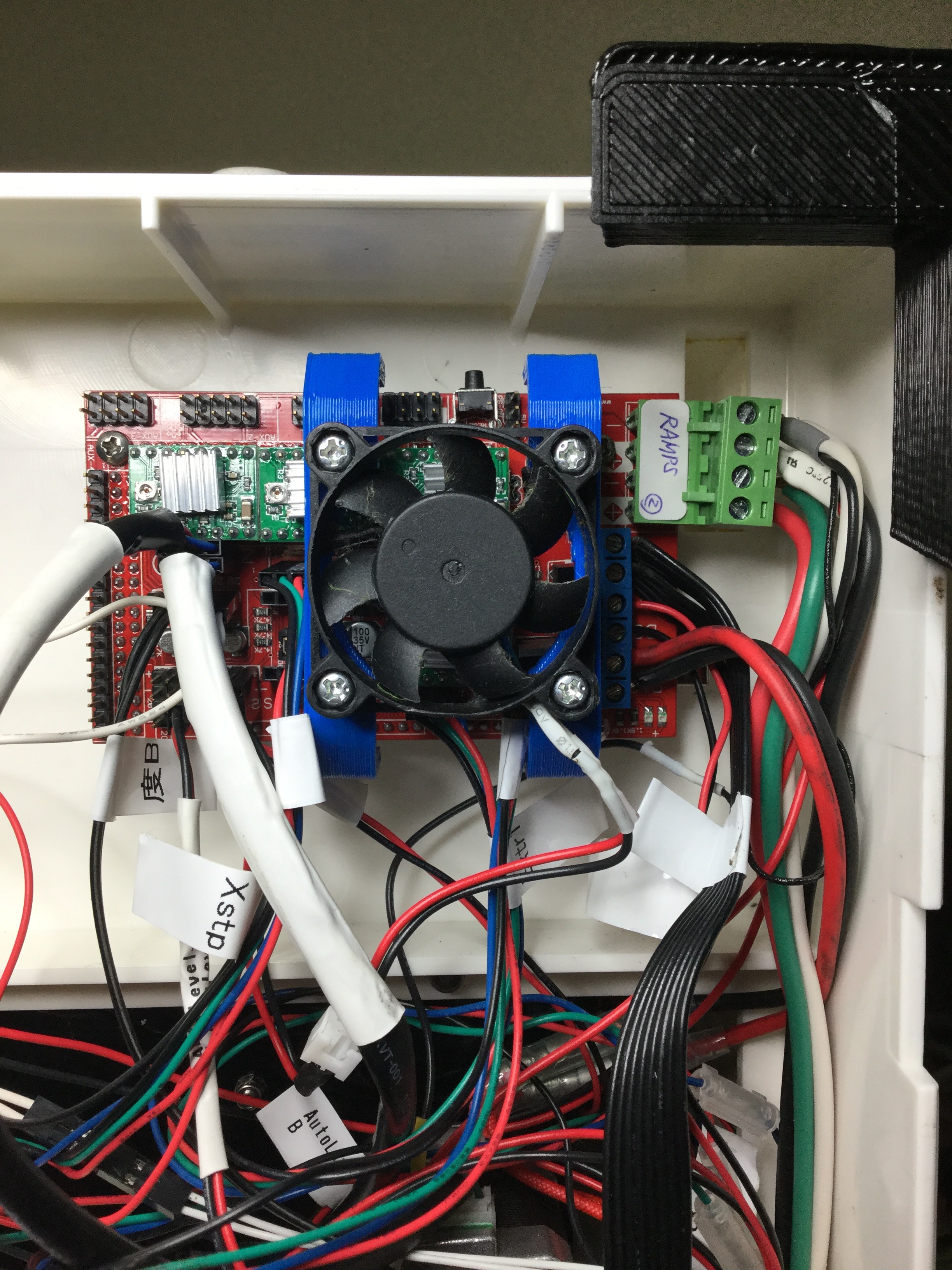
メカ的な問題、熱的な問題などが解決されて動作安定化の流れにいたものの時折ハングして出力停止に至る事象が発生していたので、プリンター単体でSDカード経由で出力させる運用を試してみることにした。すでにスマートコントローラ(20×4のLCD+スイッチ)は購入してあったので程なく動くはずだったのだが、スマートコントローラを接続してパソコンからのUSB接続をはずすと液晶のバックライトが消えてしまうのだ。5Vが出ていない。
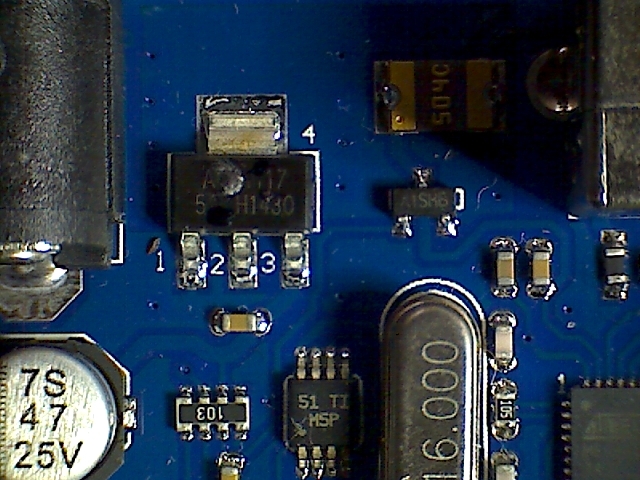
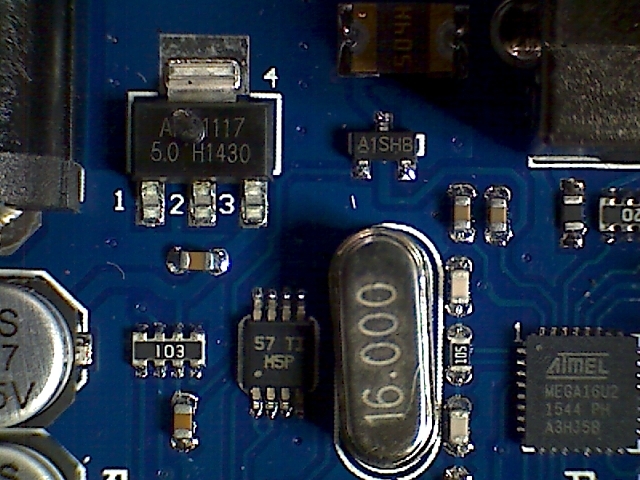
