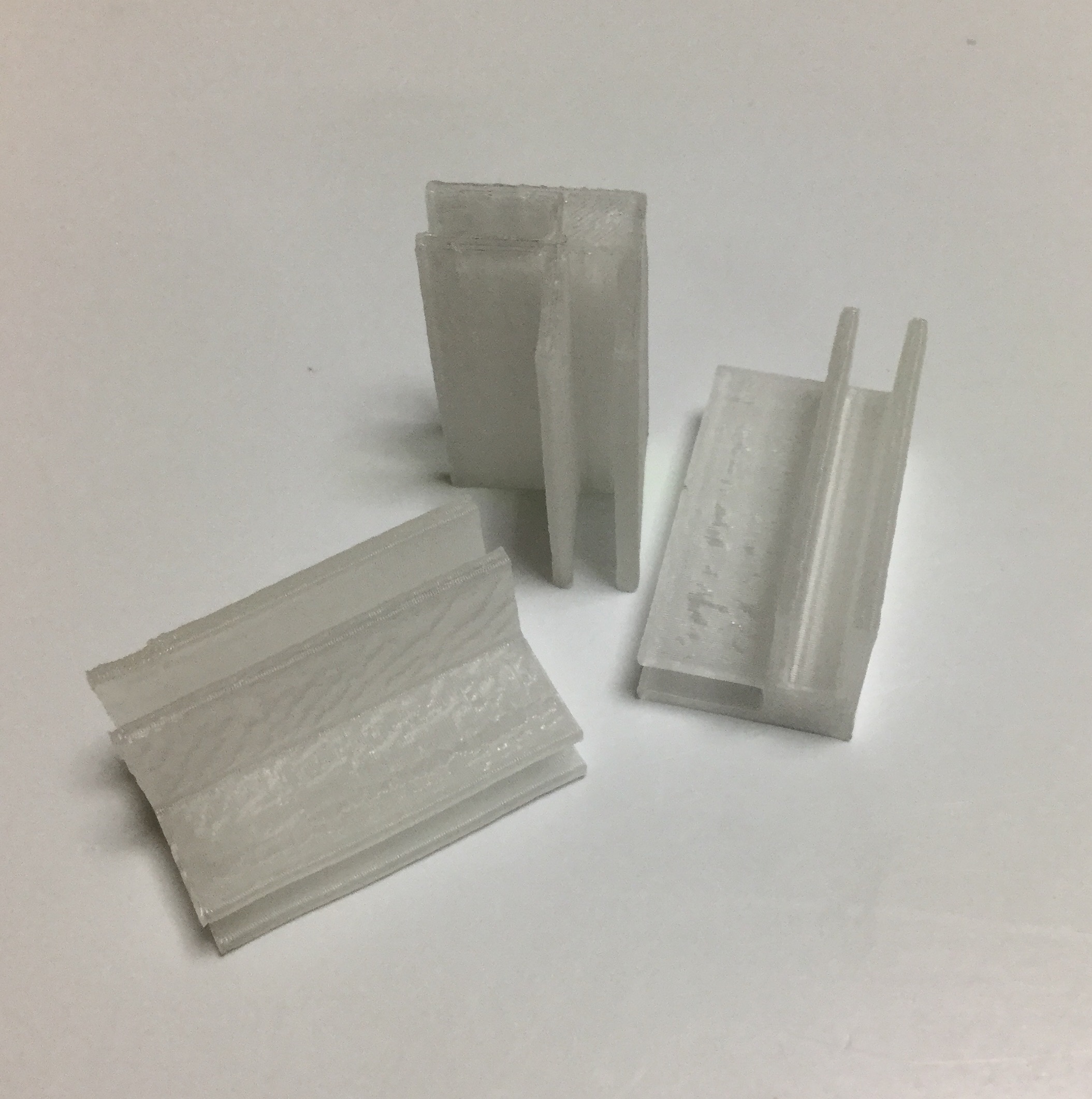
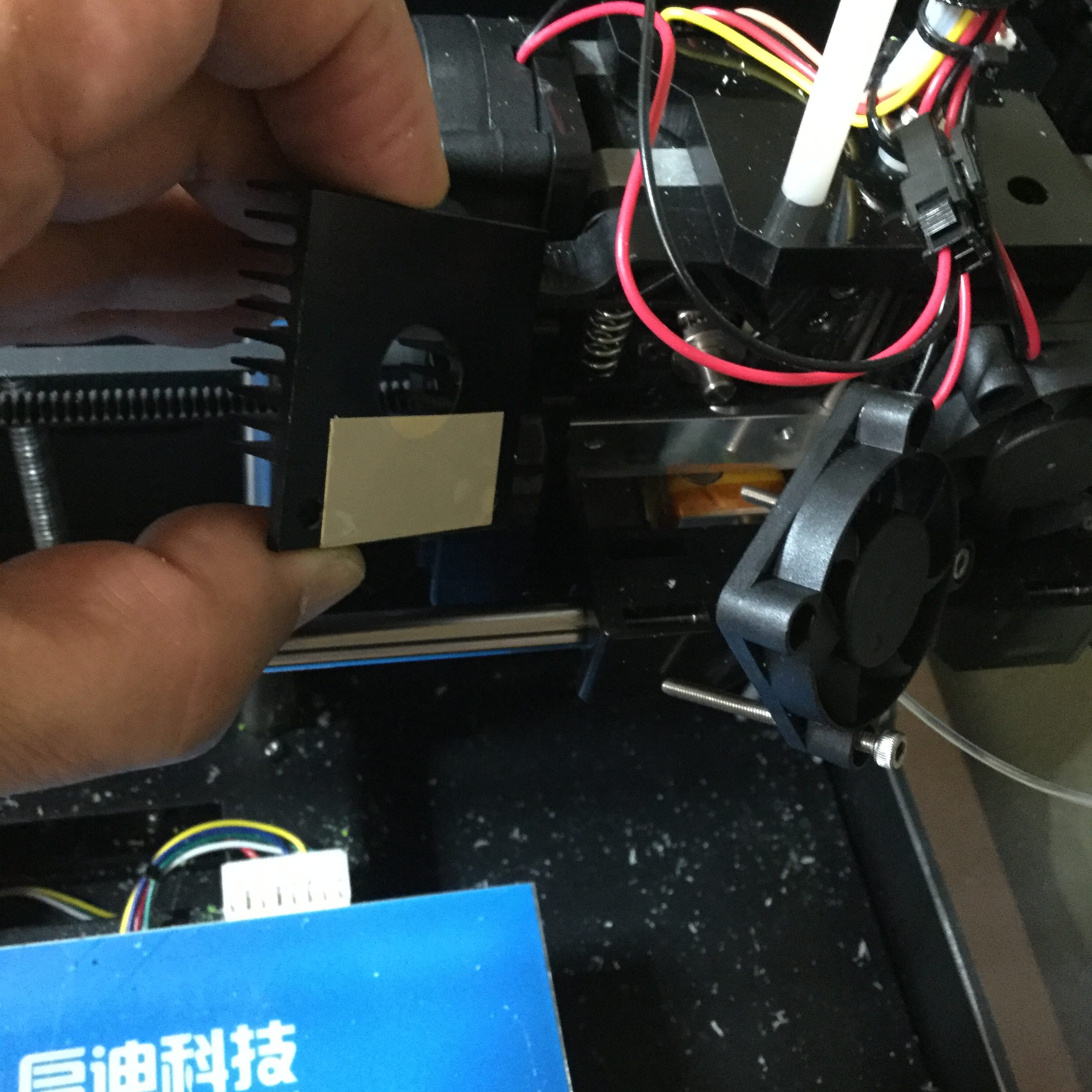
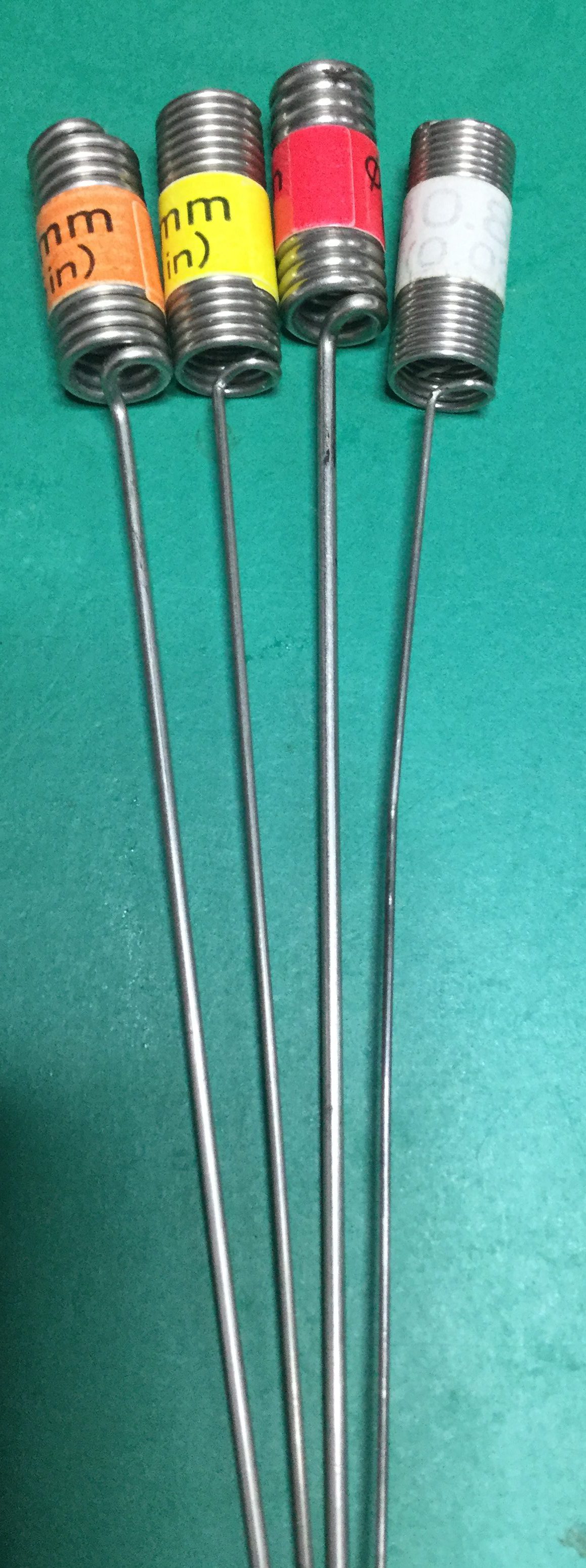
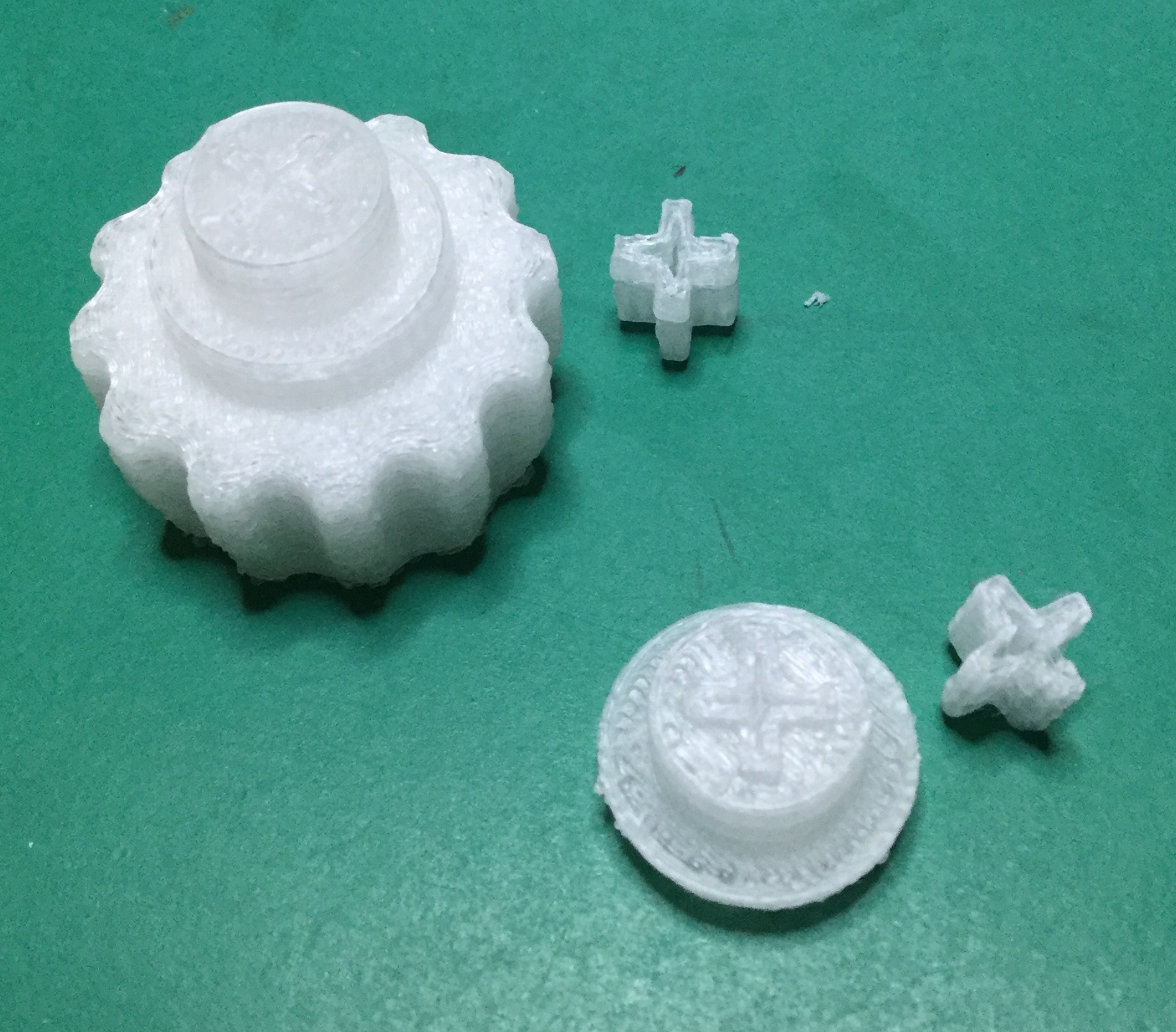
既存のSTLファイルを加工して利用する場合についてデータ出力で問題となる場合がわかった。
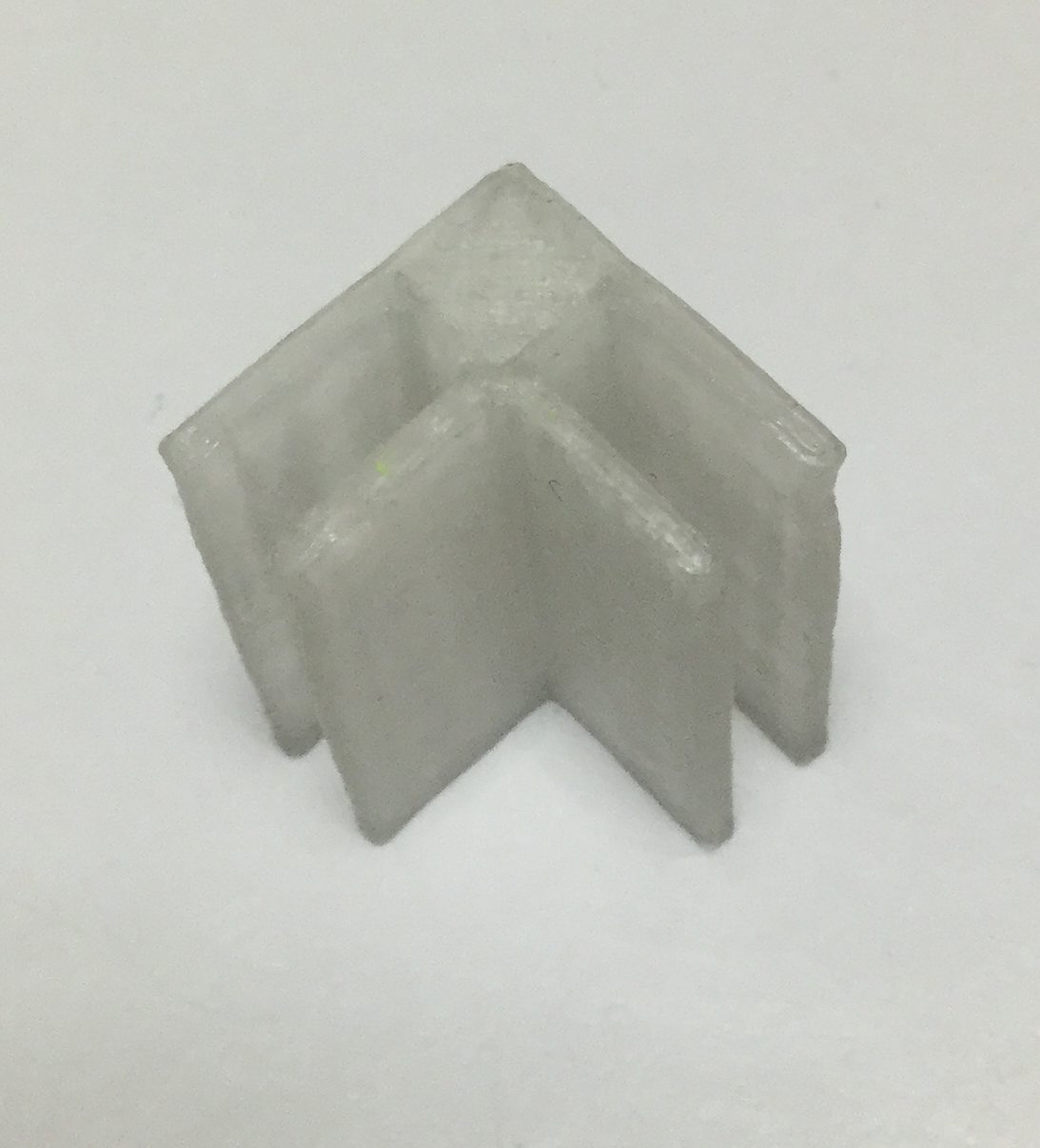
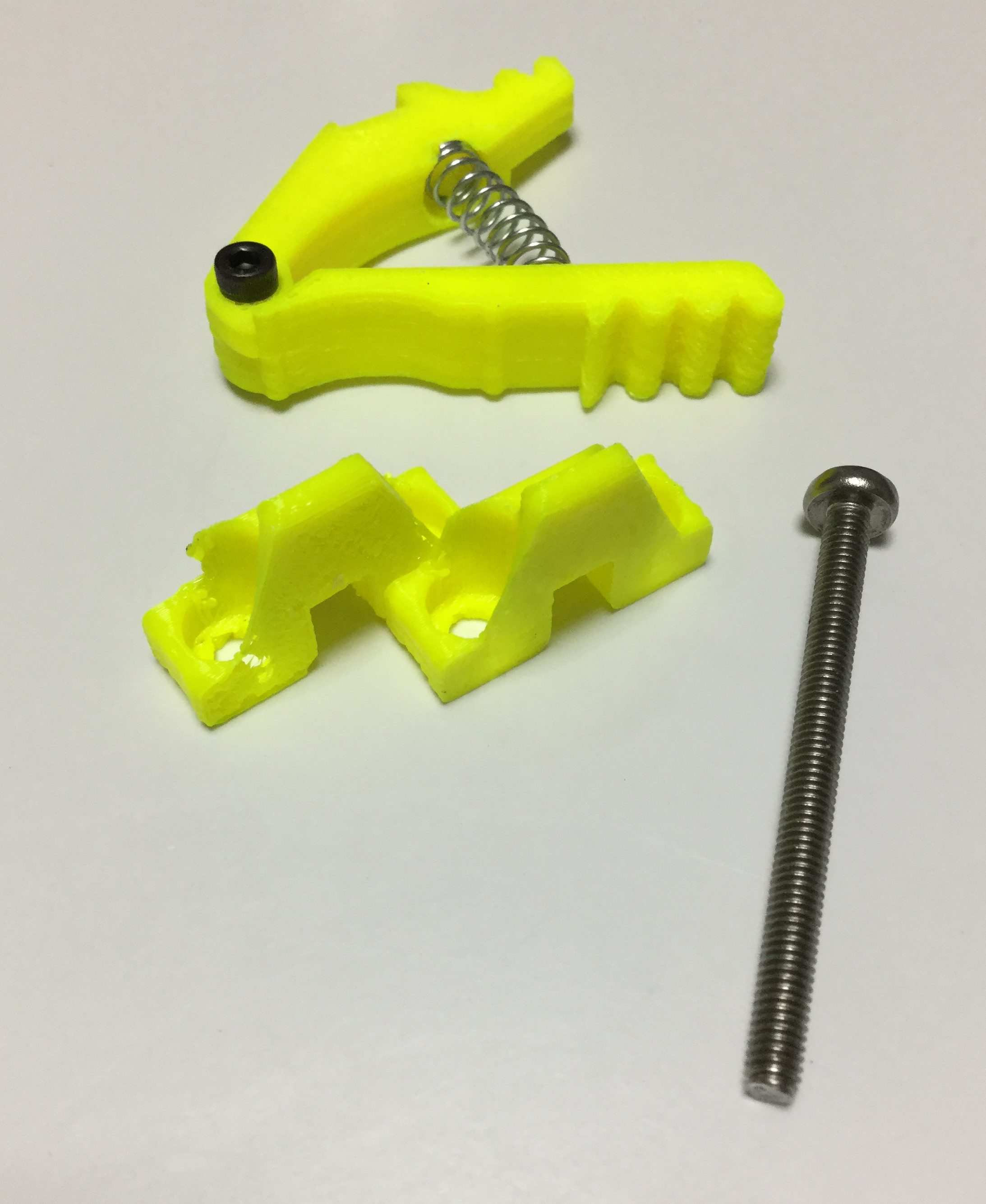
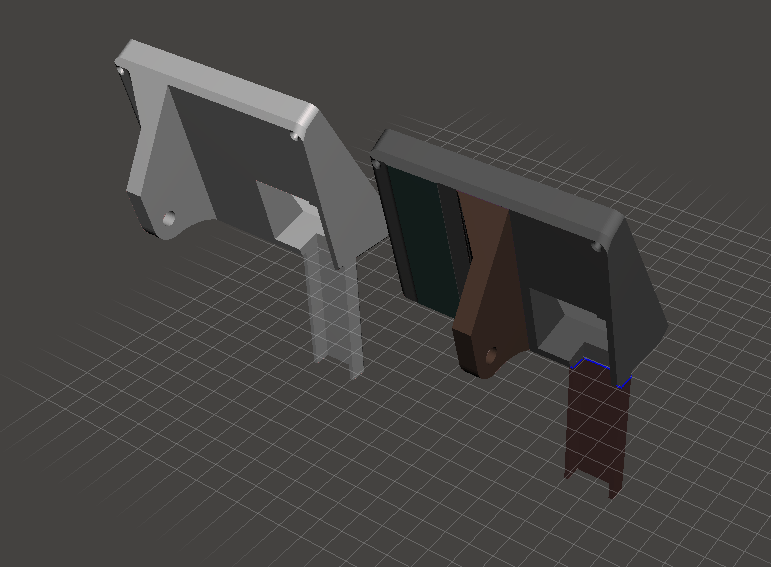
