[はじめに]
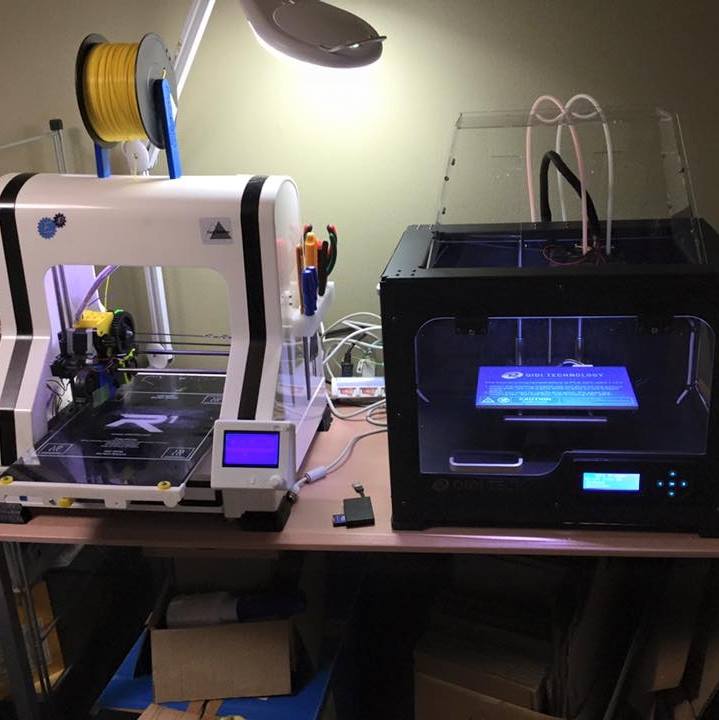
QIDITECH AvatarIVというMakerbot互換のプリンターの導入で発生した問題と対策を記します。予め断りしますが、ここでいう問題点はメーカーのいう通りの使い方をしたうえで起きたものではないので、あくまでもこちらの都合で異なる3Dプリンターに共通のスライサーからGCode生成までを行いたいがために起きたわがままな話です。製品本来の問題ではありません。最初の写真左がRobo3D R1+相当のプリンターで、右が今回のQIDITECH Avatar IVです。
[やりたいこと]
Robo3D R1+組み込みの里仕様 (Marlin Firmware)とQIDITECH AvatarIV (Sailfish Firmware)の双方を同一のスライサー環境で生成対応したい。