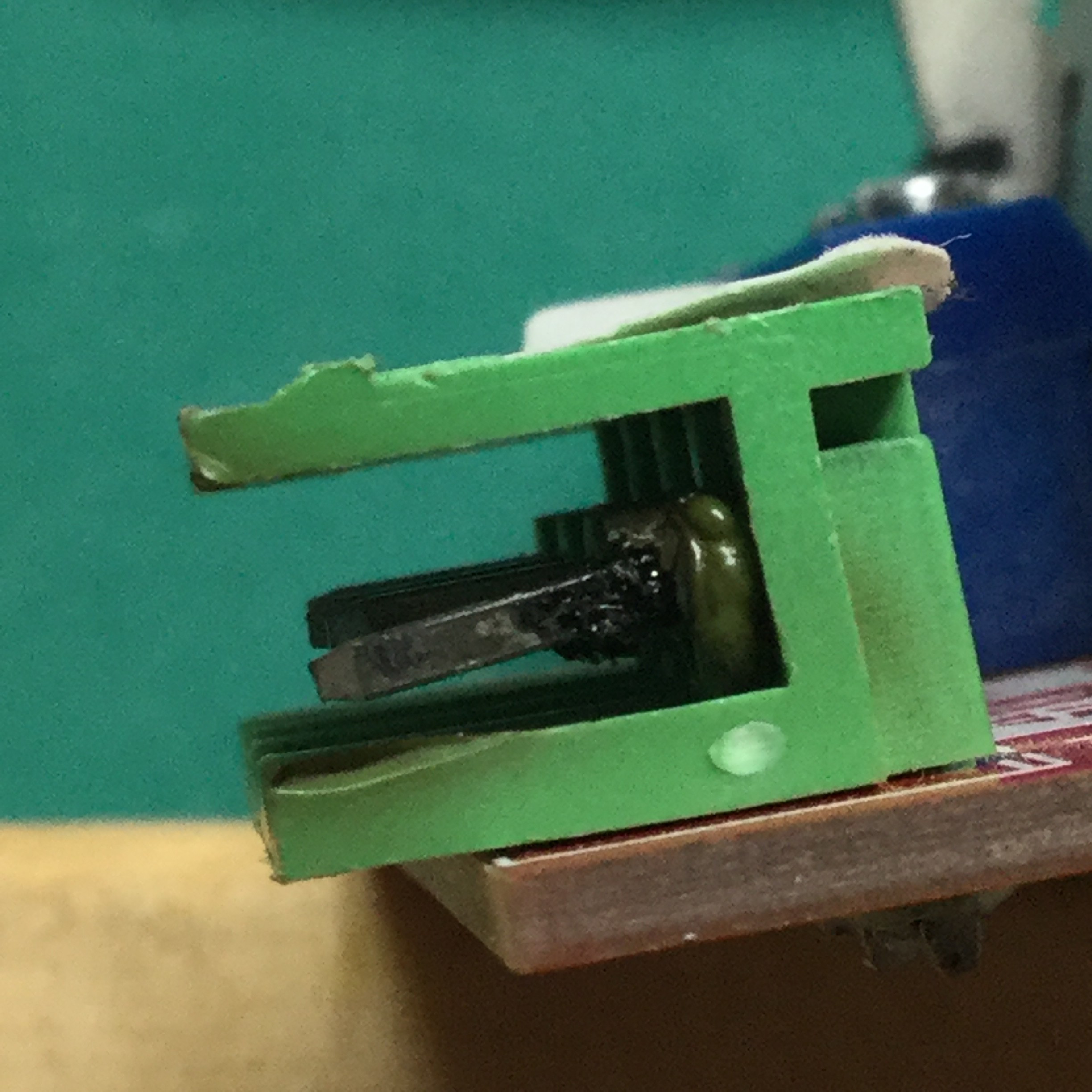
予備のATMEGA2560を変えてみると、また動作しない。三枚目の最後の予備となるチャイナ仕様のモデル(CH340搭載)を接続すると液晶は点灯して5V供給が出来ていることを確認できた。正規品(?)の二枚ともレギュレータがやられていたのだ。いつもPCから接続していたのでわからなかったのだが、やられていたレギュレータをみるとパッケージが膨張しているのが見て取れる。
このチップは12Vから5Vに変換する低ロスのレギュレータで2200mAを供給するというものだが、これが壊れていたとすると、PCのUSBからの電源供給能力に不備が生じていたのは、いたし方ないかもしれない。
NCP1117ST50T3G USD12.14 / LOT 40PCS