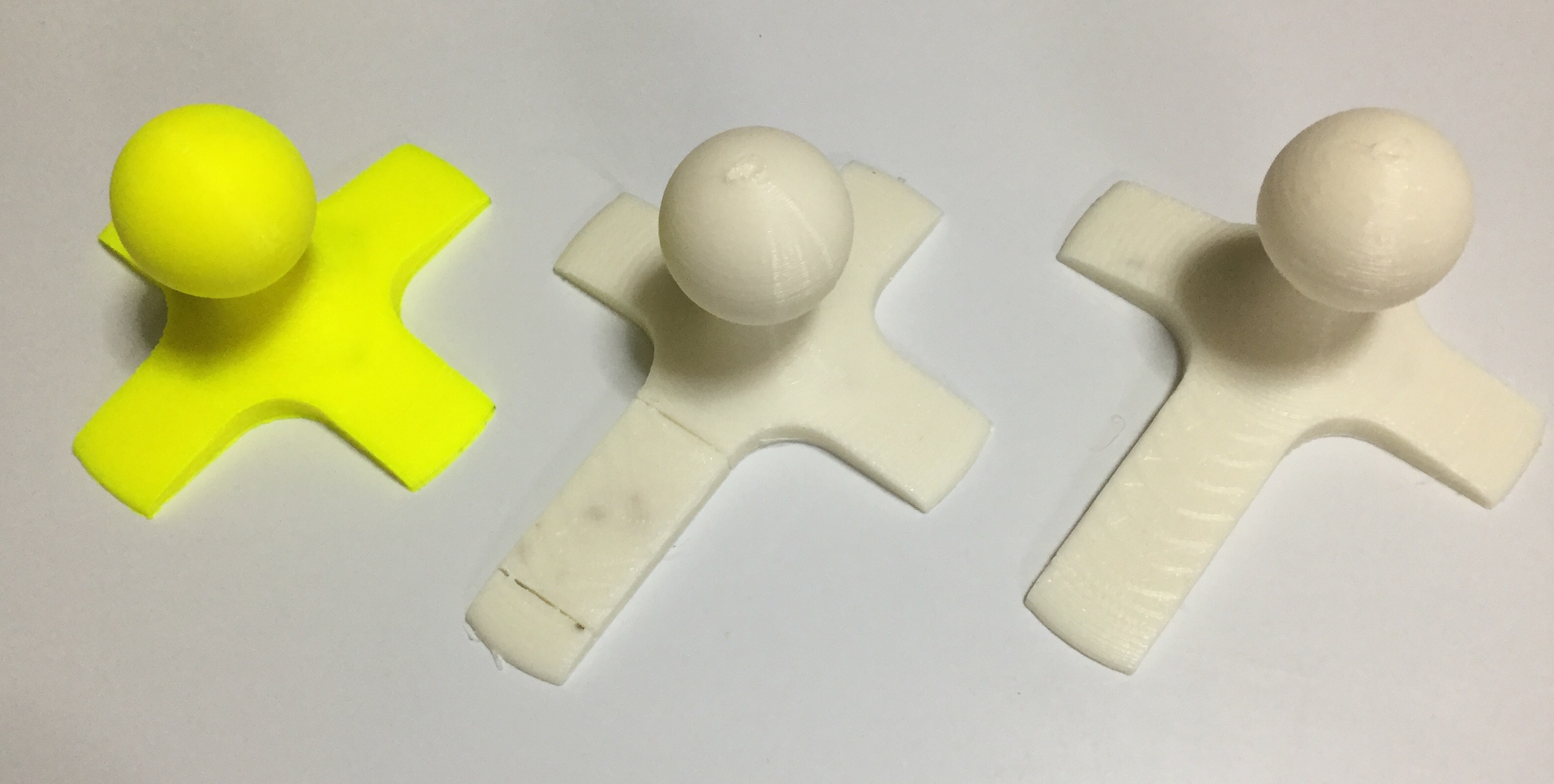 この写真の例では、左端のデザインをベースにして一部の脚のみを分割して伸ばしたいというものだったのだが、真ん中の事例は、そのままやったことが明確なままに部材も分断されて出てきた。
この写真の例では、左端のデザインをベースにして一部の脚のみを分割して伸ばしたいというものだったのだが、真ん中の事例は、そのままやったことが明確なままに部材も分断されて出てきた。
右側の事例は、そのことが判明したので対策をしたものです。Meshmixerで面カットなどで分断した場合で別の部品や拡張した形で接続しようとする場合に起こりました。
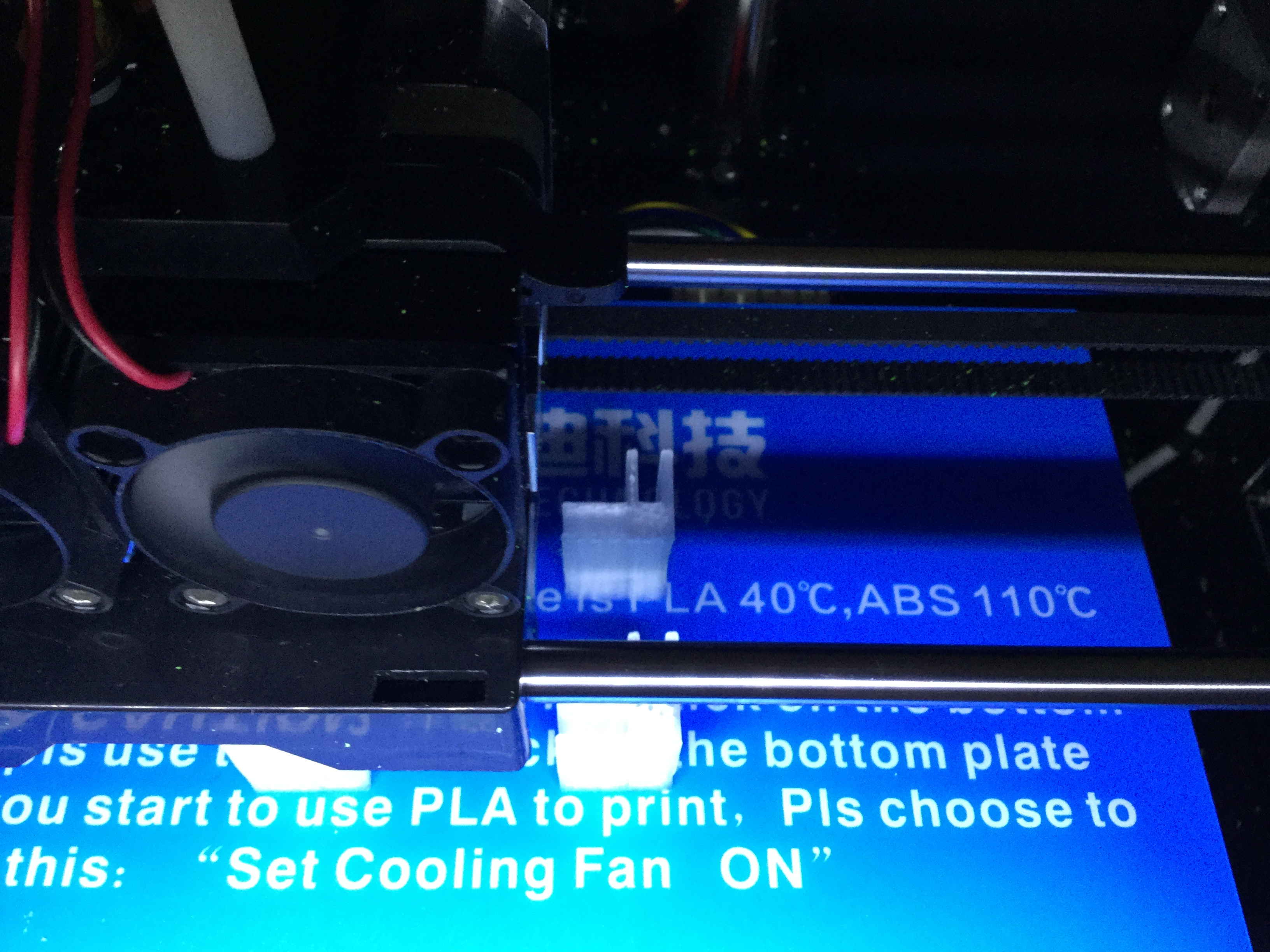
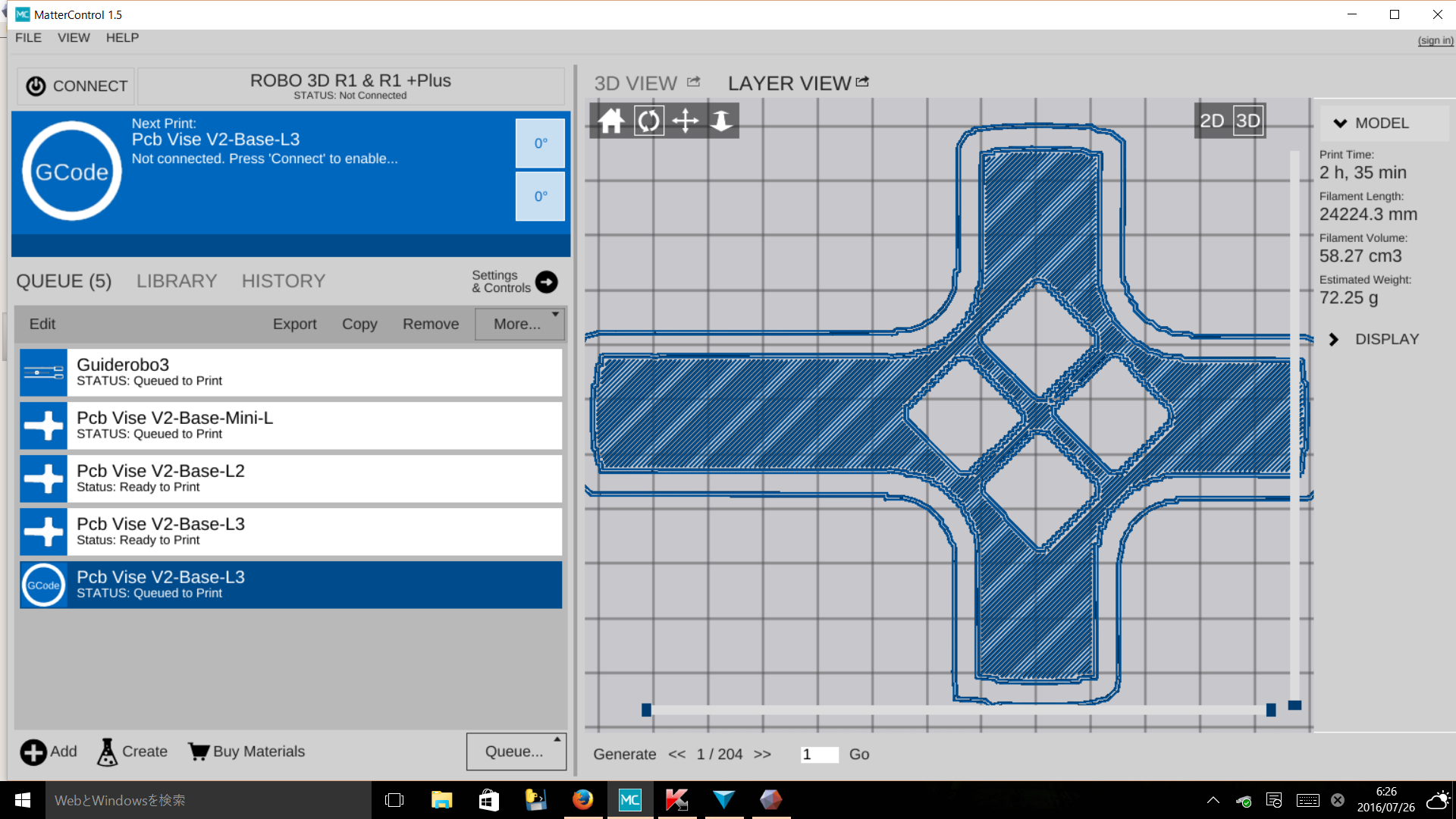
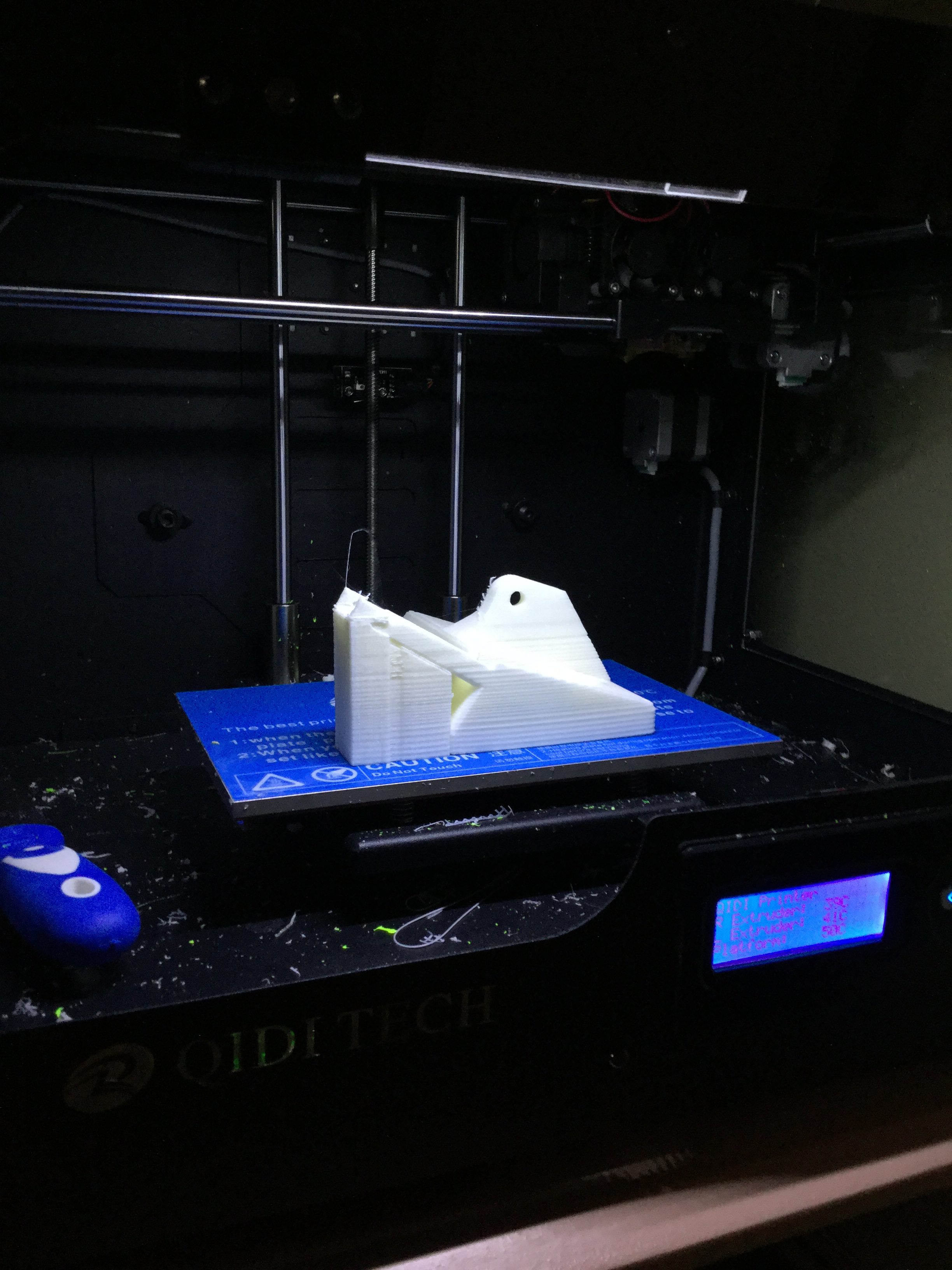
