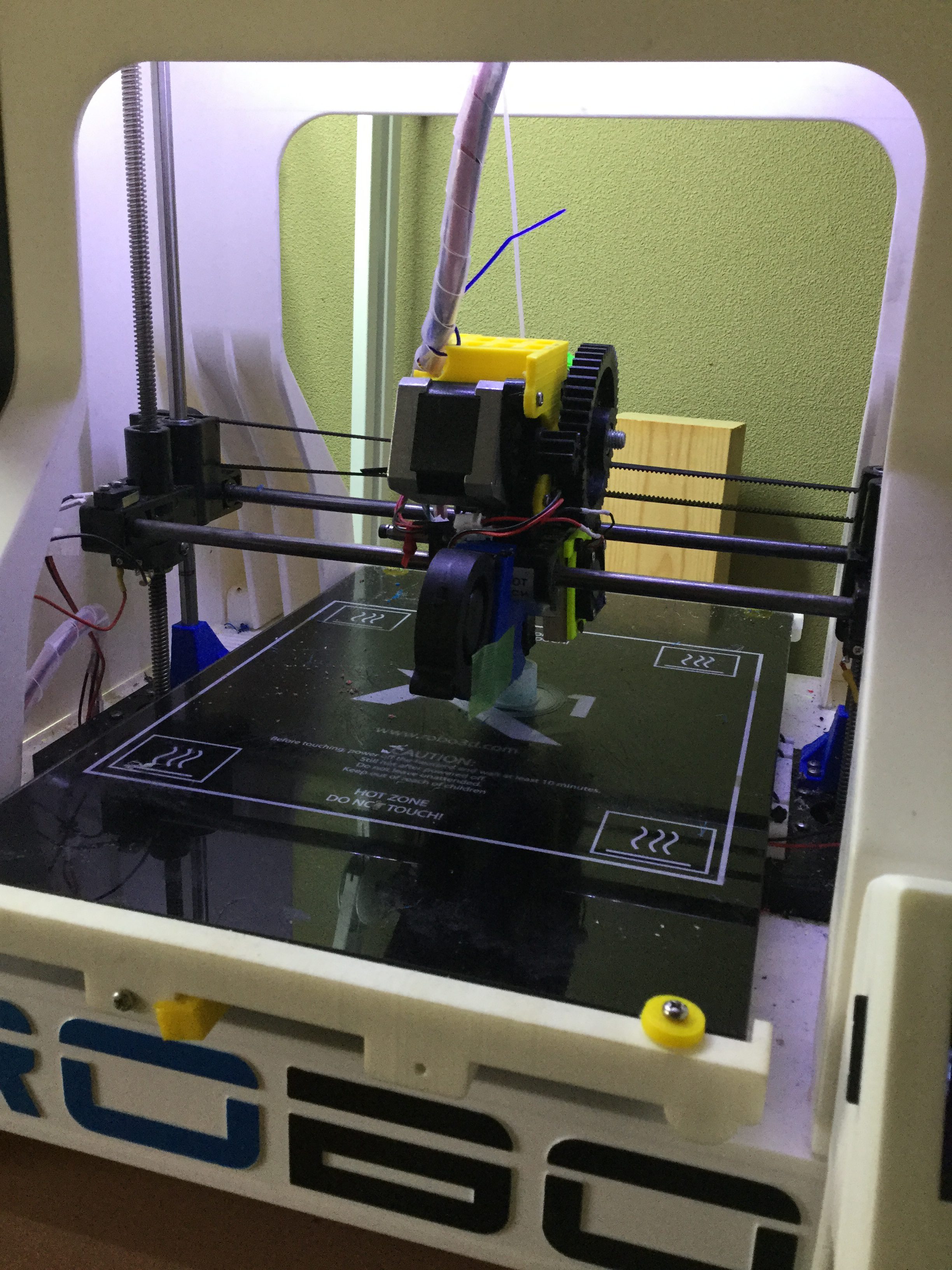
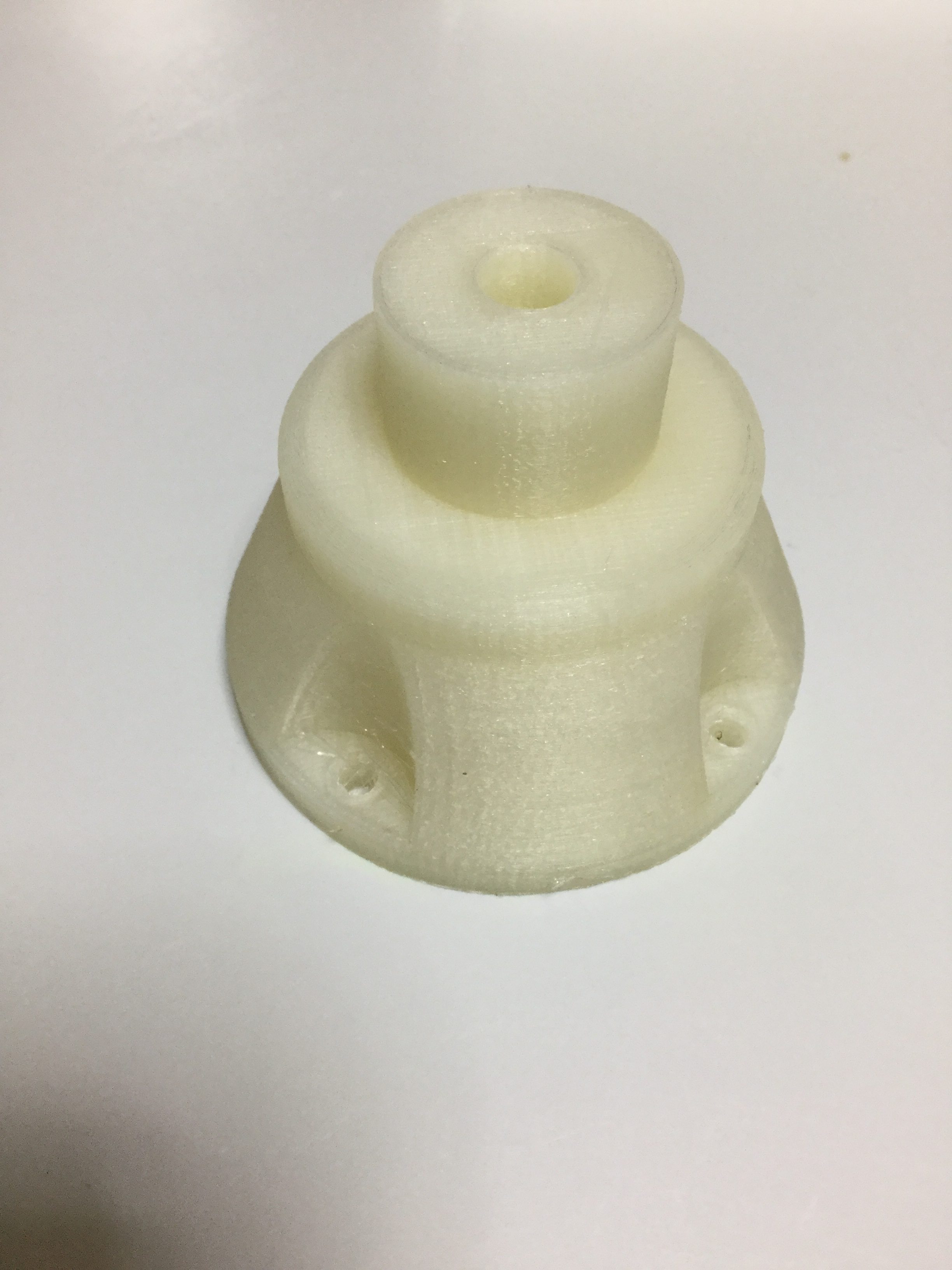
 とても安定に綺麗に造形が出来るようになりました。