2013年秋からRobo3Dプリンターを導入して利用してきましたが、取り巻く制御ソフト環境もRepitierというOpenSourceのものから始まり、ハードの進化改良も含めて、今はMatterControlというものになっています。こちらもオープンソースのもので様々なプリンターに対応できるようになっていますので、今回の追加導入されたMakerbotのReplicator2X相当の中華3Dプリンター(QIDITECH社のAvatarIV)です。
[使うソフト]
Mattercontrol 1.5(.3) MacOS/Windows/Linuxで利用可能で、プリンター直結でのUI制御と共にG-code生成してバッチ運用ができる。(SDカードでハンドリング)
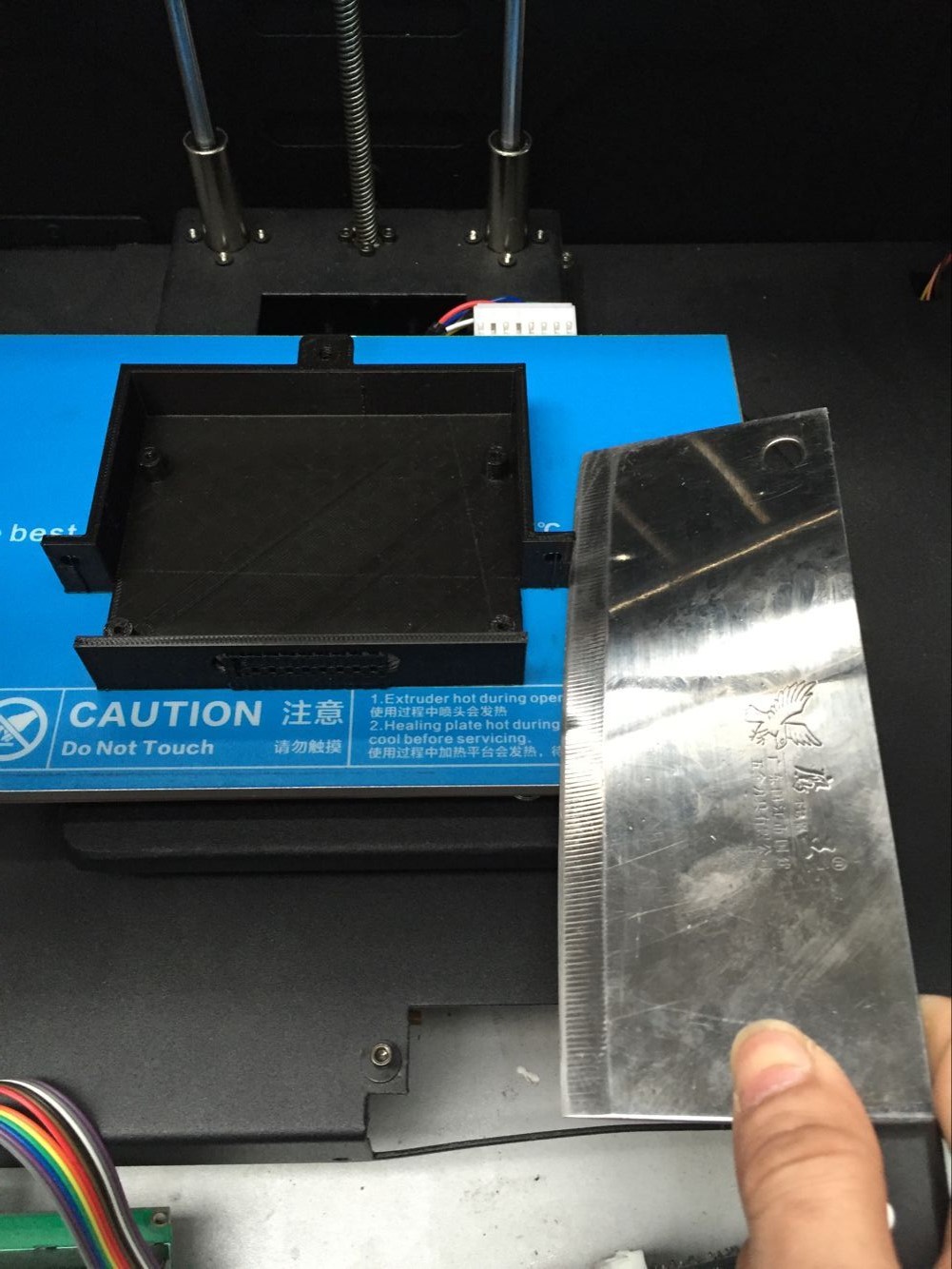
[問題点1 ABS運用で110C設定で粘着が強すぎる]
ヒートベッドが30C程度まで低下してからはがすことで対応。
Raftは不要、最悪のケースは包丁をあてるのが良いというのがメーカーの言い分。
[問題点2 出来上がりのサイズが一回り小さい]
用いられているXY軸の制御のギア比が異なっていたようだ。Makerbot > Flashforge = QIDITECHとなっている。参照したモデルMakerbot(Replicator2X)とは少し異なっていた。
M92 X94.5 Y94.5 Z400 E96 ;sets steps per mm for x3g driver ただしい
[問題点3 出力テーブルのセンターに出力できない]