Gcodeベースで確認すると違いは次の通り。
 結合しただけの状態で出したSTLファイルは実際には内部は結合していませんでした。Mattercontrolでgcode生成した場合の第一層の写真です。
結合しただけの状態で出したSTLファイルは実際には内部は結合していませんでした。Mattercontrolでgcode生成した場合の第一層の写真です。
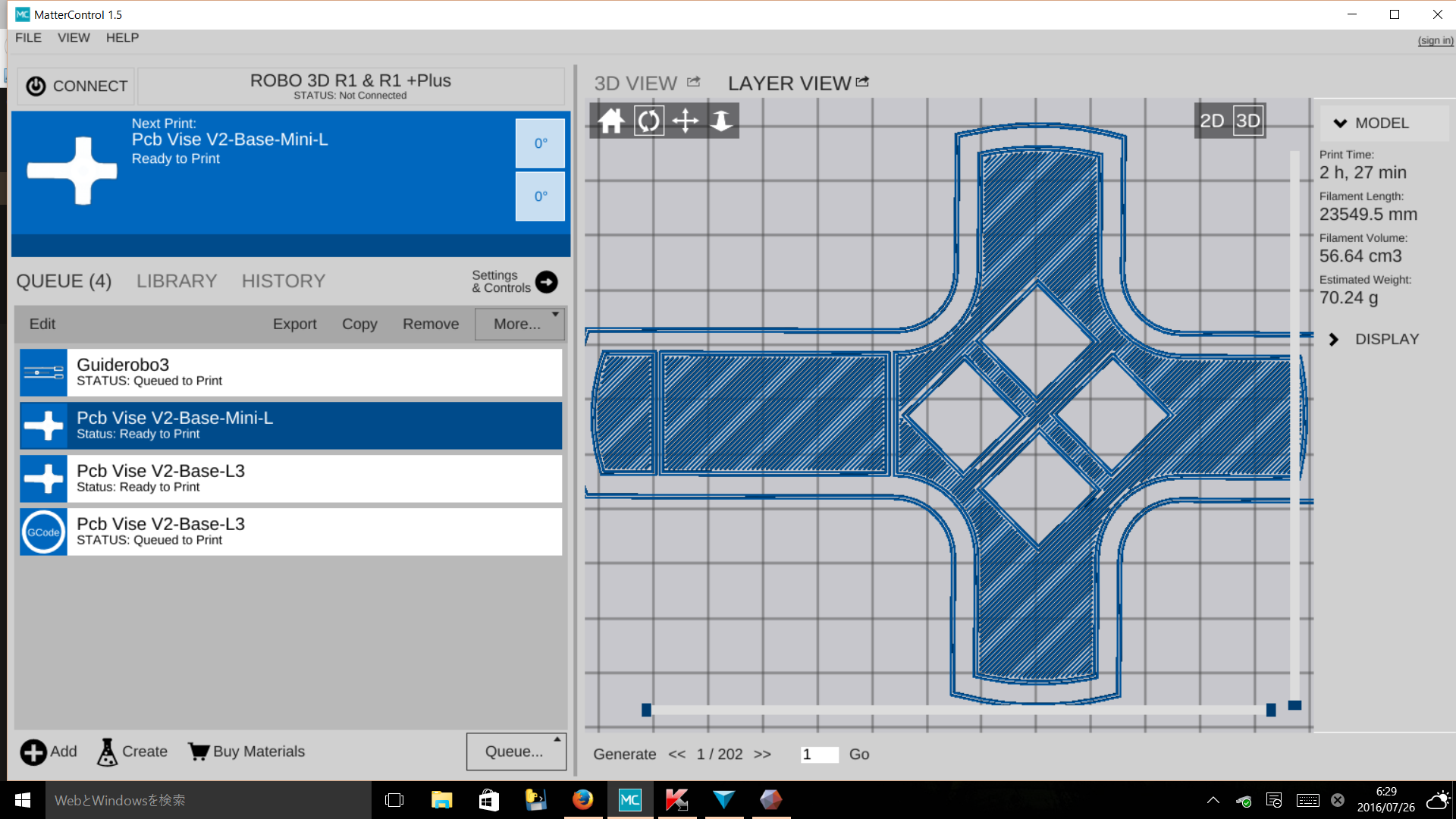
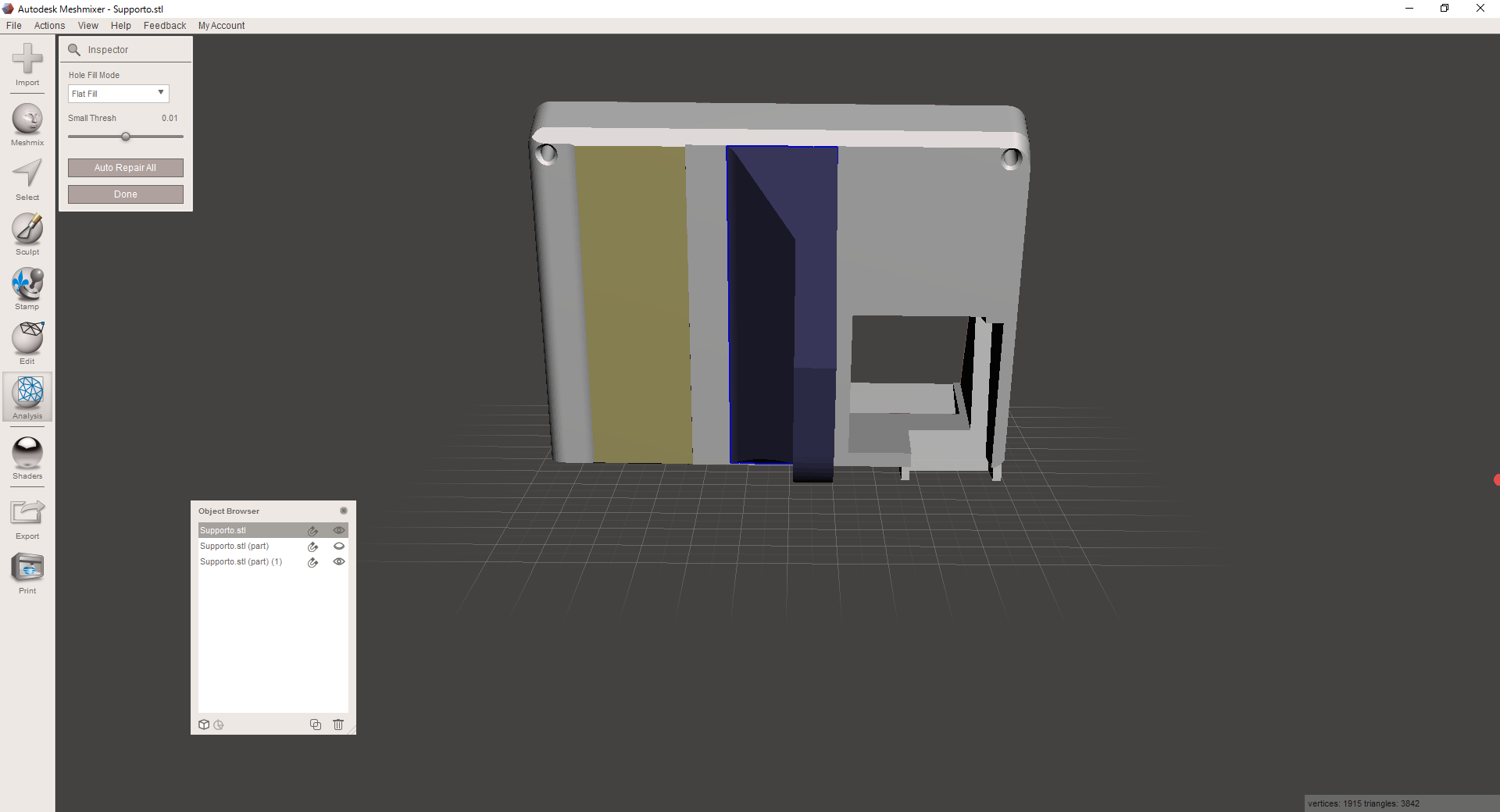
 結合した後にMake solid(固体化)というアクションをとることで作ったSTLファイルでは綺麗に内部が固体化されたのが確認されました。
結合した後にMake solid(固体化)というアクションをとることで作ったSTLファイルでは綺麗に内部が固体化されたのが確認されました。