とても安定に綺麗に造形が出来るようになりました。
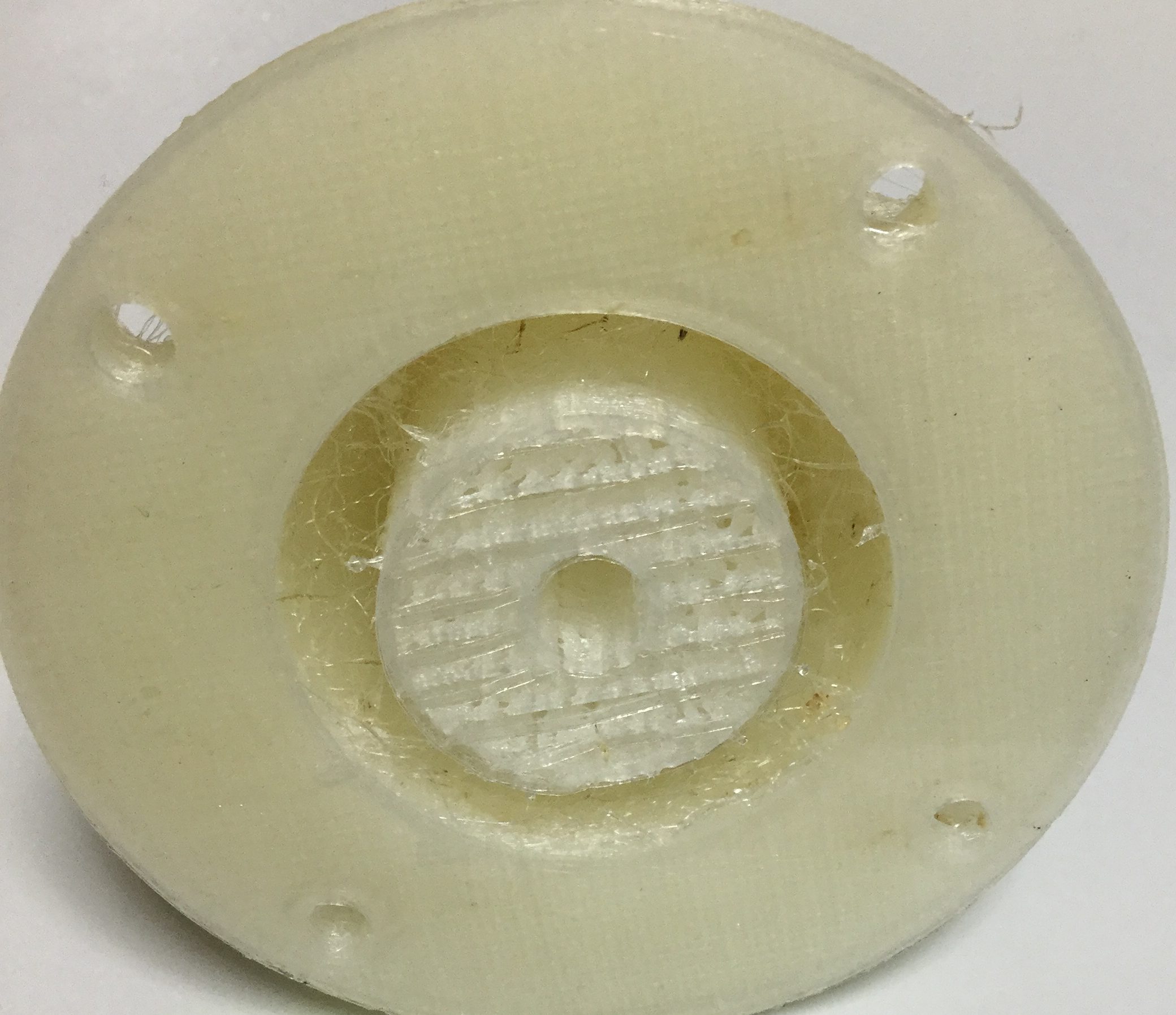
従来のガラスプレートと異なり、表面にはられた特製樹脂シートがとてもよく固着してくれるからですが、底面積の大きなものを出力すると剥がすのが大変です。