MakerbotタイプのUI世界では出力プレートのセンターが(0,0)となっている。Home offset、Tool offsetのUI側設定と、Firmware側の設定項目の双方との影響を確認しつつ設定値にたどりついた。当初はプレート一杯に出力しようとしたが出力できなかったが、達成できた。
On Connect G-code
M206 X152 Y75 Z0 ;sets home offset (opposite values of bed size)
Extruder Offset (Extruder1)
X 34mm
SDカードにX3Gフォーマットで生成することでQIDITECH Avatar IVには出力が可能となった。
従来のRobo3DにはG-codeフォーマットで生成することで対応できている。
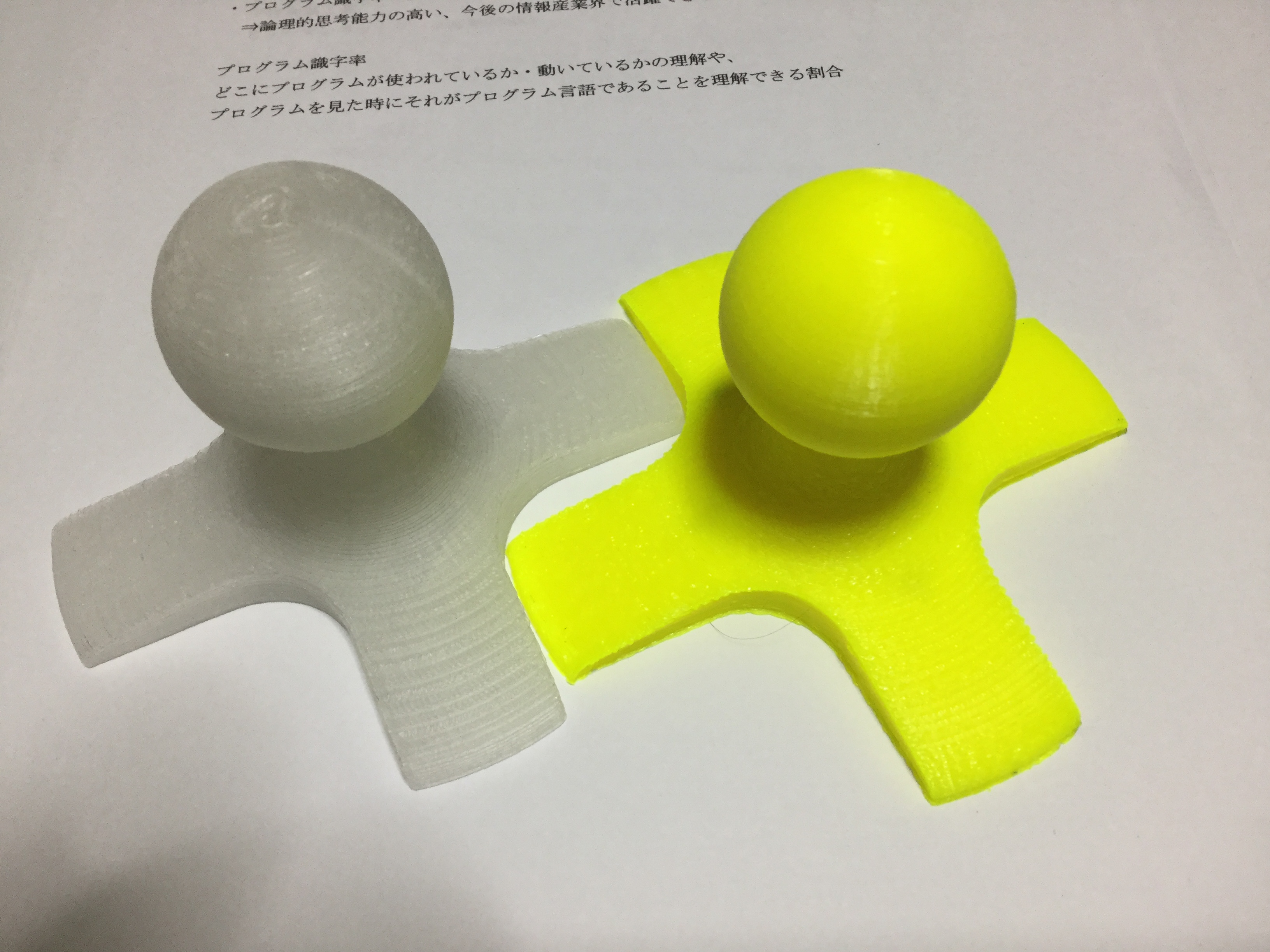