必要な手続きをMeshmixerで再確認すると
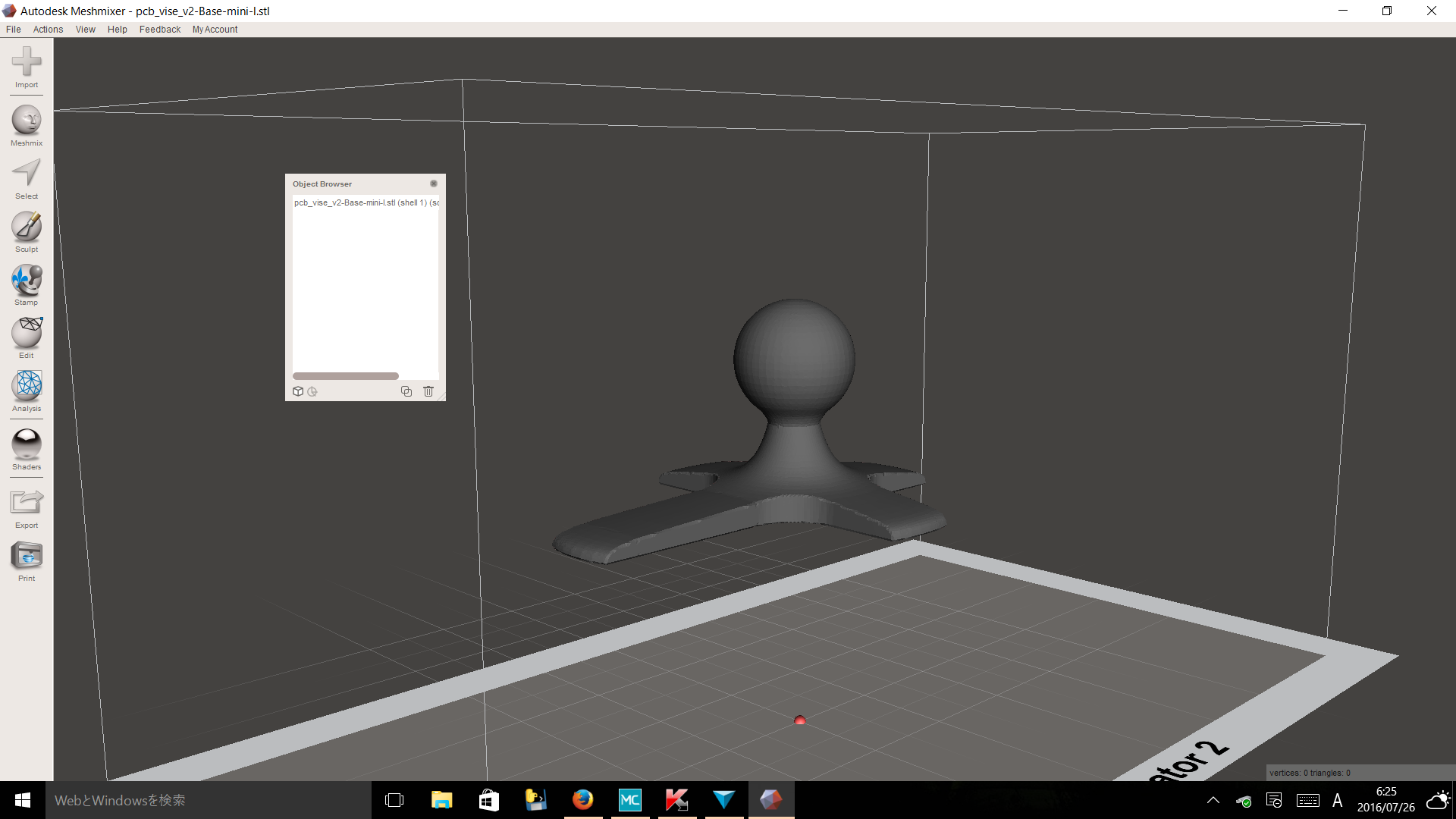
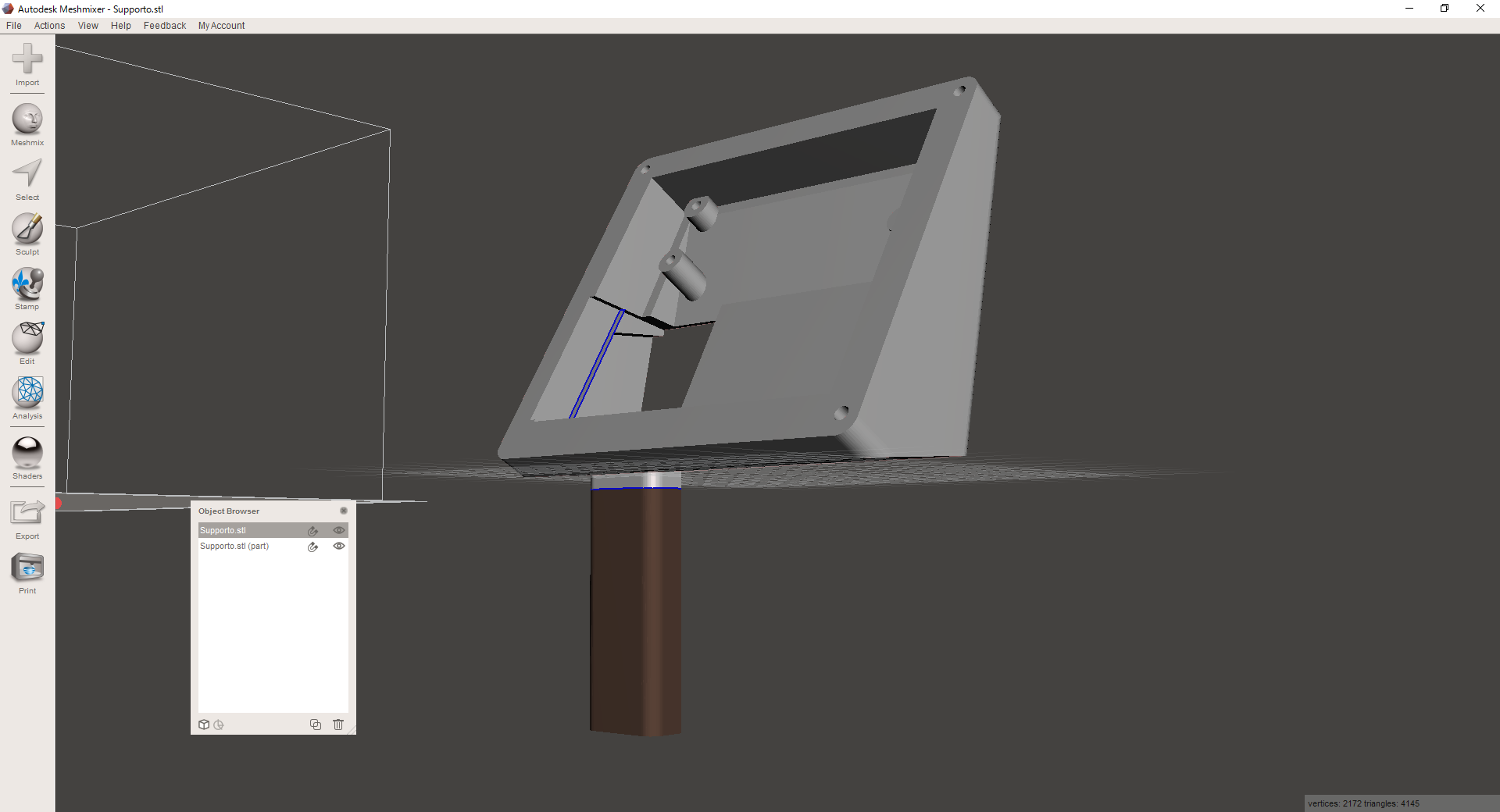
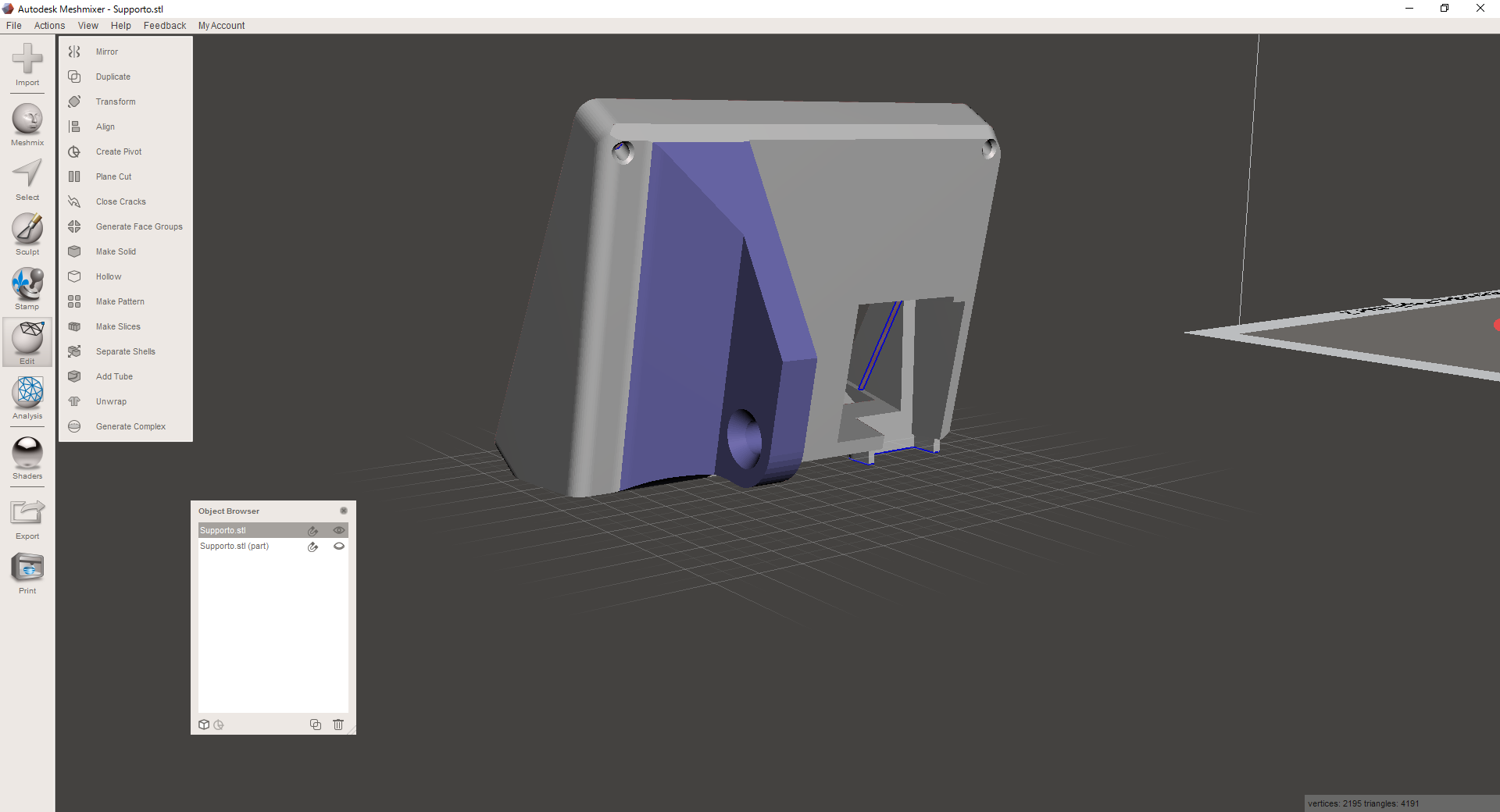
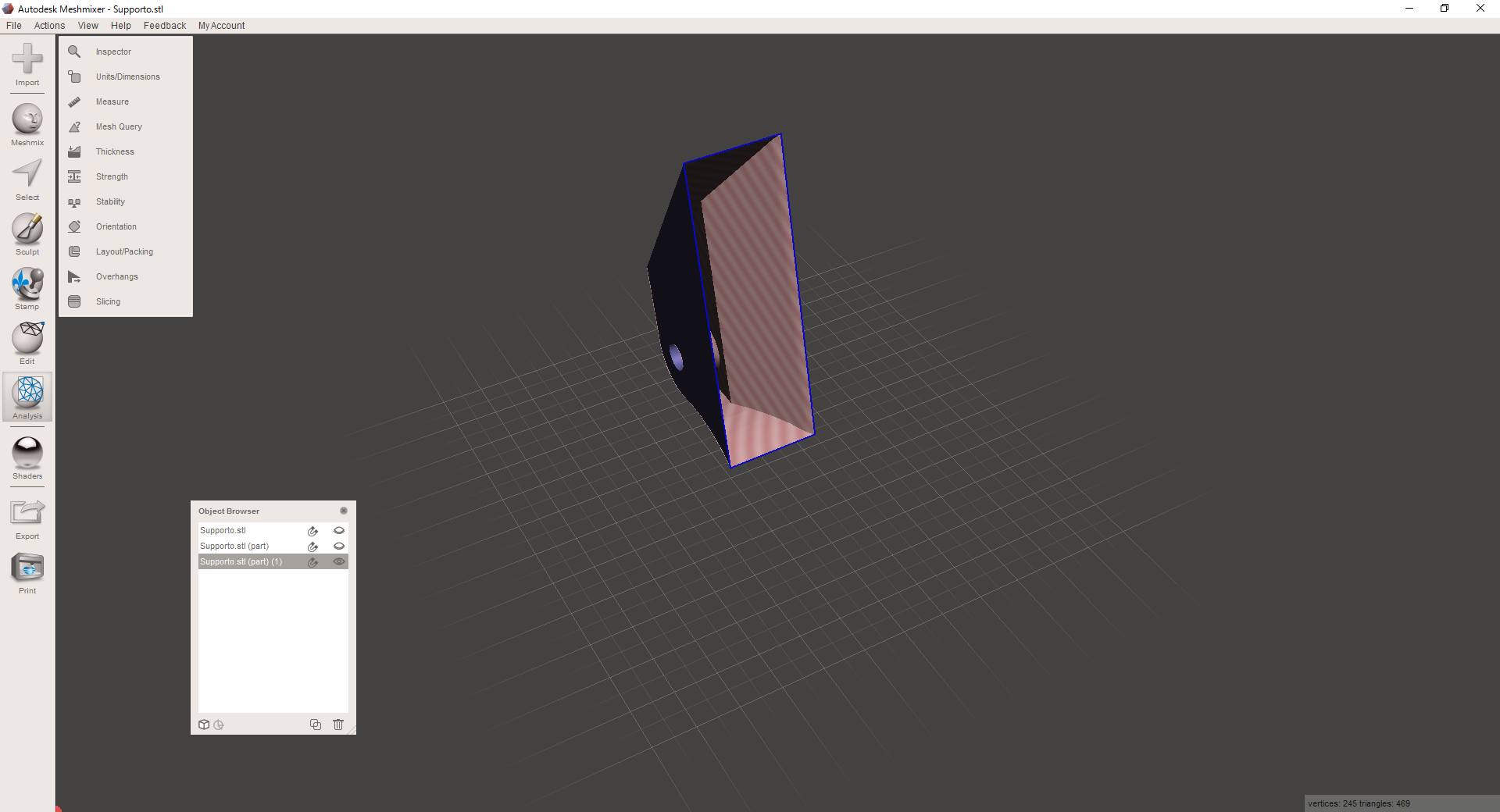
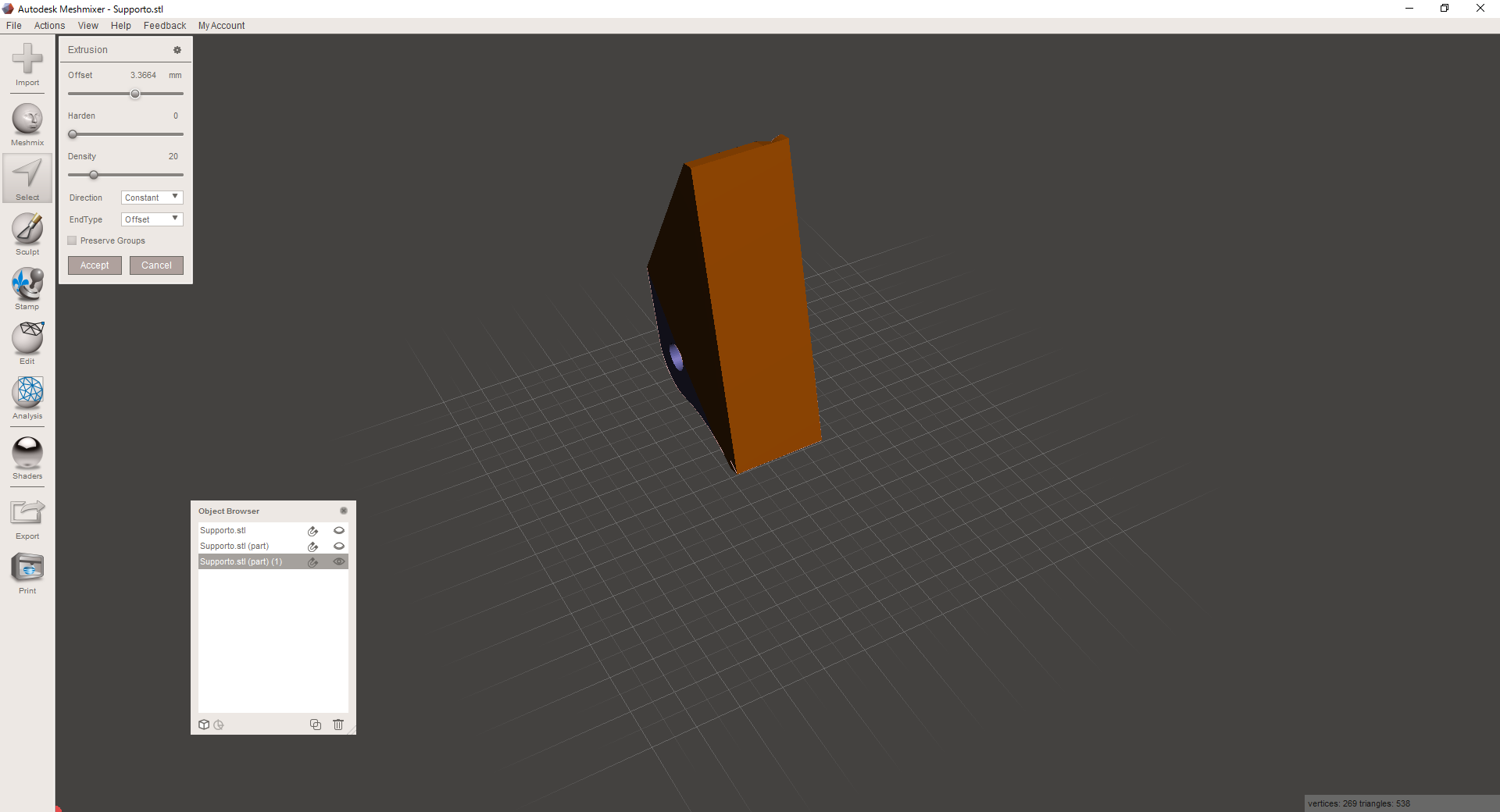
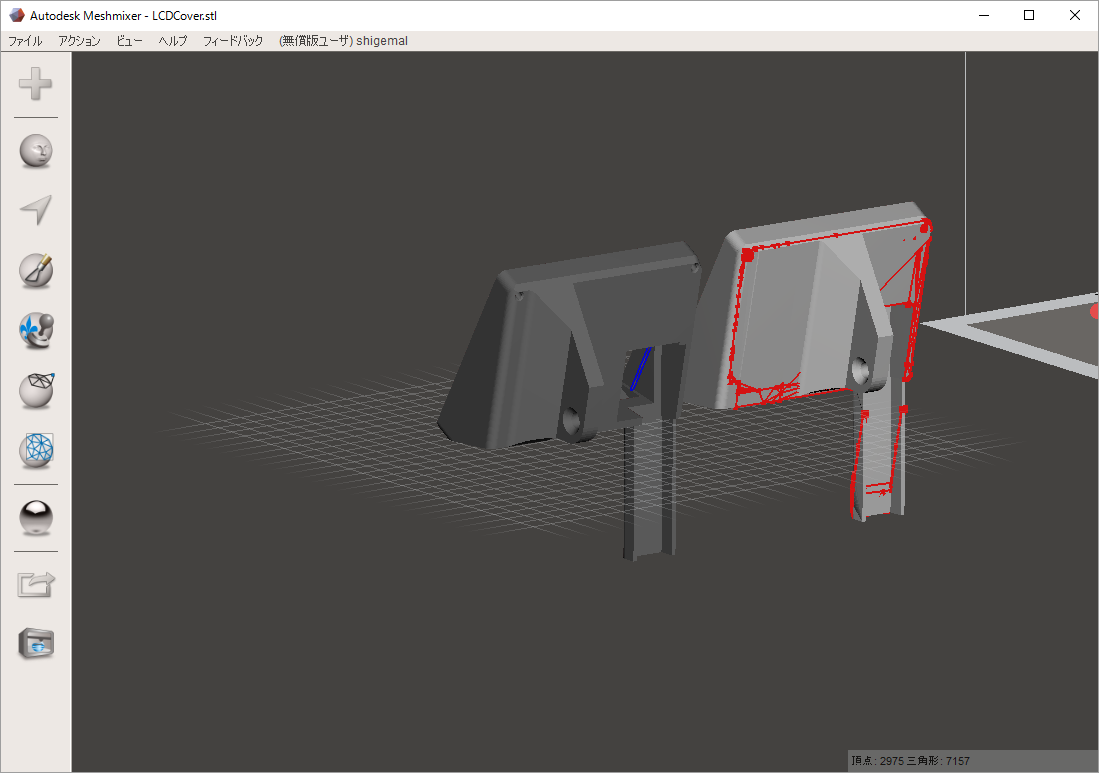
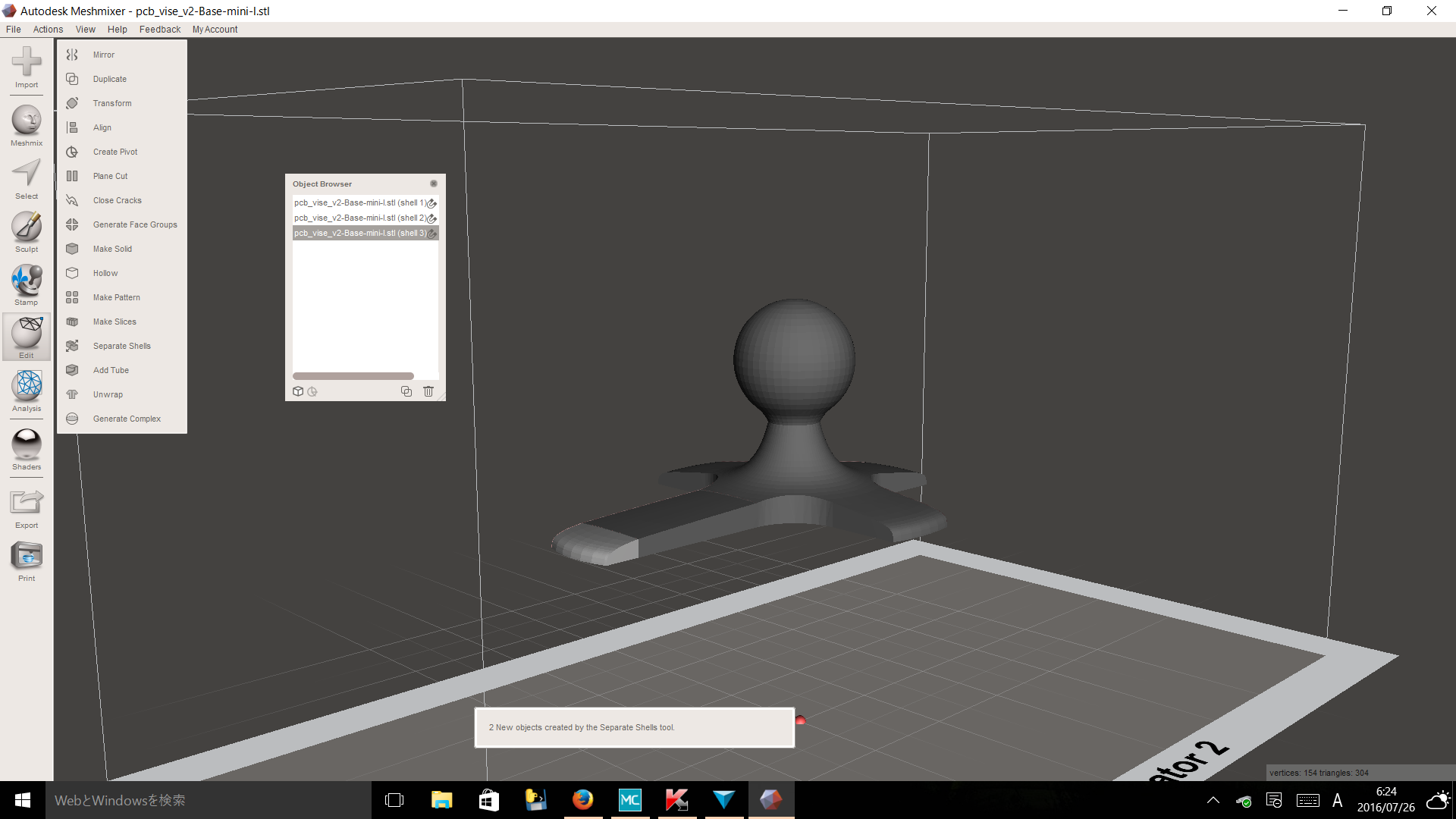 これが内部で固体化されていないSTLファイルを読み込んだ状態でObject Browserを開きました。
