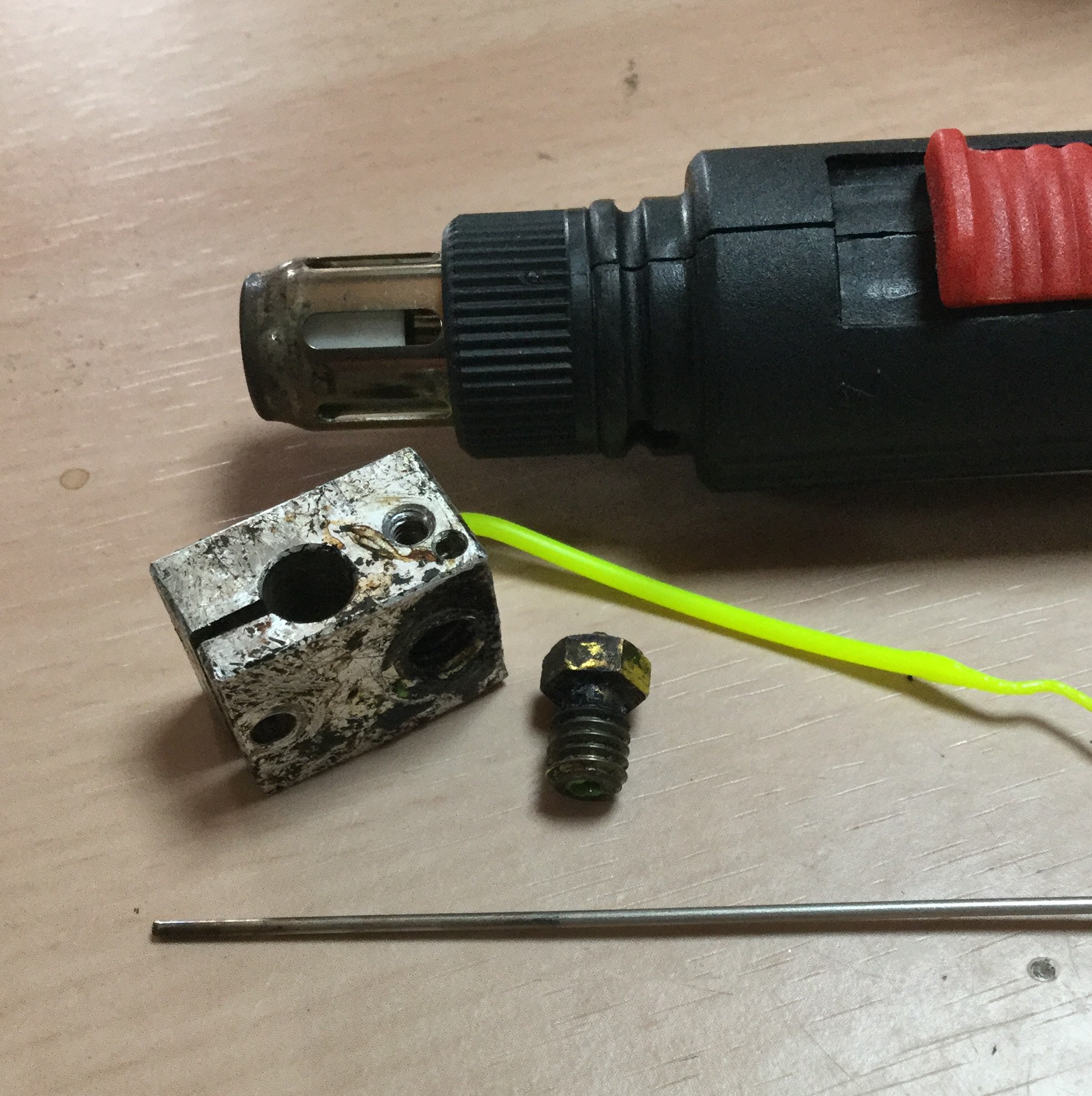
バイスで固定してガストーチ、ライターなどで加熱して膨張ならびに樹脂の溶融を起こしながら行います。加熱した状態が本来の使用状況なので、この状態で、まずノズルを取り付けて締めます。その後にスロートを取り付けます。スロートは放熱フィンを取り付けてフィラメントがホットエンドブロックに届くまでは溶融が起きないように熱的には切り離されています。このためスロート部はくびれていますが、冷えている状態での分解組み立てを行いますとスロート部の切断が発生することがありますのでご注意ください。もしそうなってしまった場合には、ホットエンドブロック側を加熱して残されたスロート部のネジをネジザウルスやラジオペンチなどで回して取り去ってください。