解決策としては、少しラフなRAFTを生成して製品直接の密着から、RAFTで剥がしやすい形にして、離型剤で粘着性を下げたプラットホームに、密着度を確保するということで相反する問題を解決したいと思います。
今回のプリンターはプラットホームが上下動のみなので出力物が印刷で振られてという問題がないので固定するための力はそれほど強力でなくとも問題がないので、離型剤(シリコンスプレー)を印刷前に吹き付けてから出力することで解決したり。いままで糊をスプレーしていた時代から考えるとおかしな話ですけど、しばらくこれで様子をみます。
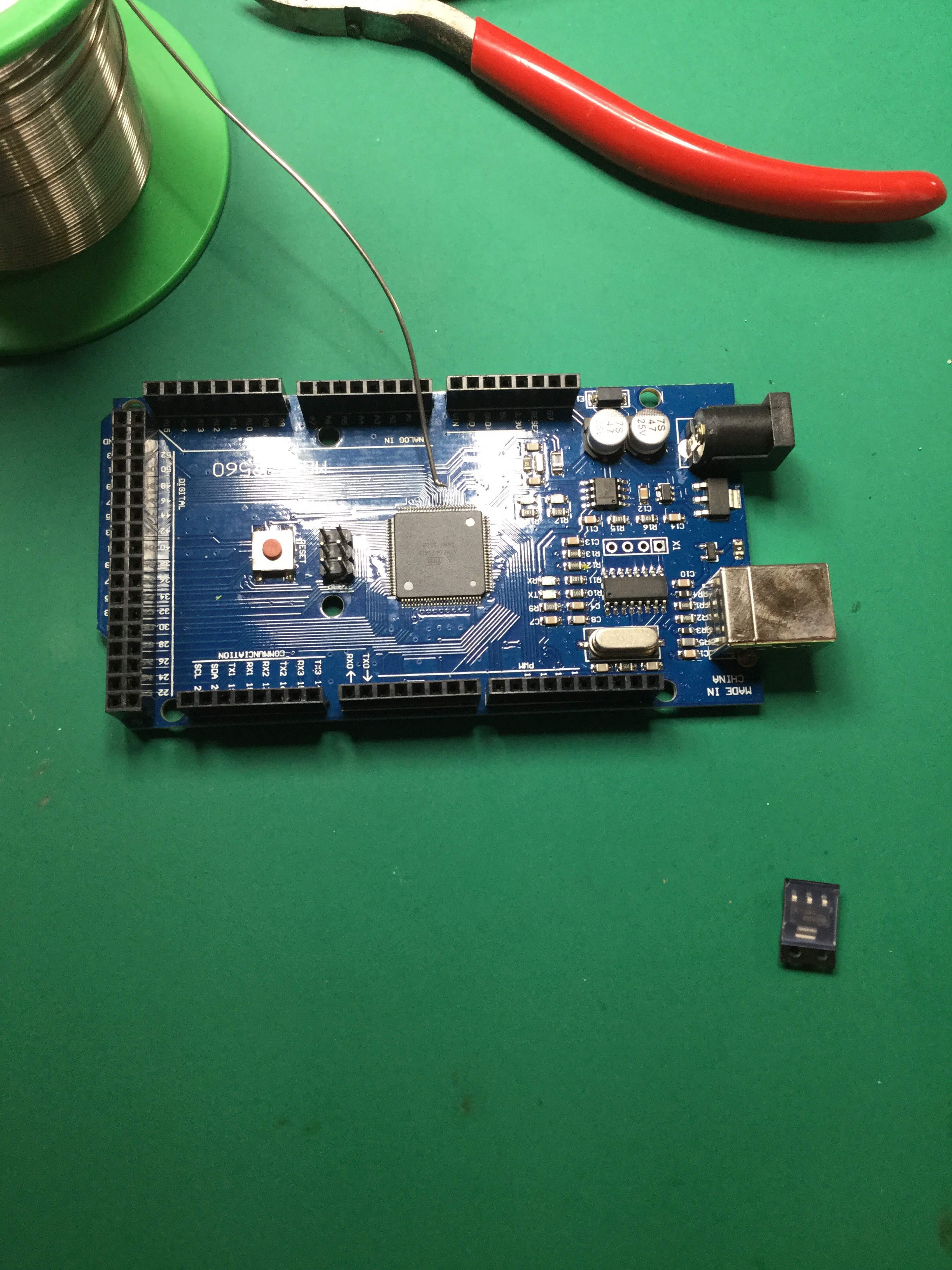
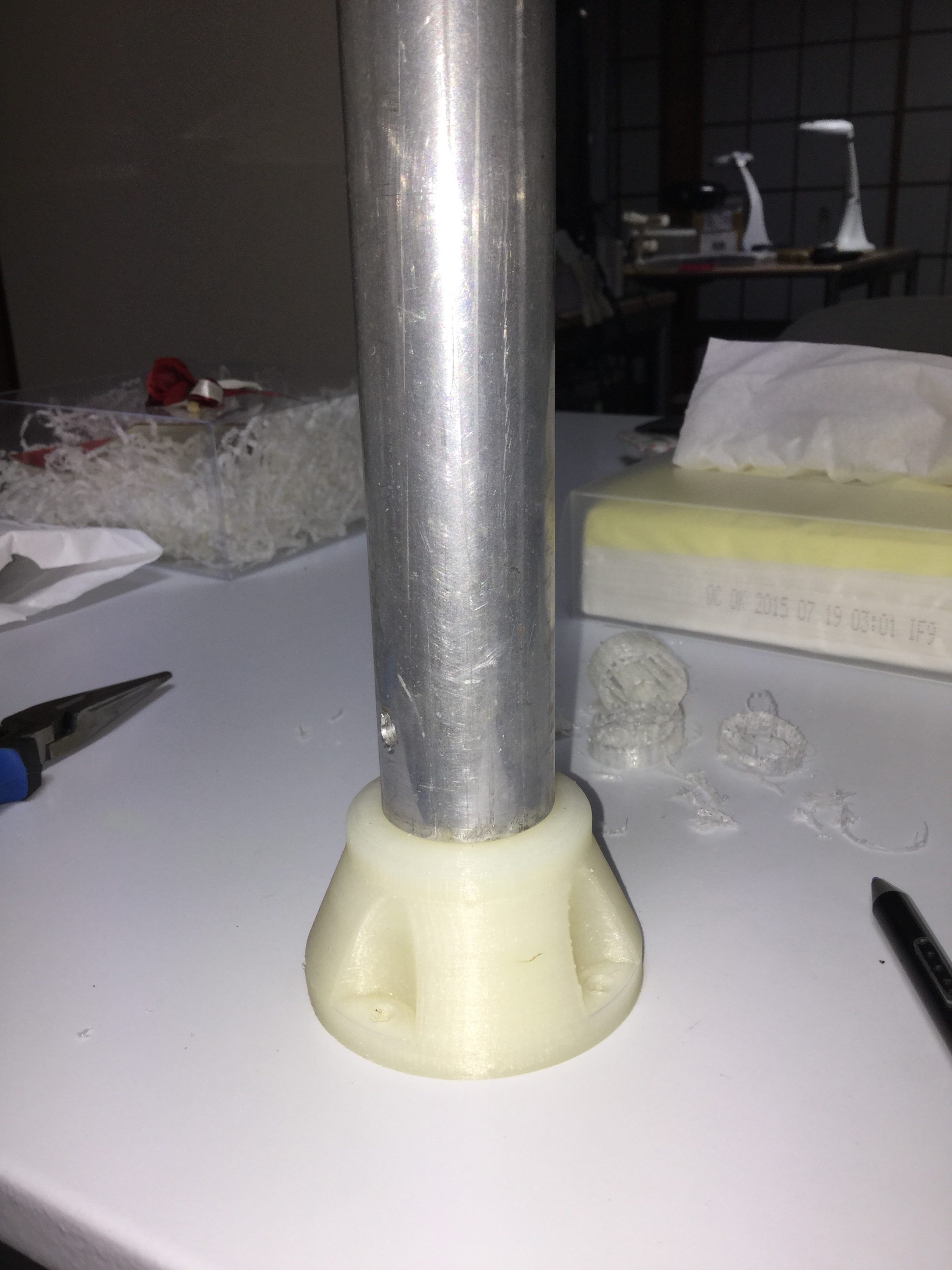