これが内部で固体化されていないSTLファイルを読み込んだ状態でObject Browserを開きました。
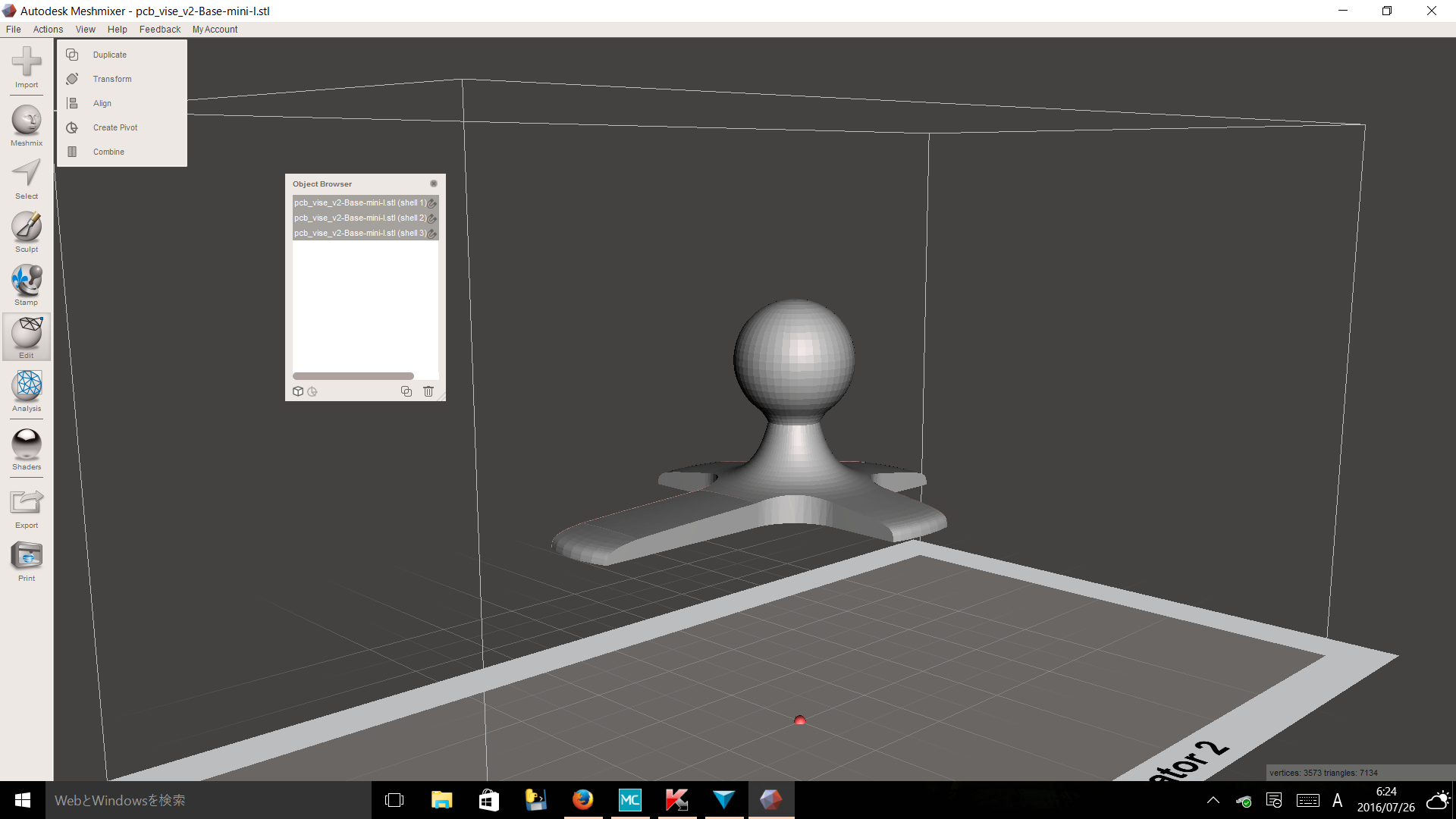
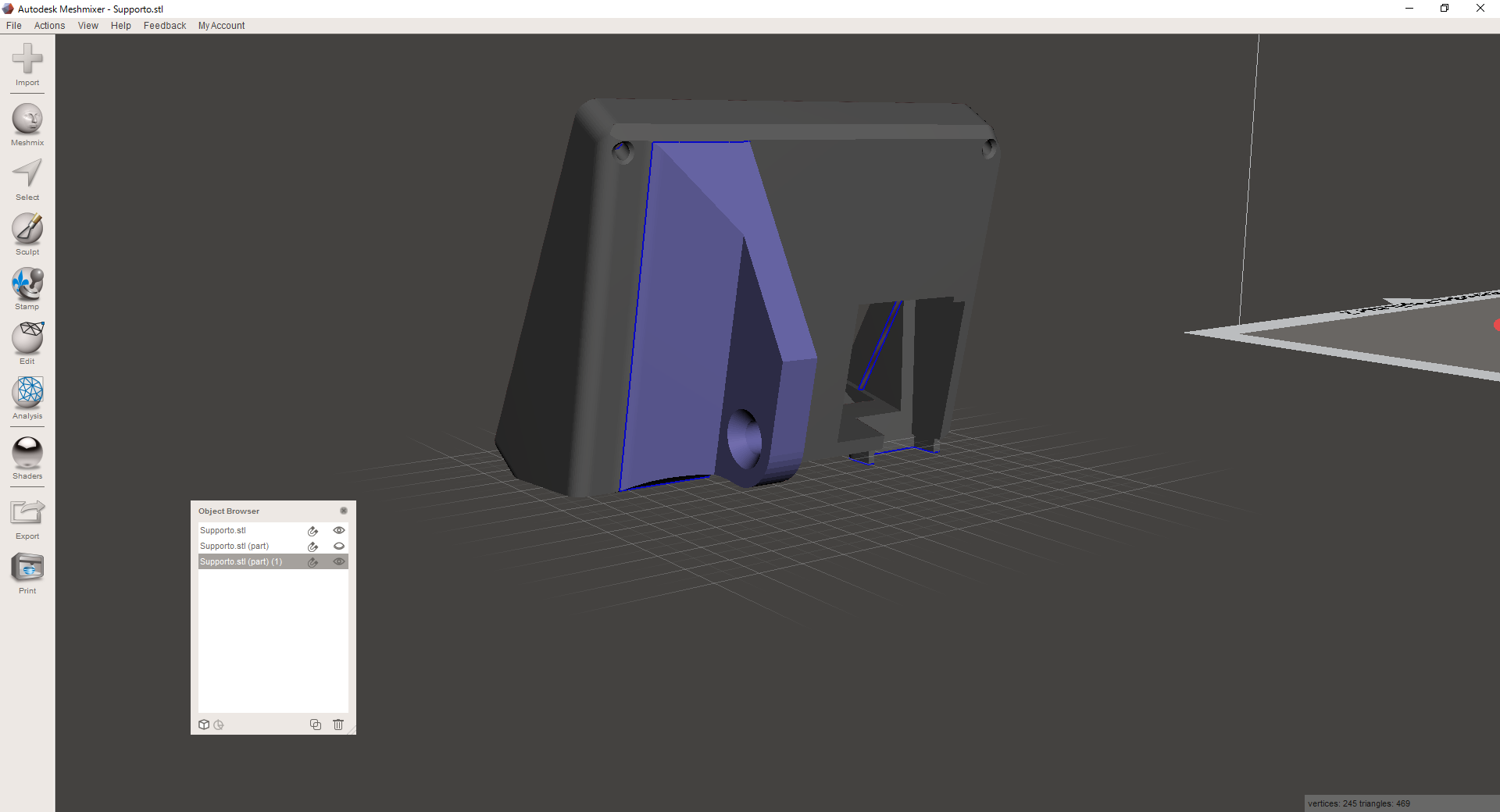
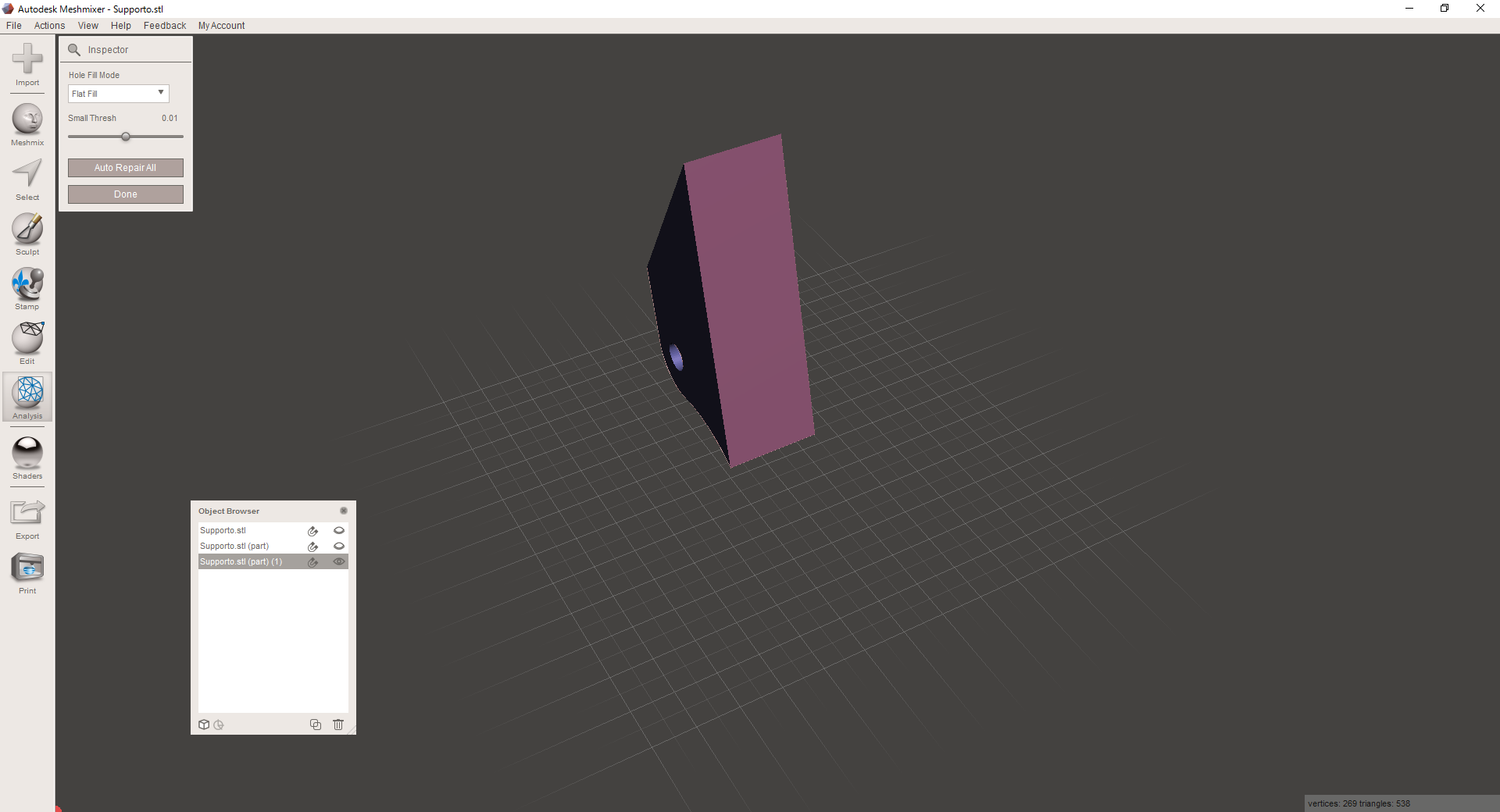
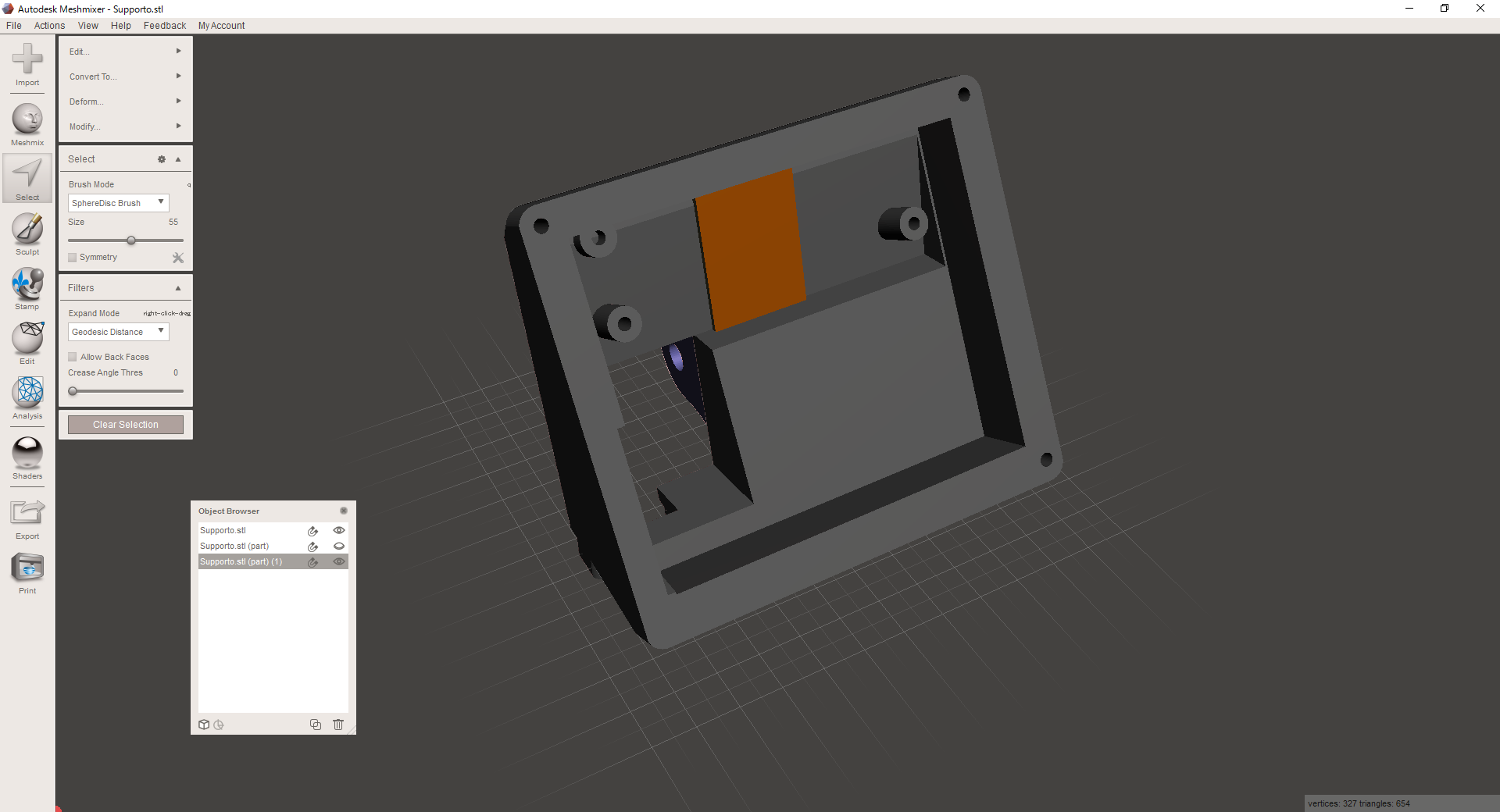
Edit->Separate Shellを実行すると内部に三つのパートがあったことがわかり分解されました。
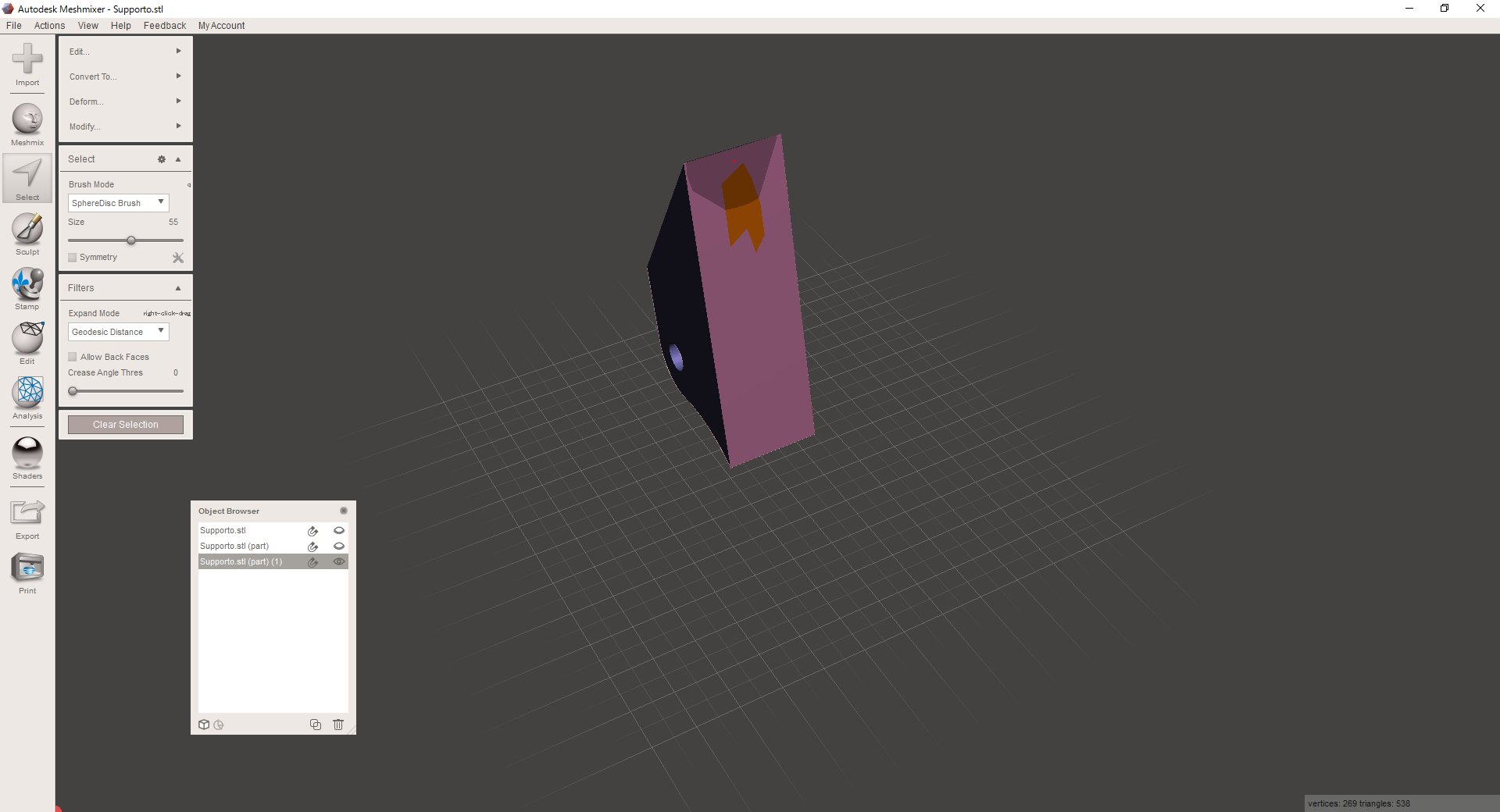
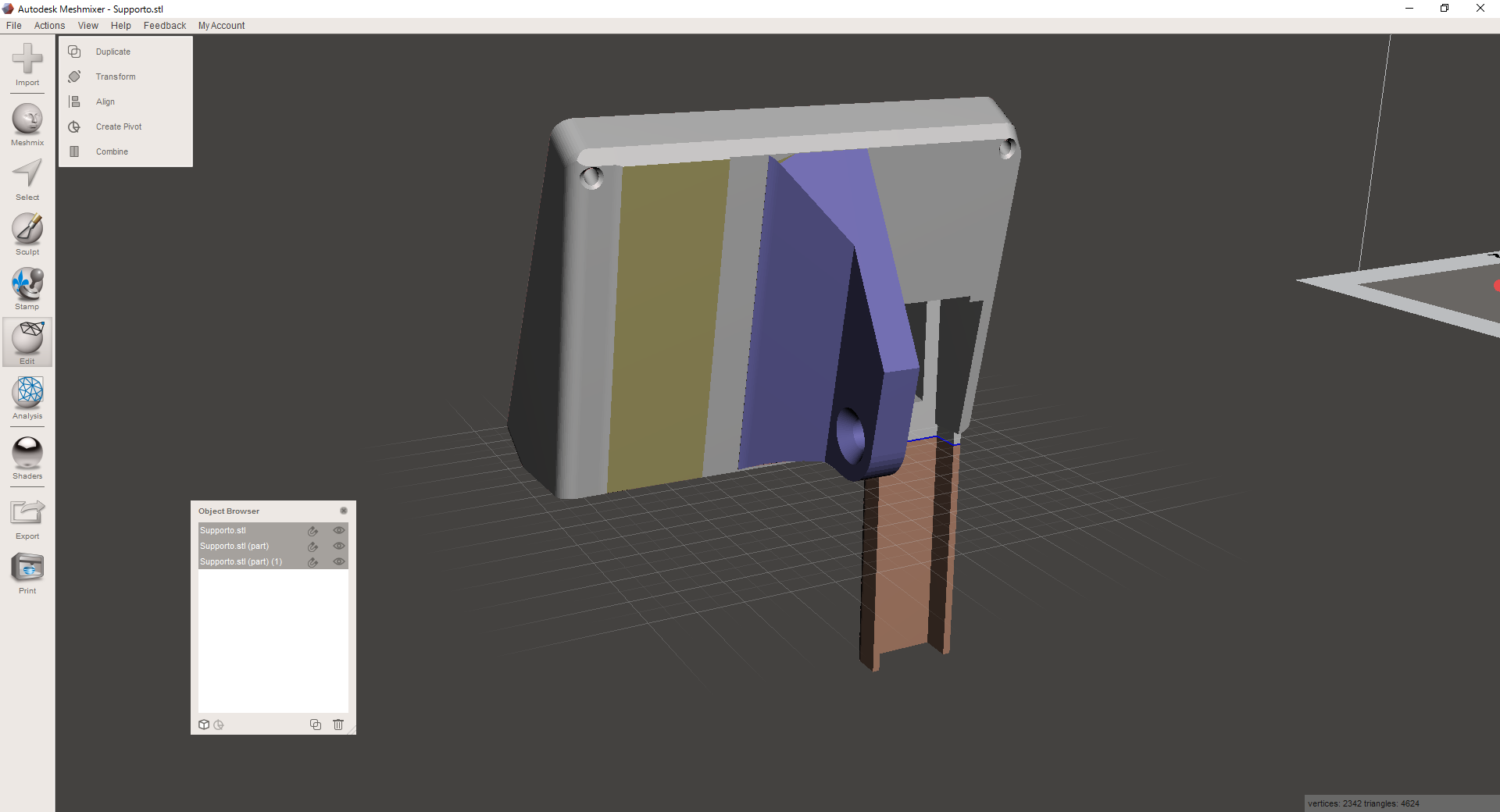