整備に用いる工具は、ガストーチにもなるガスはんだごて。ノズルサイズの”‘7″のレンチ、ノズルにダミーのフィラメントを入れて溶かして押し出すときに使う1.3ミリの半田吸い取りマシン用ノズルクリーナー(たまたまあります。)、スロート部などが破断した場合に使うネジザウルスです。

破断して残されてしまったスロート部のネジ、加熱してから取り去り対応策について学びました。

高速化の鍵は、二つあります。hotendがスムーズにフィラメントを溶かして供給できるのかどうか、またメカニズムとして高速移動に耐える精度剛性を持っているのかという点です。
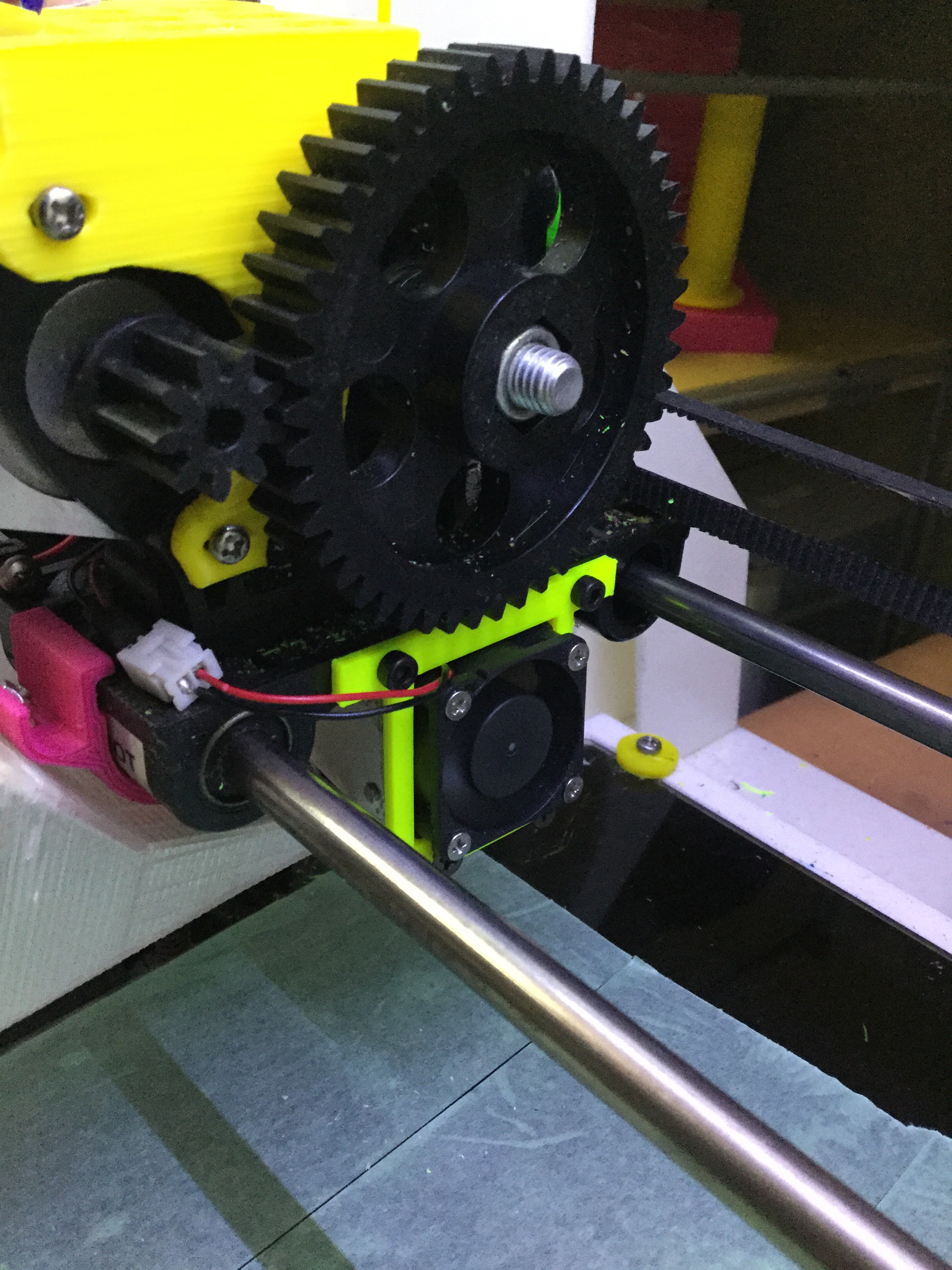