とはいえ、新しいパーツの登場で3Dプリンターの課題も随分と深化してきた気がします。
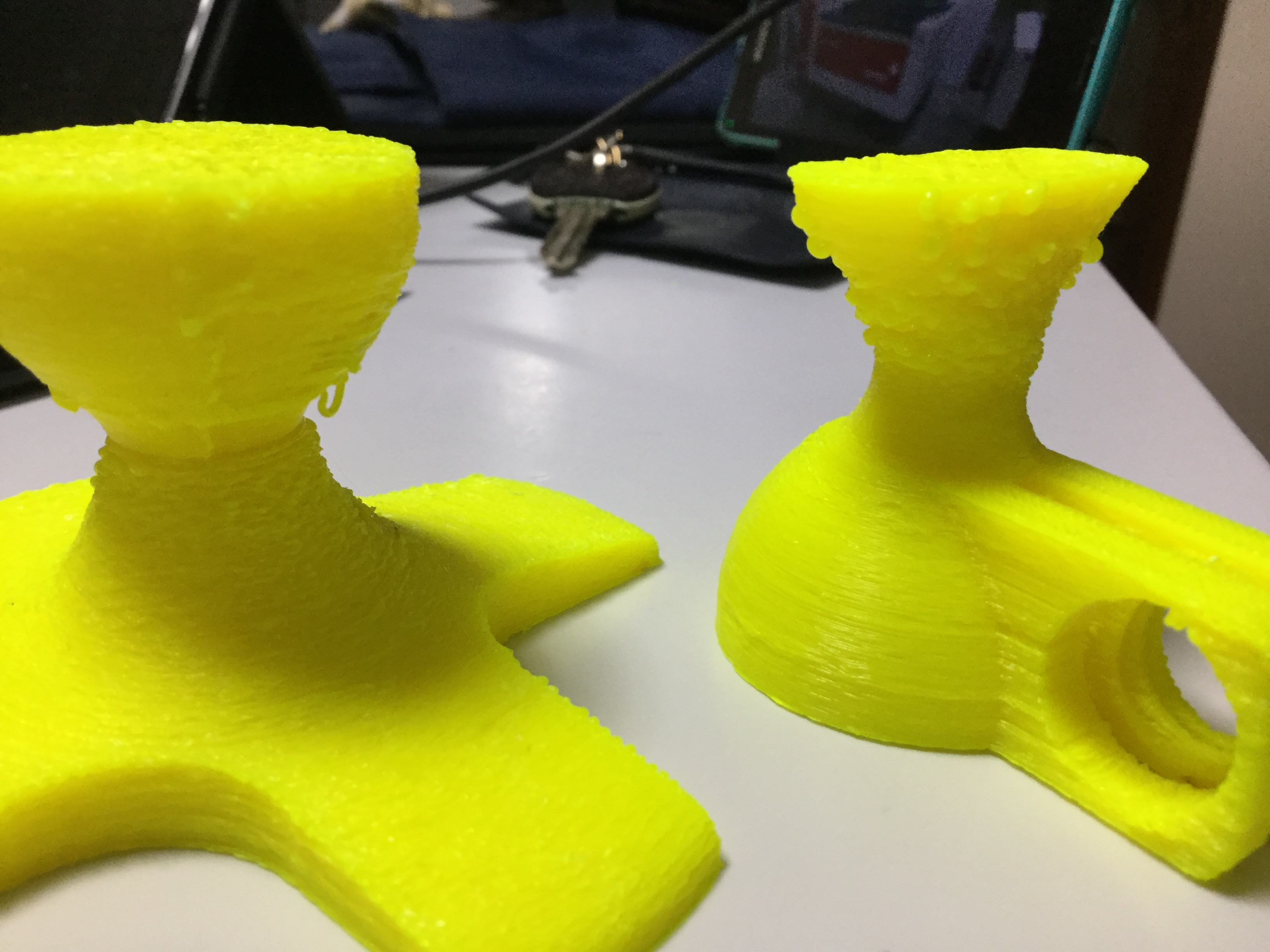
 速度も向上させて従来品(Robo3D)よりさらに滑らかに出力がなされてます。