Object Browserで三つのパートを再選択して、Combine(結合)します。
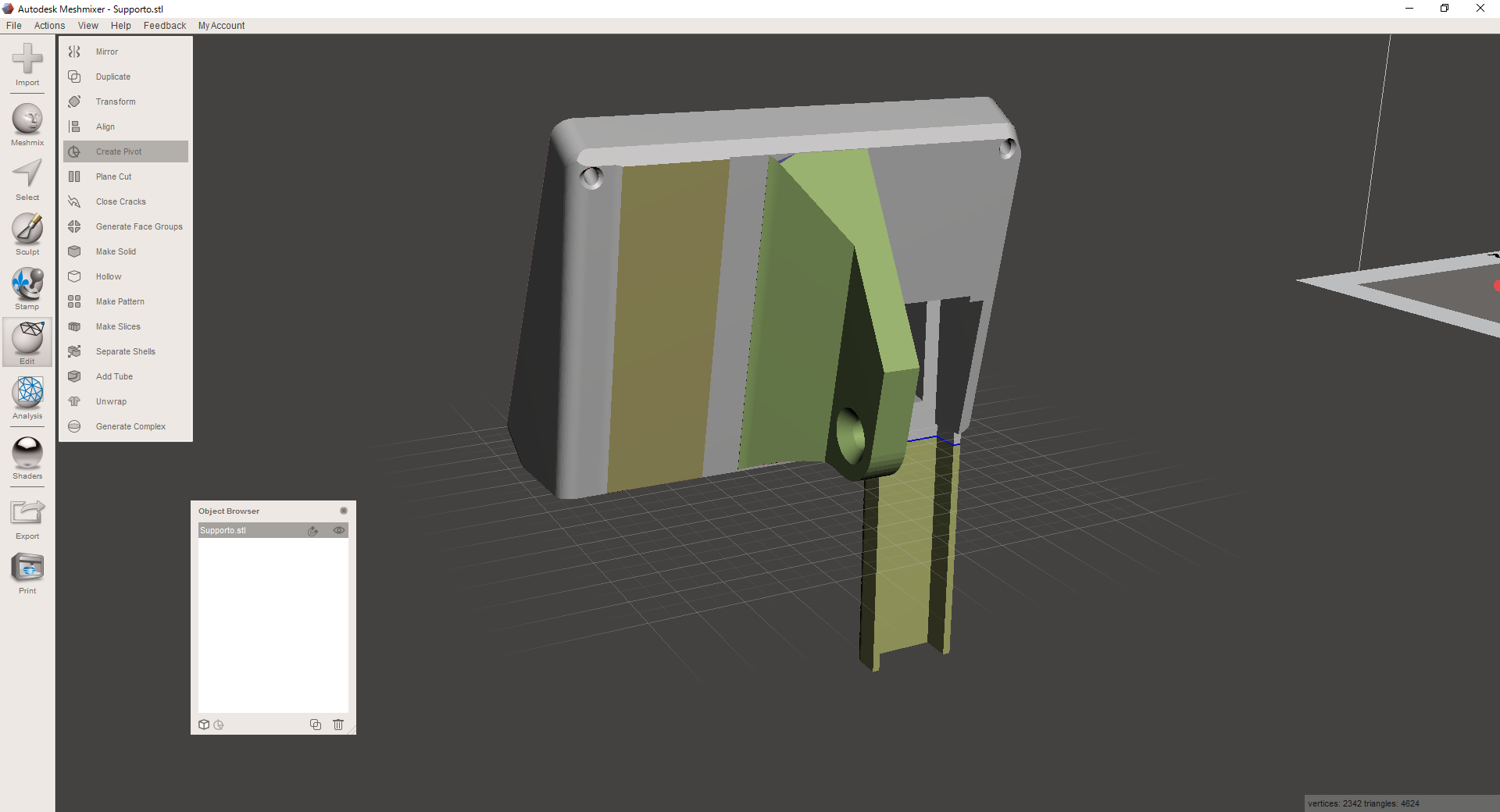
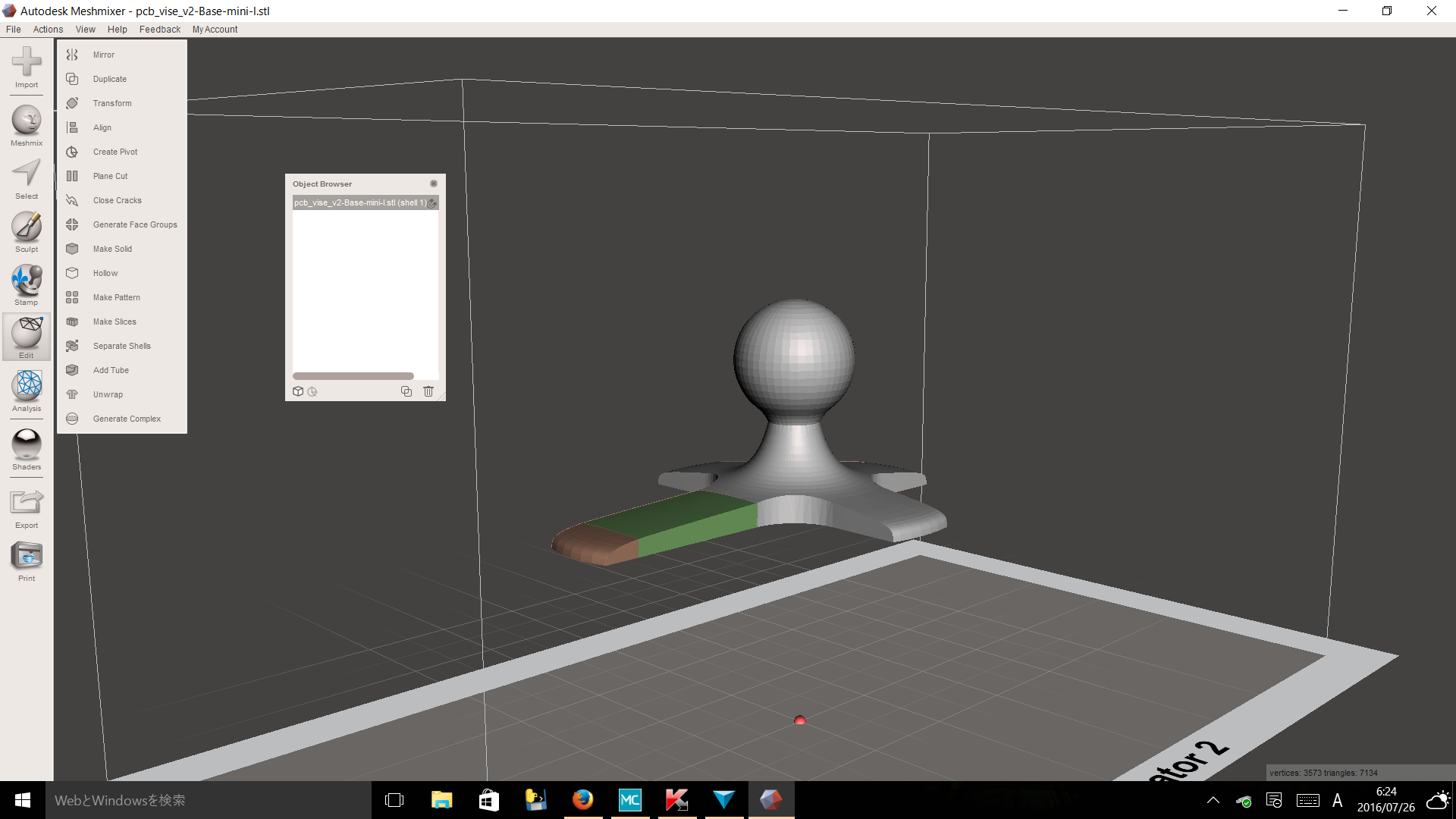 Object Browserでも一つになりましたが、これではもとに戻っただけですね。
Object Browserでも一つになりましたが、これではもとに戻っただけですね。
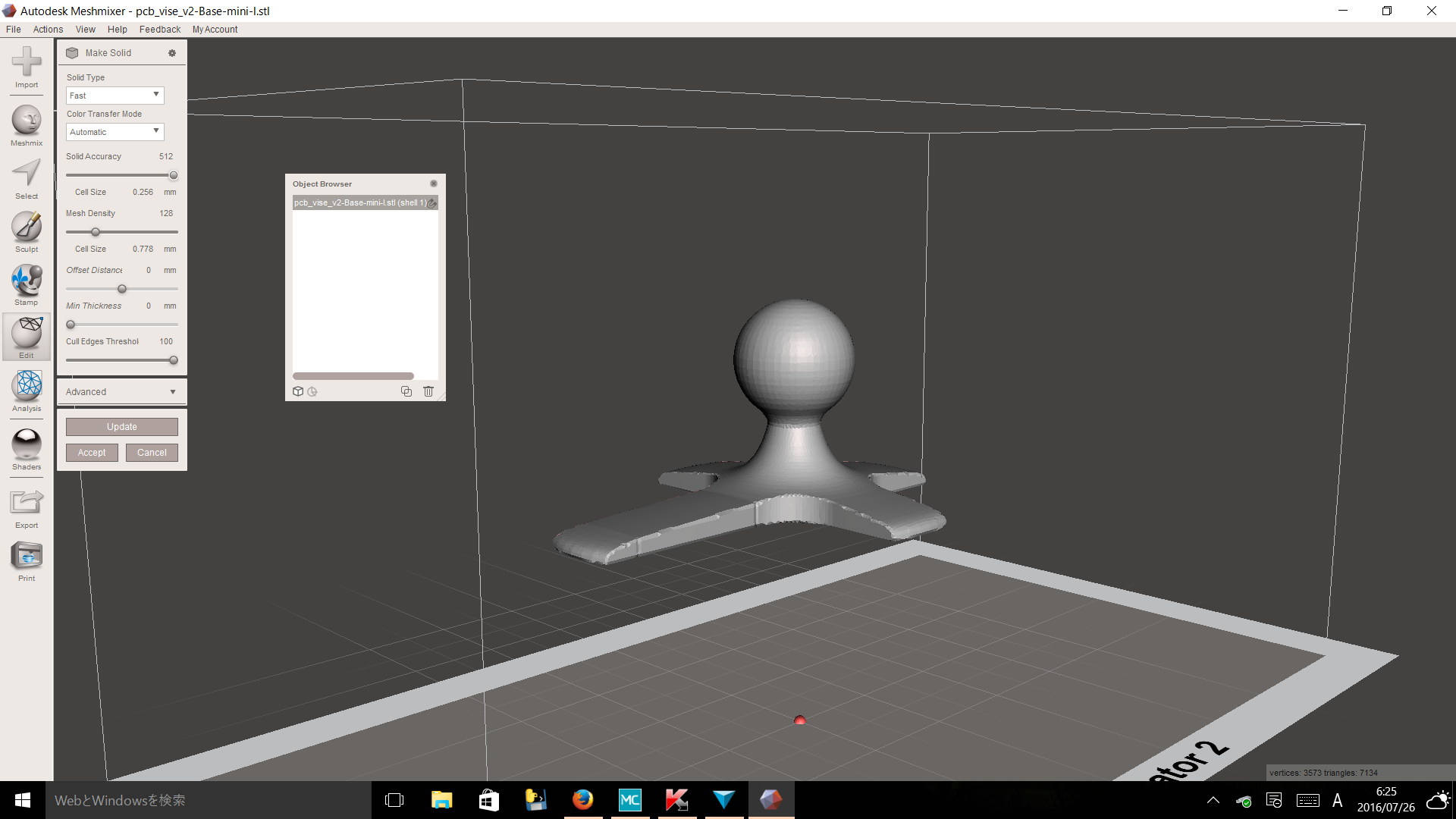
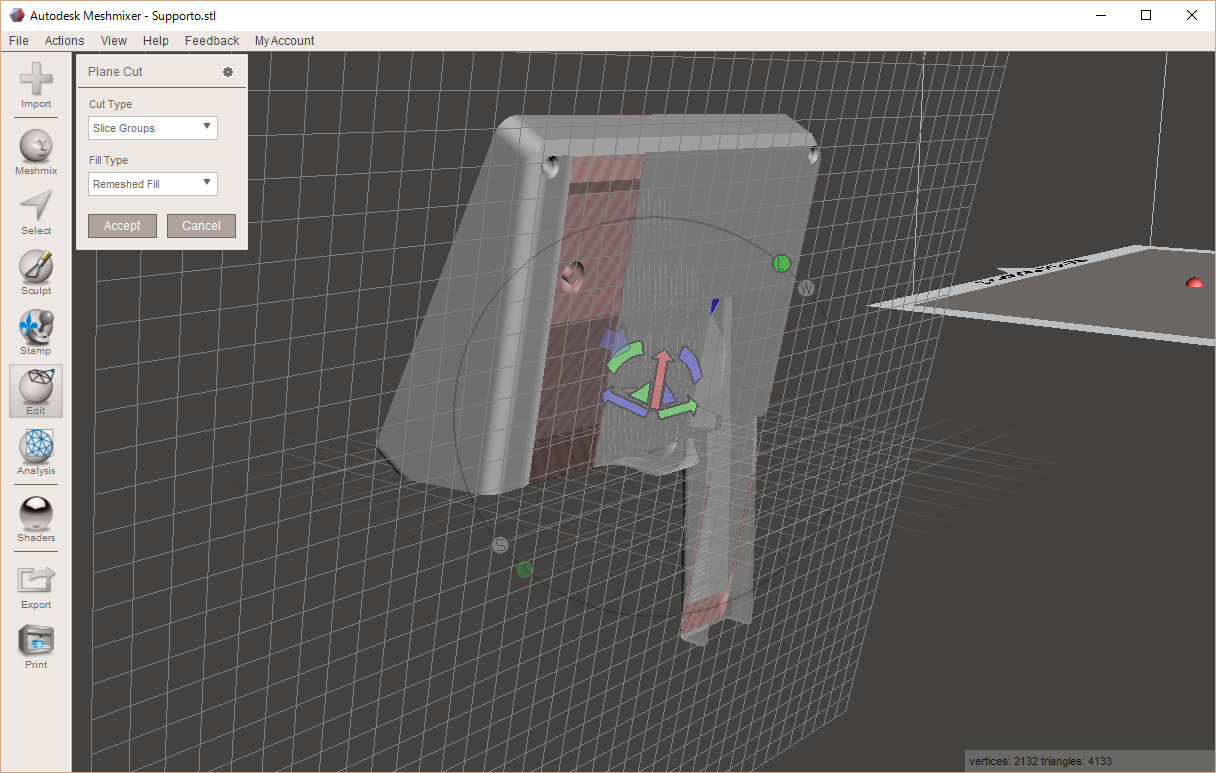
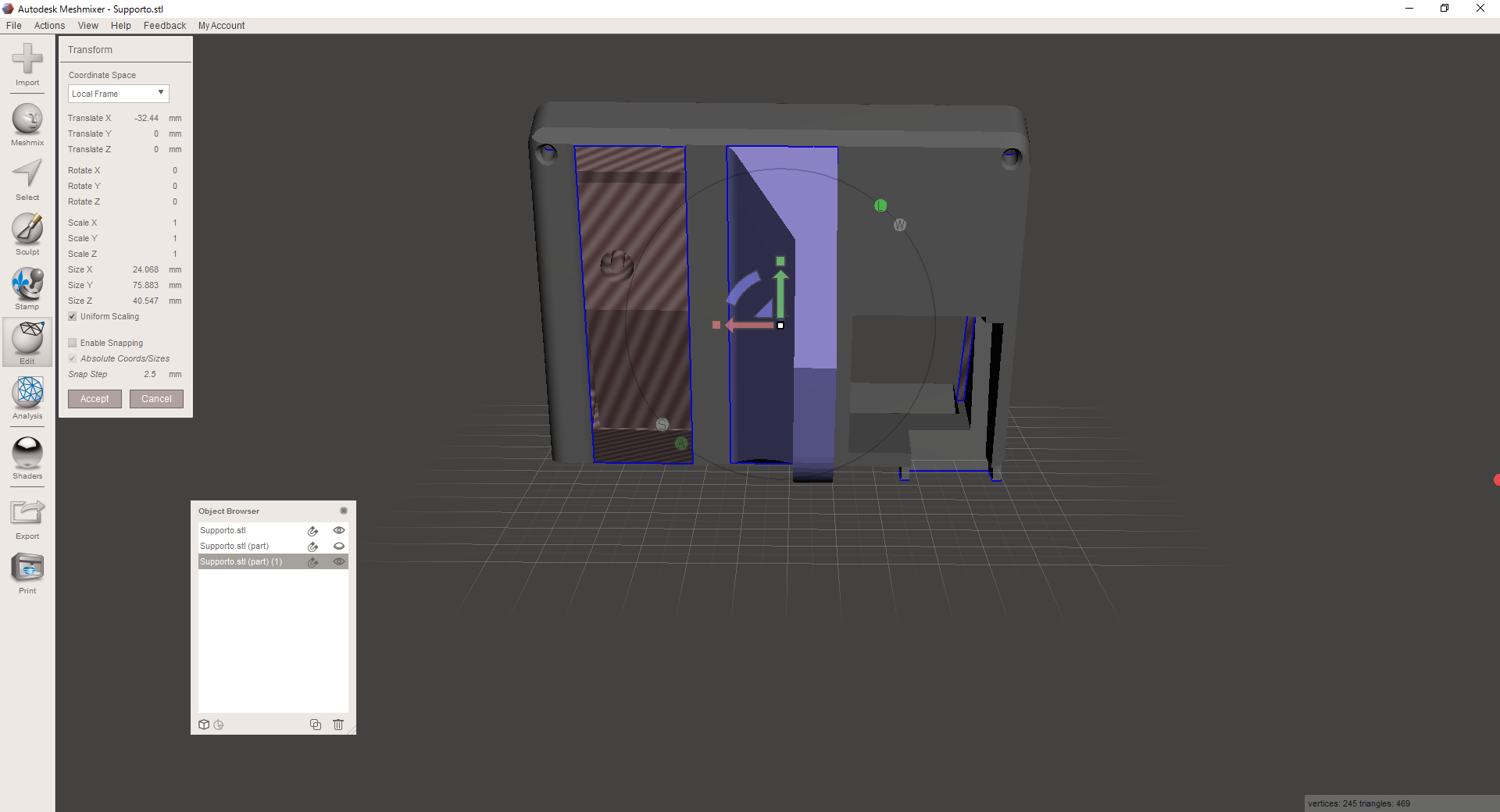
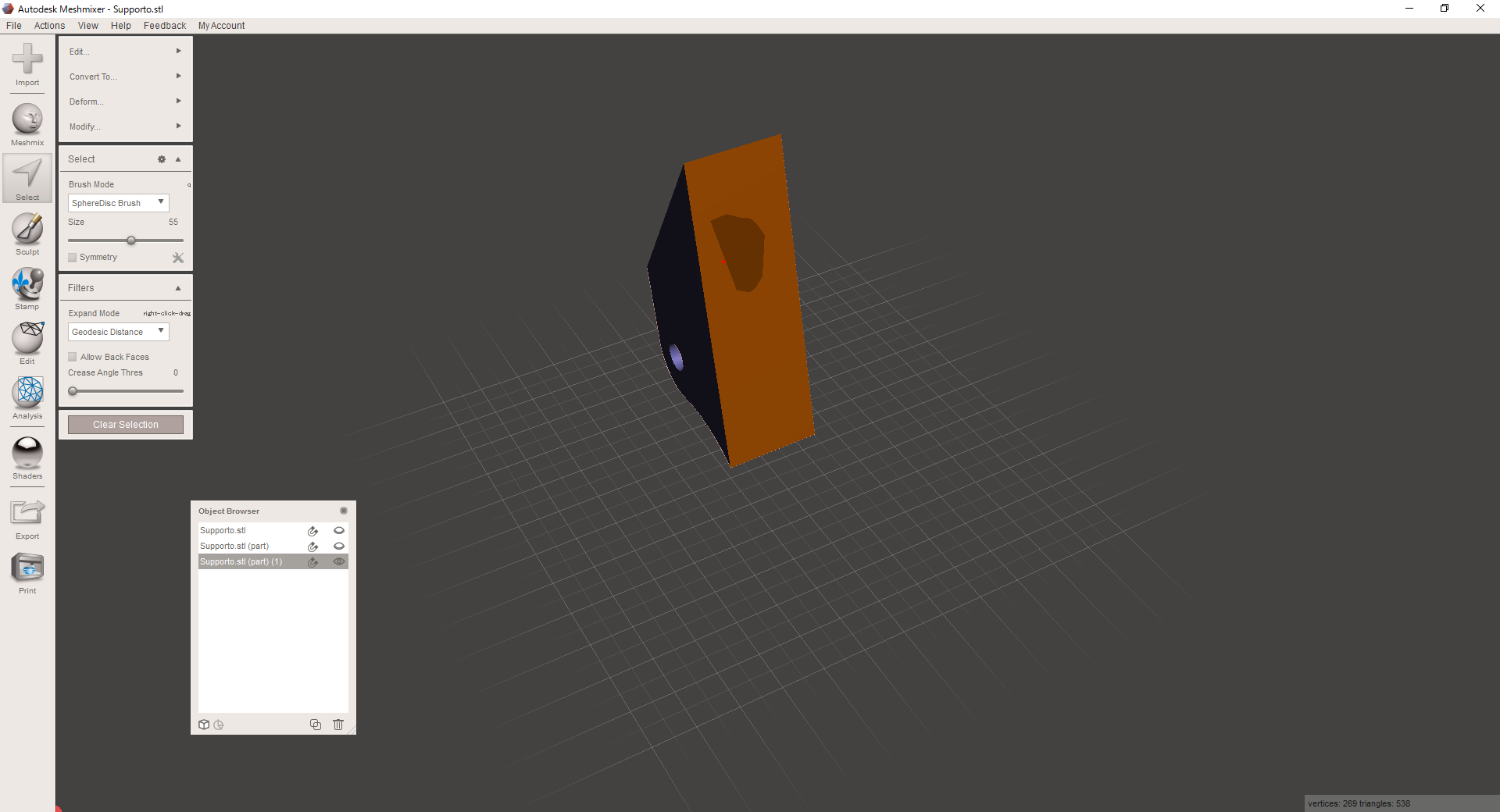