Robo3Dプリンターのオリジナルの構成としてはフィラメントドライブがダイレクト式となっていて駆動モーターがhotendノズルと共にありますので慣性モーメントが大きく、高速化に伴いタイミングベルトかスリップしてしまう事態が想定されます。テンションの強化などである程度は対応できますが、移動部分の重量を下げるべくフィラメントエクストルーダーのドライブは外部に置くというのもカスタマイズの一つです。
今回適用しようとしているのは熱容量の大きいホットエンドへの交換とノズル径の拡大です。従来メジャーに使ってきたのは0.4mmのノズルですが精度実現という目的では0.1-0.2mmの積層ということが可能ですが、メカニズムの速度などから安定出力には速度を抑えての実施50mm/s程度というのが、このマシンの現在の実力です。
適用するホットエンドはE3D社のvolcanoというモデルで既に中華モデルも出回っています。

左側のノズルが従来モデルで利用されてきたもので、今回のものが右側です。
ノズル長さが10mm程度増えます。長いホットエンドのブロックを通じて溶けている部分の熱容量ならびに供給力が増えるので太いノズルを利用してドライブからの供給力を増やして高速化するというものです。この方法では積層厚みを大きくすることになります。0.2mm程度で実施してきたものが0.4mm以上にすることで時間が早くなるのが期待値です。
設置状態で比較するとヒーター自体は共通でホットエンドのブロックが横置きから縦置きになります。プリンターのZ軸での制限として出力が10mmほど高さ制限を受けます。
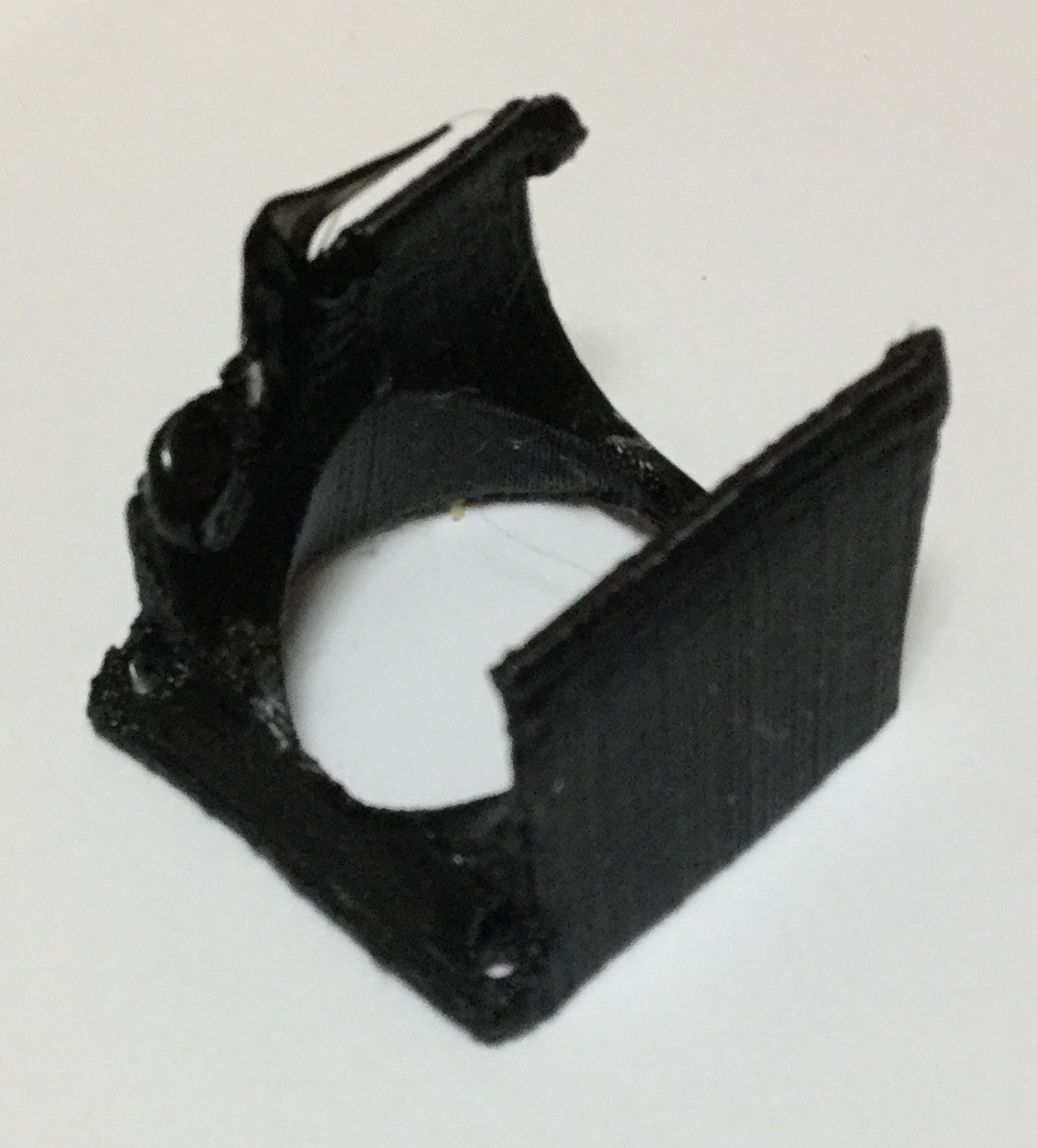