速度も向上させて従来品(Robo3D)よりさらに滑らかに出力がなされてます。
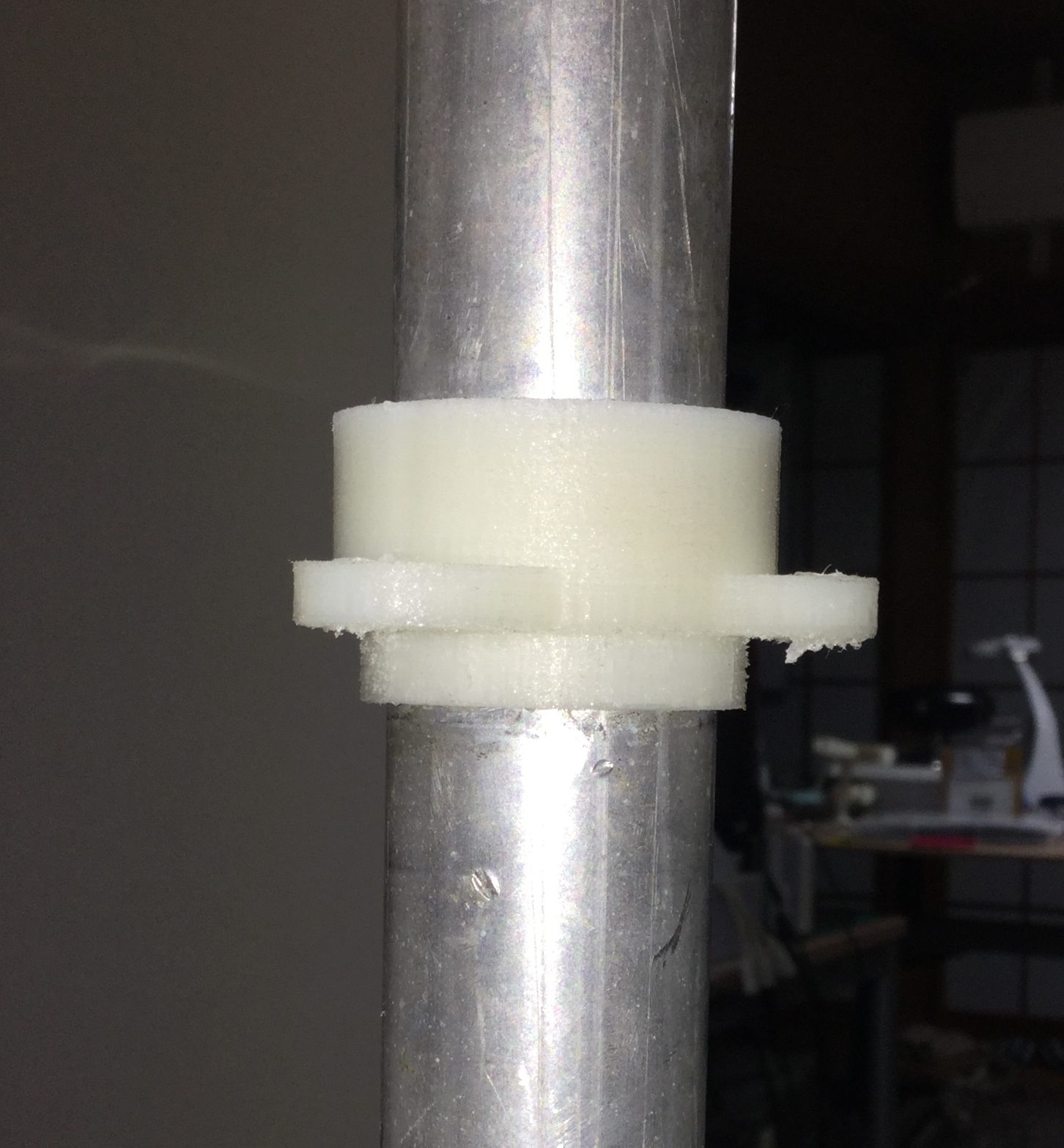
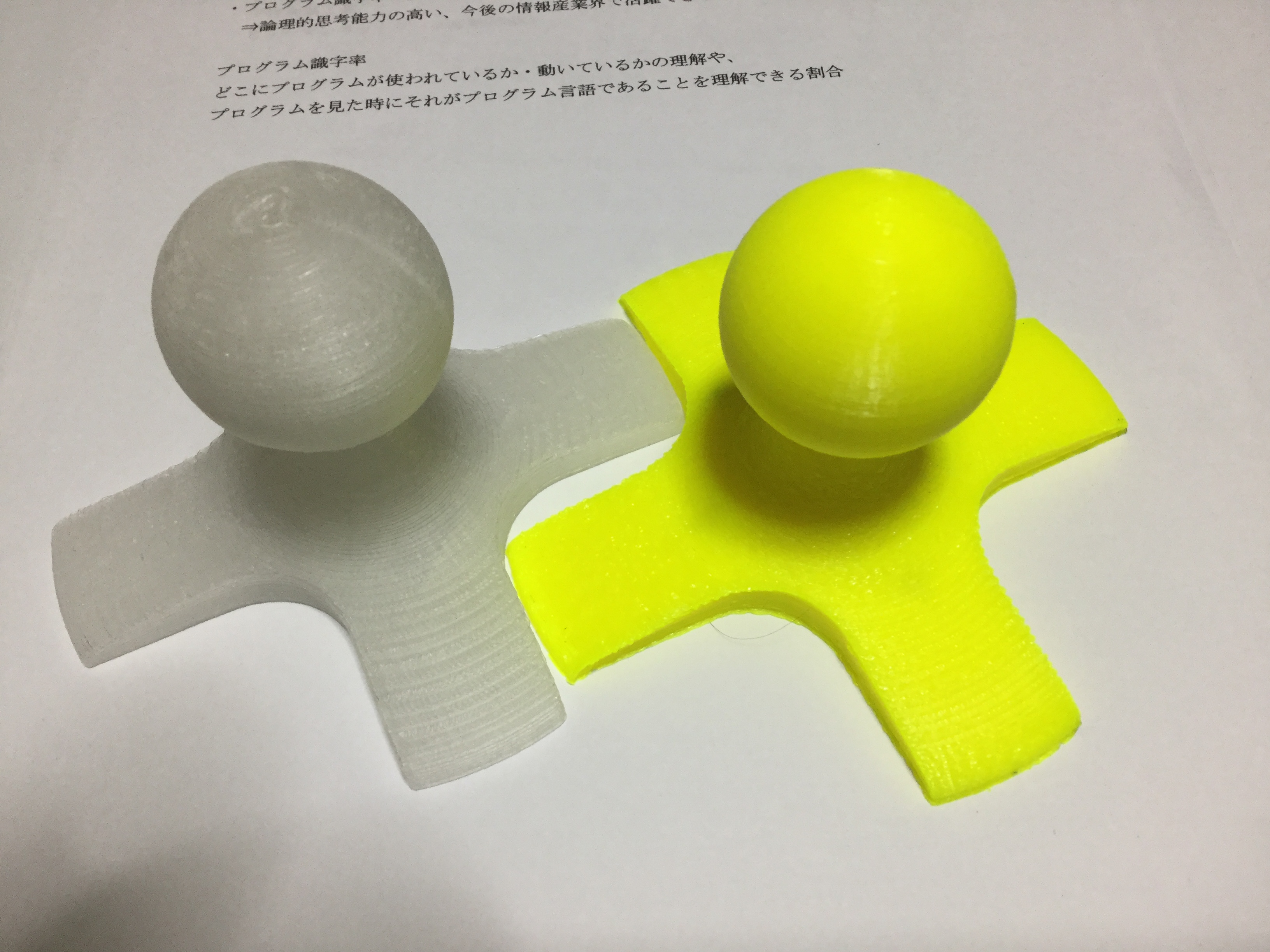