Edit-> Make solidを選択するとメニューが出てきますので、固体化する際の精度などを選択できます、ここではsolid accuracyを最大の512にしました。そしてacceptを実行すると
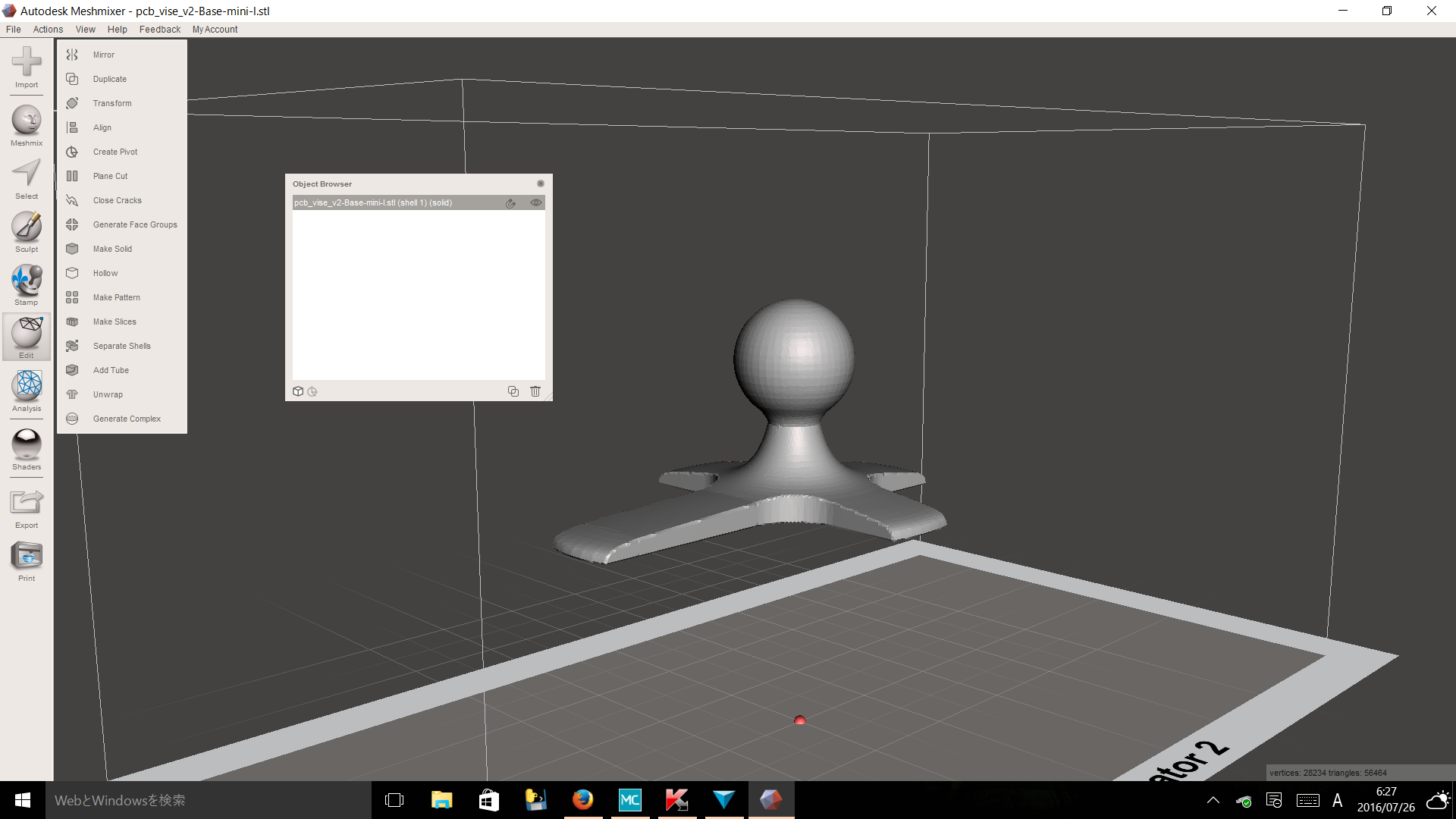
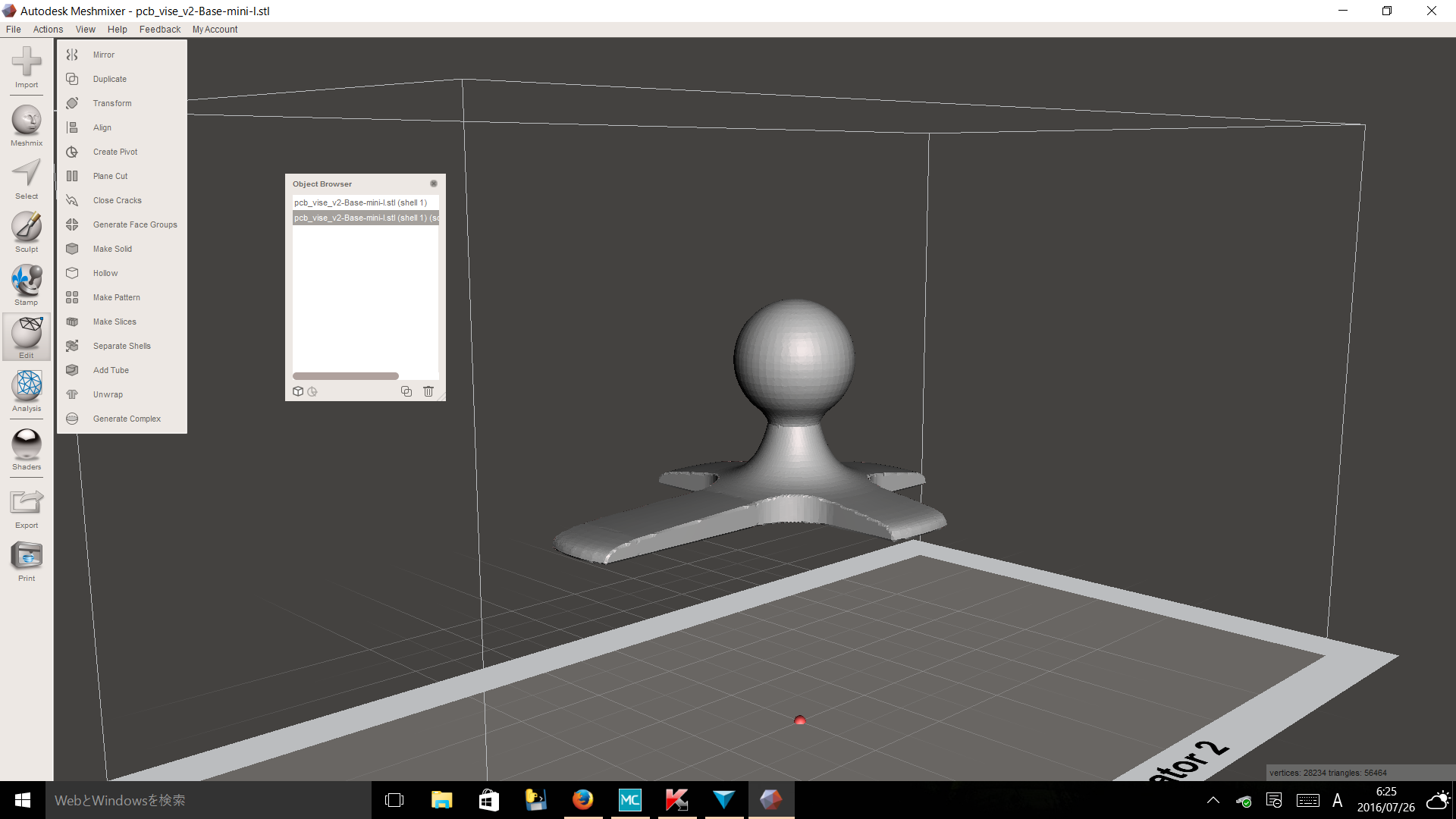 Object Browserにもう一つのデータとして名前に(solid)が付加されたものが作られました。
Object Browserにもう一つのデータとして名前に(solid)が付加されたものが作られました。
 固体化していないオブジェクトを一旦Object Browserでゴミ箱に入れて
固体化していないオブジェクトを一旦Object Browserでゴミ箱に入れて