PLA素材での、出力詰まりに奔走していたのだが、既報のようにシーズニングと呼ばれる油をさしたりすることで以下のようなクーリングファンホルダが出来るようになっていた。

しかし、溶けてしまった
ABS素材の出力を改善しようとして背面にファンヒーターをおいて熱風を供給したのがキッカケでした
ABS素材の出力では、ベッドを高音にして80度ほど、その上その温かい雰囲気を確保した中で出力をしないと収縮がおきてしまうのです。
このプリンターは、オープン構造なので、工夫が必要なのですが、まずは外部から熱風供給をすることで解決をみようとしたのですね。背面にファンヒーターが見えますね。
プリンターのヘッドは、およそ240度(ABS素材の場合)となり、上部の冷却用のフィンの部分も100度を超えていました。先日作成してあったPLA素材のカバーが溶けたのはこの温度に耐えられないからでした。
そして、このファンホルダを付けて冷やさないと何の出力も出来なくなるのです。
仮に溶けないような素材でカバーを作らないと進まないのでアルミと木で作りました。

これで、先程のファンヒーターで熱風供給しながら作ると綺麗に出来ました。
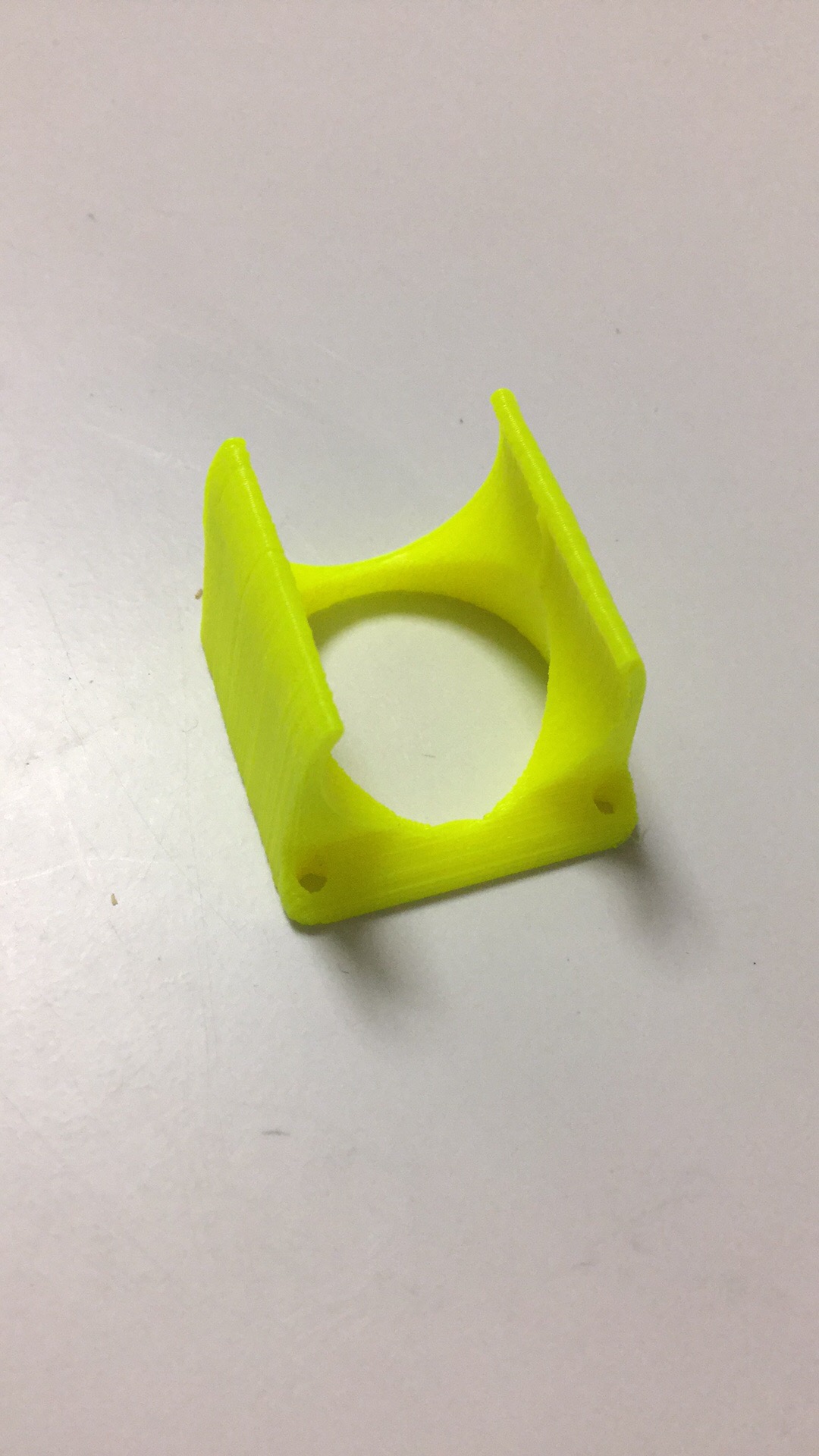
ところで。このABS素材の耐熱温度も80度くらいのようですから、現在の仮作りのカバーを少し仕上げて使うことにしました。
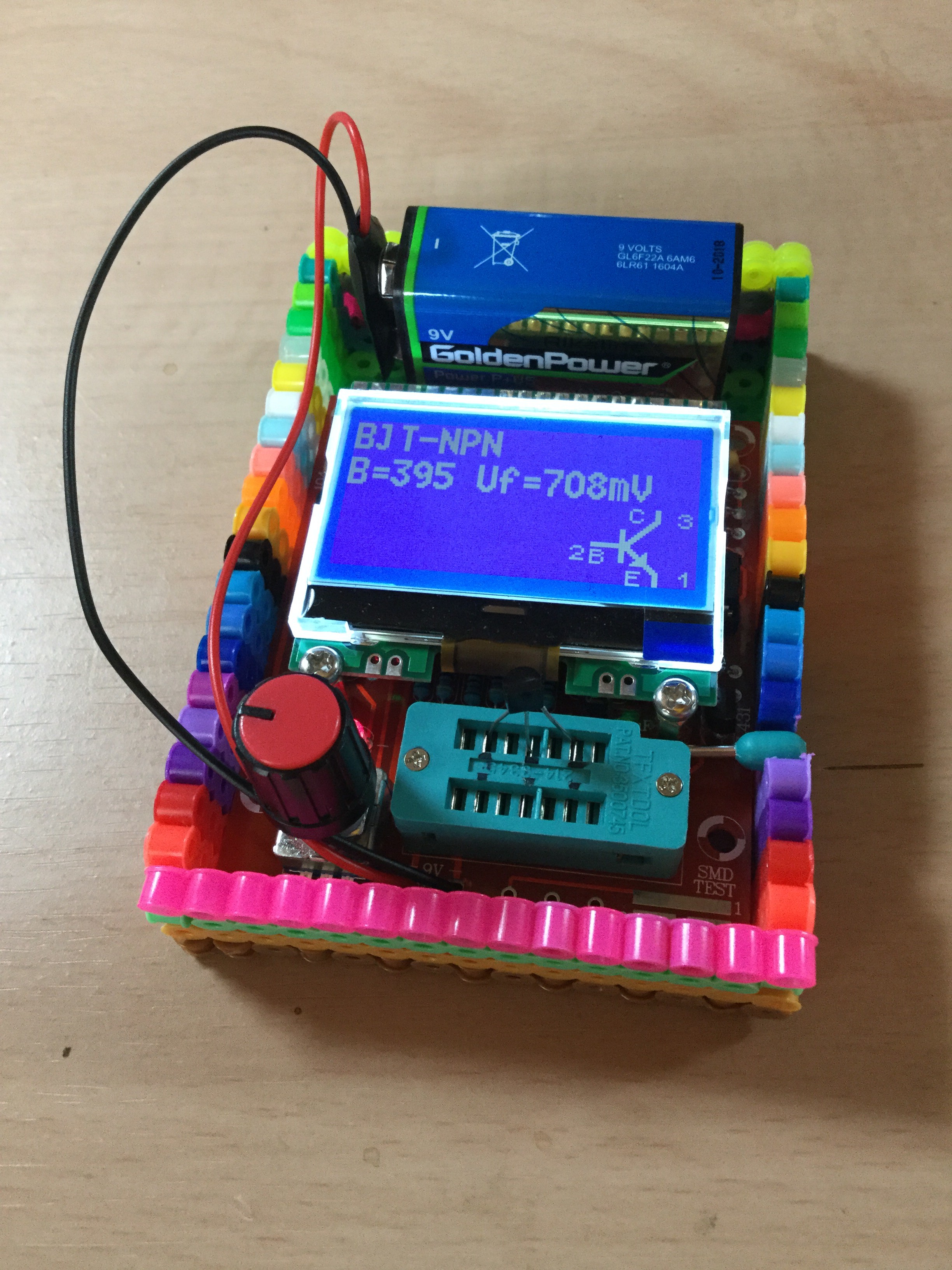
トランジスタテスターに適当なケースが無かったので3Dプリンターで作成することにした。