ノズルが0.4mmなのであまり荒く出力するのも出来ないのですが、箱入り娘の構造で底部にありがちの反りがなくなったのは確かに素晴らしいことです。
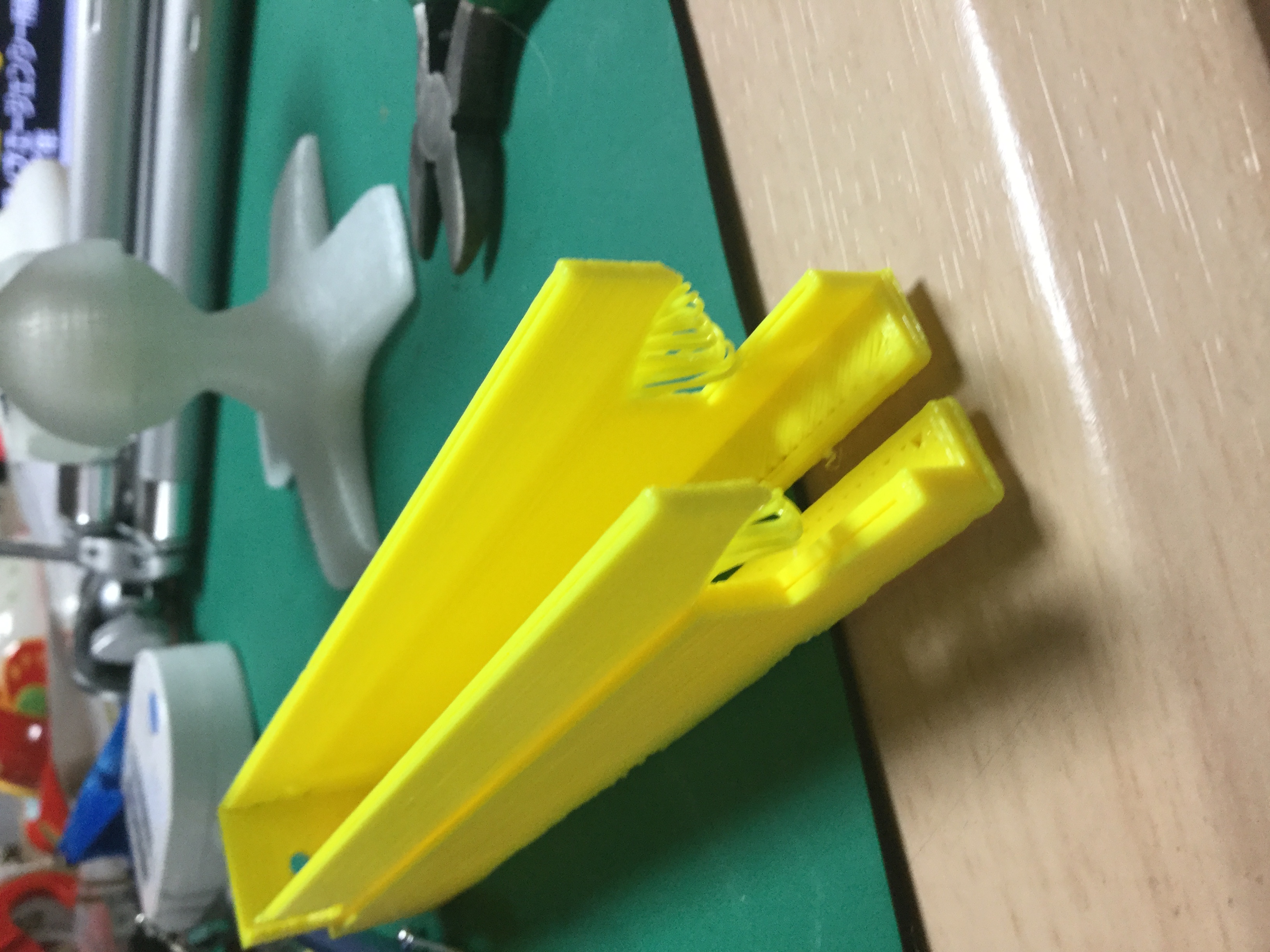
サイズ問題も解消してます。