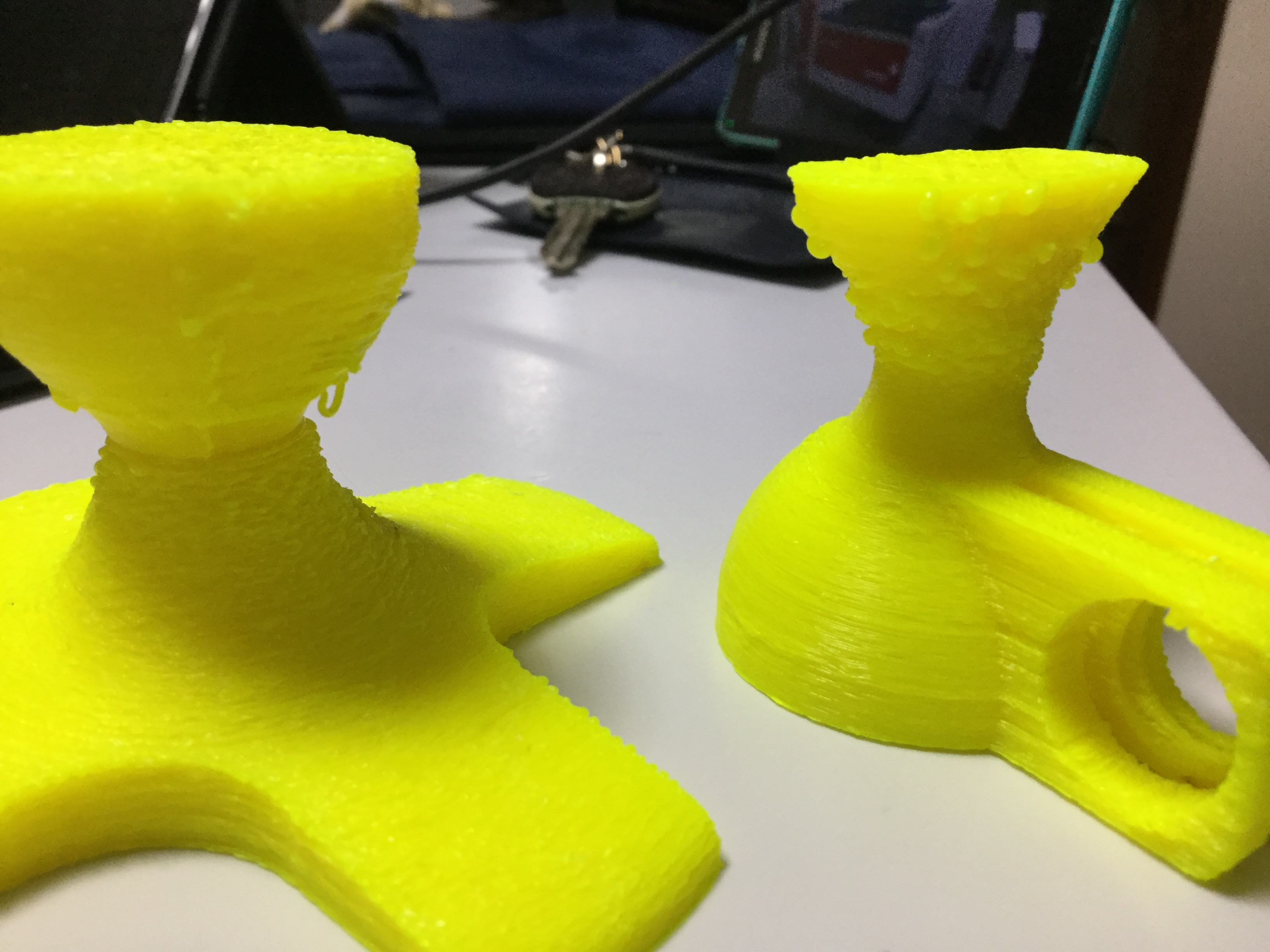
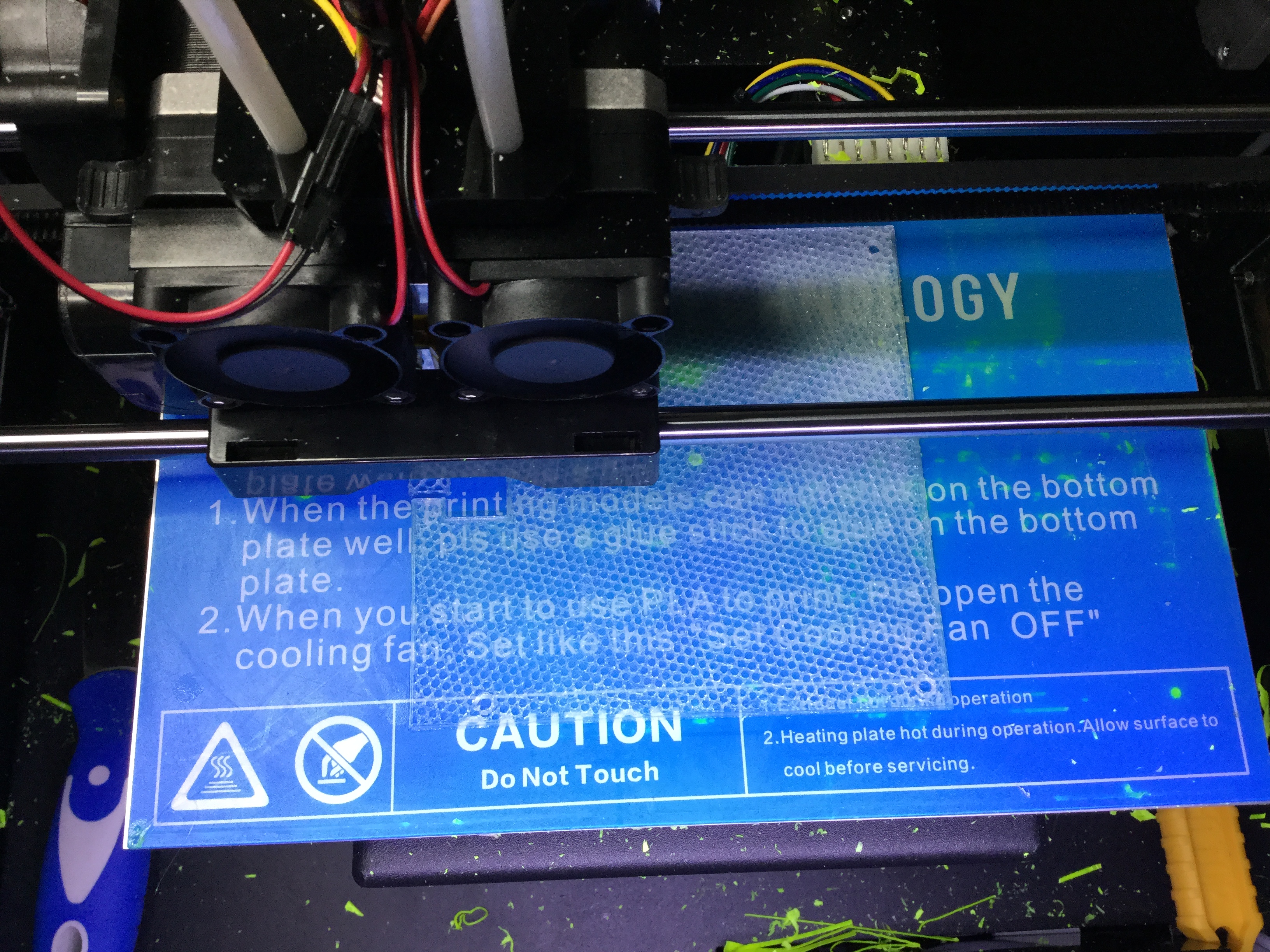
[問題点4 充填率1.0でも空きができる]
Extruderの出力条件に付加するmultiplyerで最大1.1まで拡大できる。これで調整したところ見た目にも確認がとれた。写真は1.05だったが、まだ少なくしてもよさそうです。
 左側は充填率1.0でExtruderのmultiplyerも1.0で
左側は充填率1.0でExtruderのmultiplyerも1.0で
右側は充填率1.0でExtruderのmultiplyerは1.05です。
透明度が上がったのは充填率が達成されたためです。
[現在の設定情報]
30%密度 0.2mm PLA
100%密度 0.2mm ABS