課題としては、006P電池も収納出来ること。電池ボックスのふたも構成できることも含めると3D設計の難度は上がる。本体はこんなイメージで、仮にアイロンビーズのケースに入っている。
もう少し収まり具合をよくしたいので、まずは基板のサイズを各部測定した。

これにカバーするイメージ作り、背面のふたにさらに電池ボックスを抱かせるイメージで前面部のカバーを作った。使ったソフトは123Designだ。プリンターはRobo3Dで黒のPLAです。
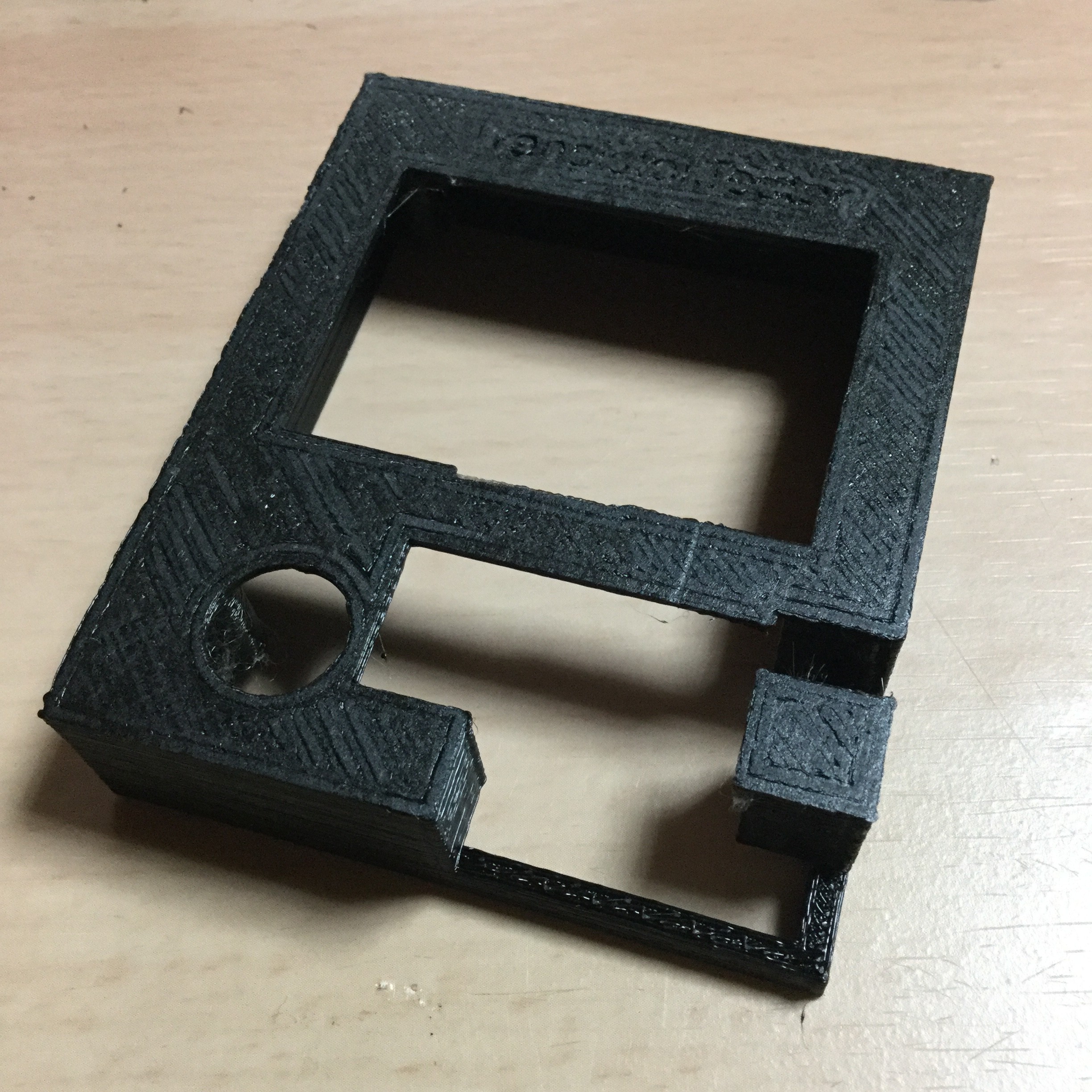
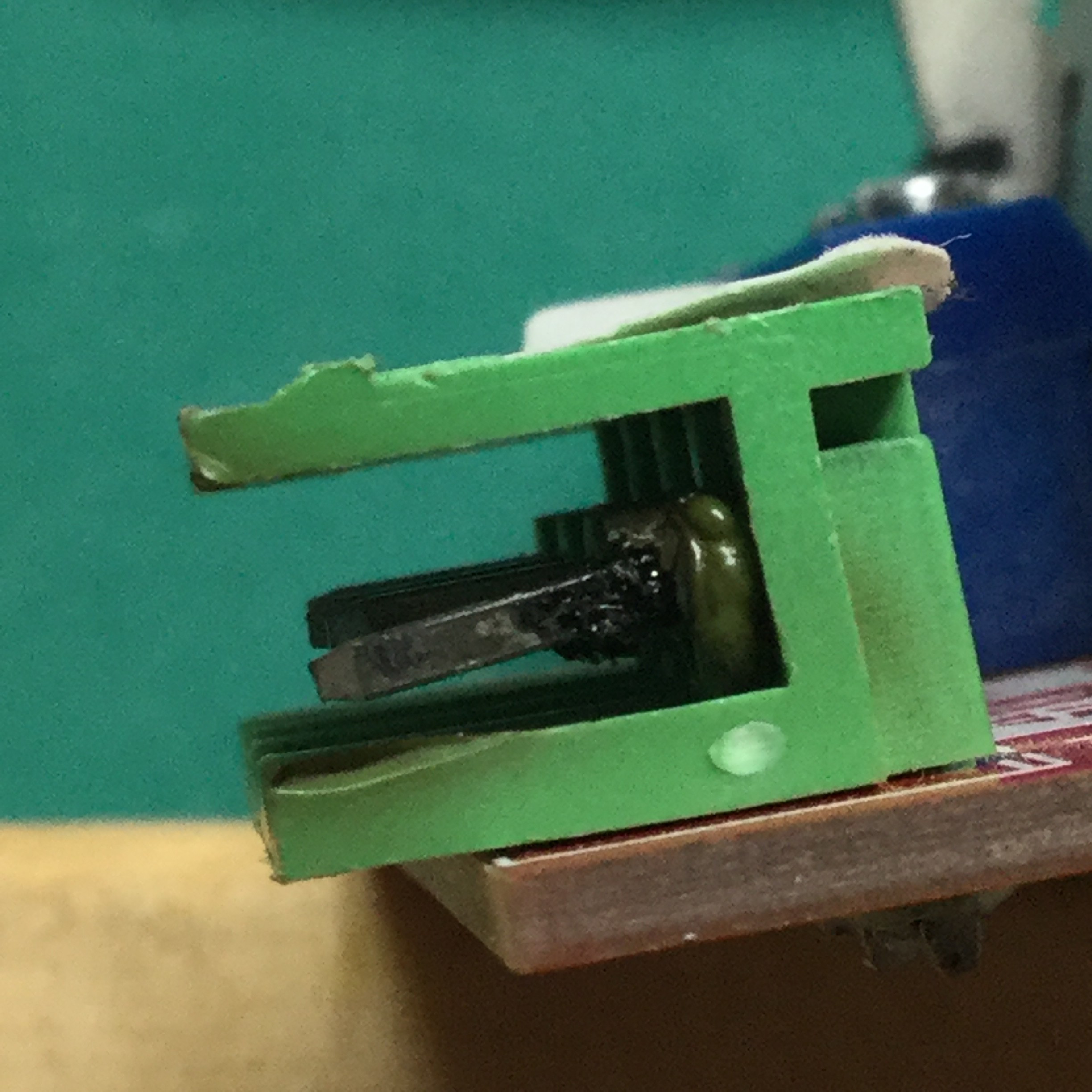
実際に基板を当ててみると使いにくいのが部品装着のレバーの部分だったので改良して次のようにした。