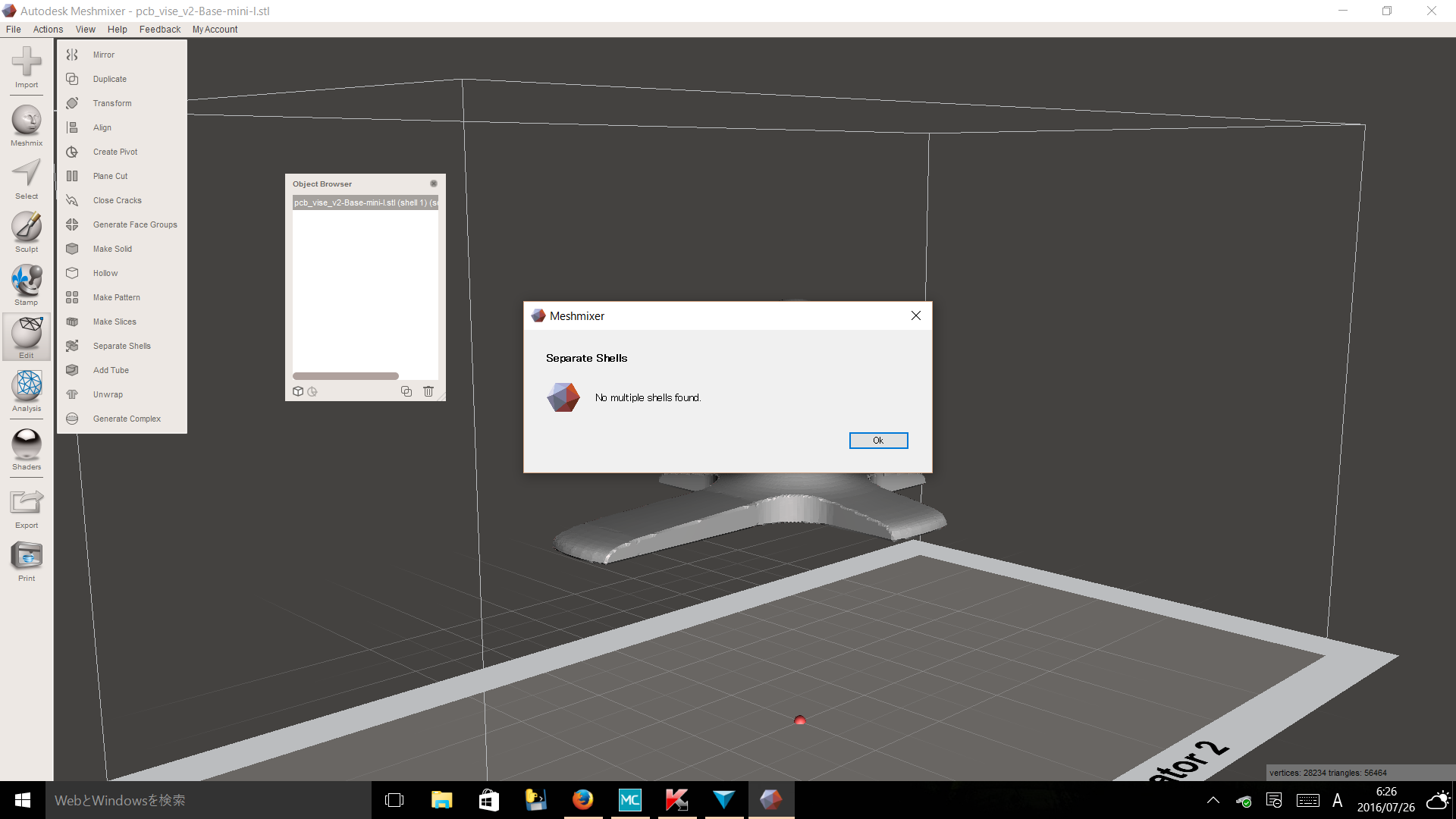 このオブジェクトに対して、Edit->Separate shellを実施すると出来ないよとアラートが出ますので、これで固体化が完了しました。
このオブジェクトに対して、Edit->Separate shellを実施すると出来ないよとアラートが出ますので、これで固体化が完了しました。
 Object Browserで、固体化したオブジェクトを選択した状態でFileメニューからExportを選んで、STL形式で出力することで完了となります。
Object Browserで、固体化したオブジェクトを選択した状態でFileメニューからExportを選んで、STL形式で出力することで完了となります。









 マイクロサーボ 9g SG90
マイクロサーボ 9g SG90