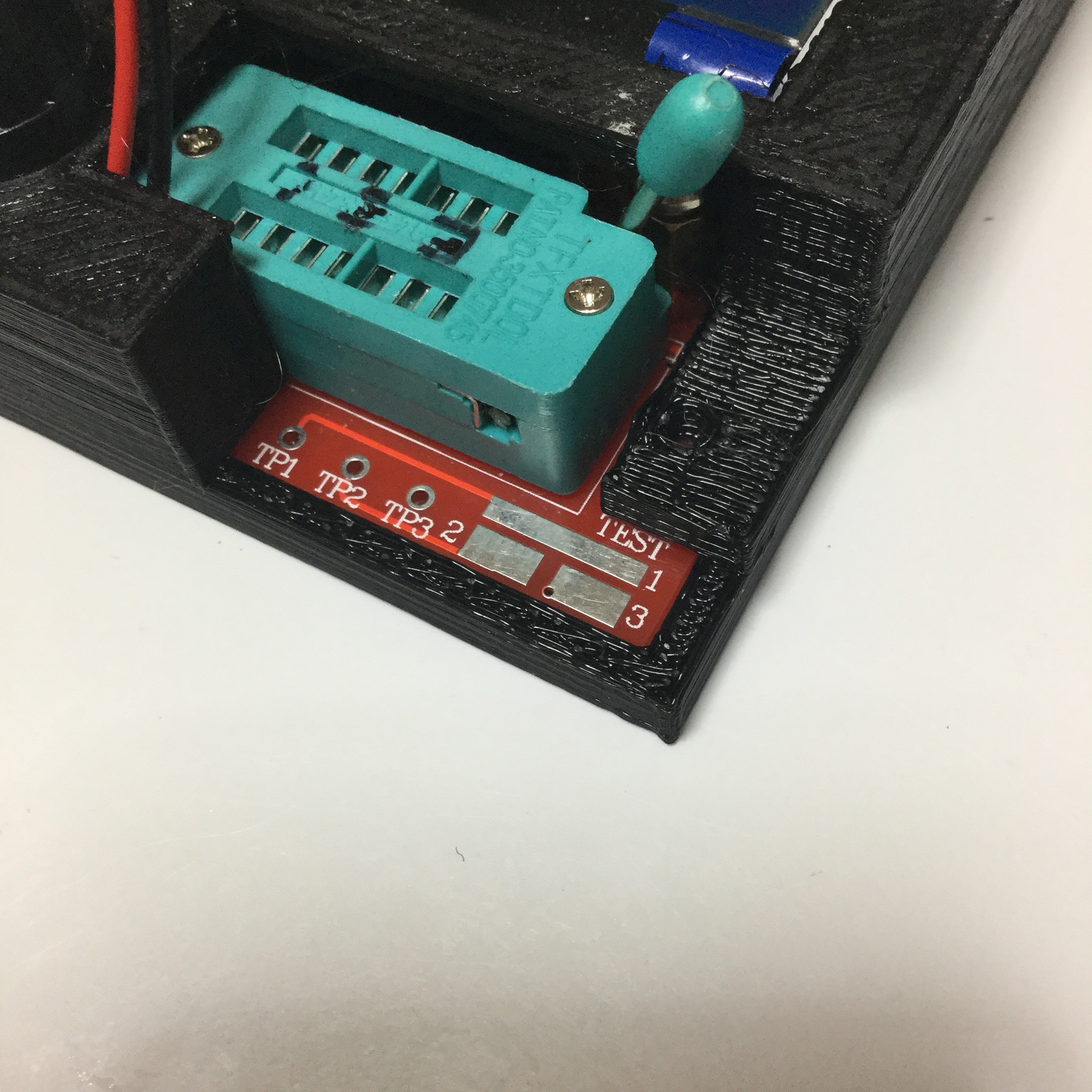
液晶の収まり具合も修正してぴったりはいった。

背面の収まり具合は、こんな感じで次にふたを作ることにした。
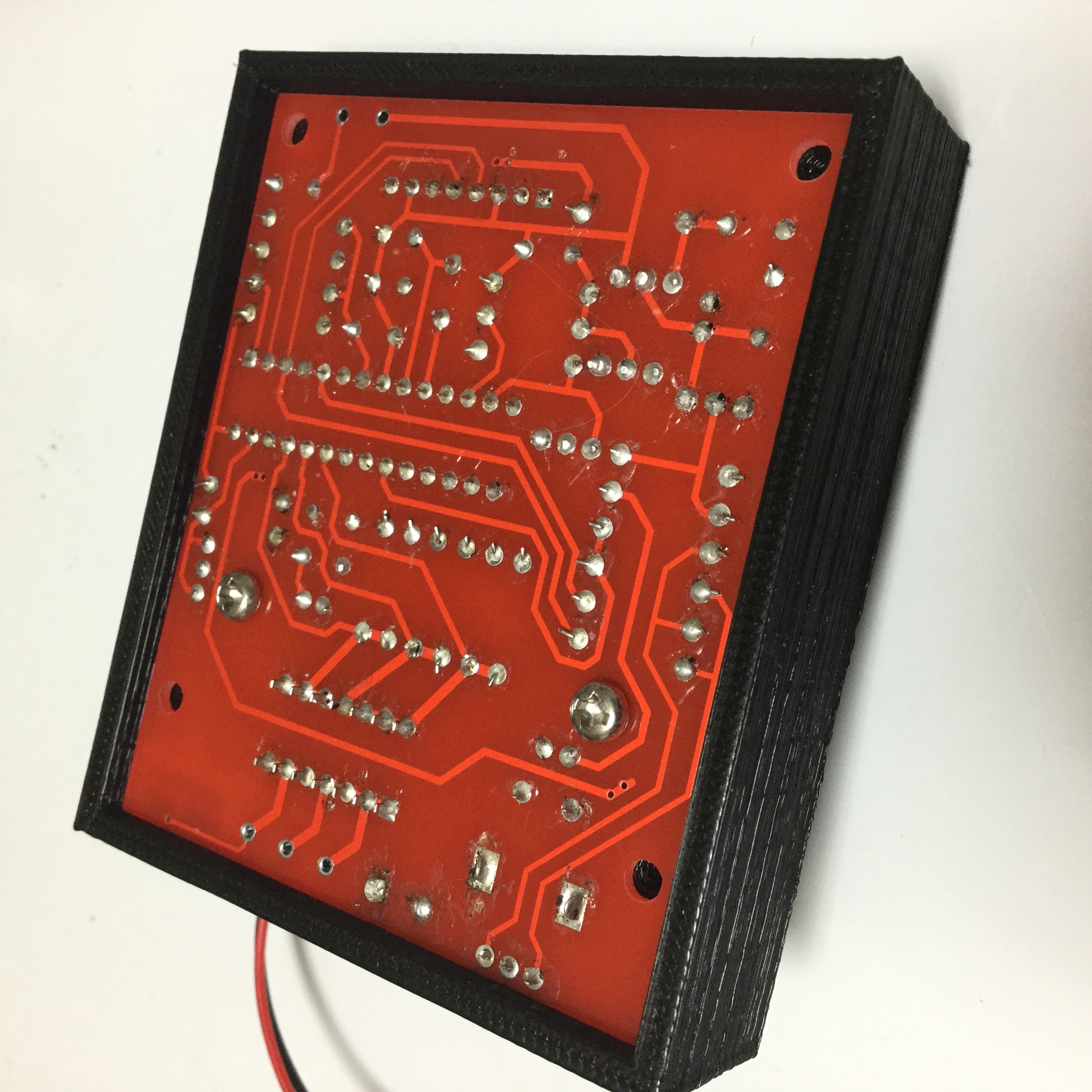
電源は006Pなので横置きにして台座のように傾斜して使うようなイメージにした。

電池を交換出来るようにスライドするような設計をしたのだが、問題多数でまだ試作段階だ。
とりあえず、こんな感じになりますよというサンプルになっている。3Dプリントで複数のパーツを作成してスライドふたを作ったりする経験はノウハウが色々ありそうだ。
現在の形は006Pの収納部分の配置がバランスわるく直ぐに平置きになってしまうということがあるが、まあ最初の試作品はこんな形で・・・。

